



【摘要】:(一)烘干规范焊接材料制造厂家出厂时的焊条、焊剂都已经过烘干,并用防潮材料加以包装,在一定程度上可防止焊条、焊剂吸潮。2)每个烘干箱一次只能装入一种牌号的焊接材料,在烘干条件完全相同、不同牌号焊接材料之间实行分隔,且有明显标记的条件下,可将不同牌号的焊接材料装入同一烘干箱中;烘干焊条时,焊条至多只能堆放重叠三层,避免焊条烘干时受热不均和潮气不易排除。4)焊条、焊剂烘干时应作记录。
(一)烘干规范
焊接材料制造厂家出厂时的焊条、焊剂都已经过烘干,并用防潮材料(如塑料袋、纸盒等)加以包装,在一定程度上可防止焊条、焊剂吸潮。但实践证明,焊接材料在保管过程中总是要吸潮的,吸潮的程度通常与储存环境的温度、湿度、时间及焊条药皮类型、粘结剂的含量、质量、焊条和焊剂制造工艺过程和包装质量等有关。
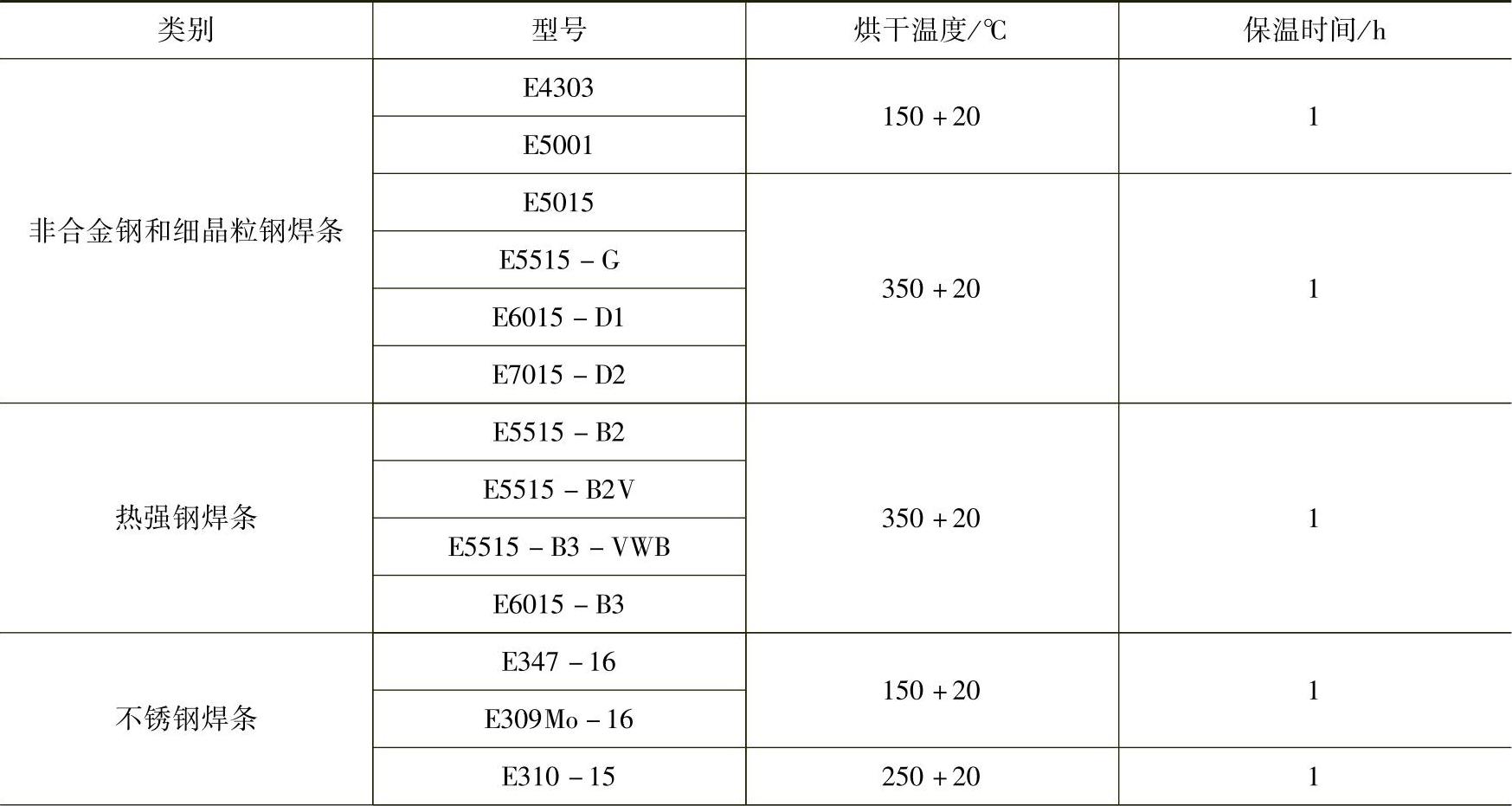
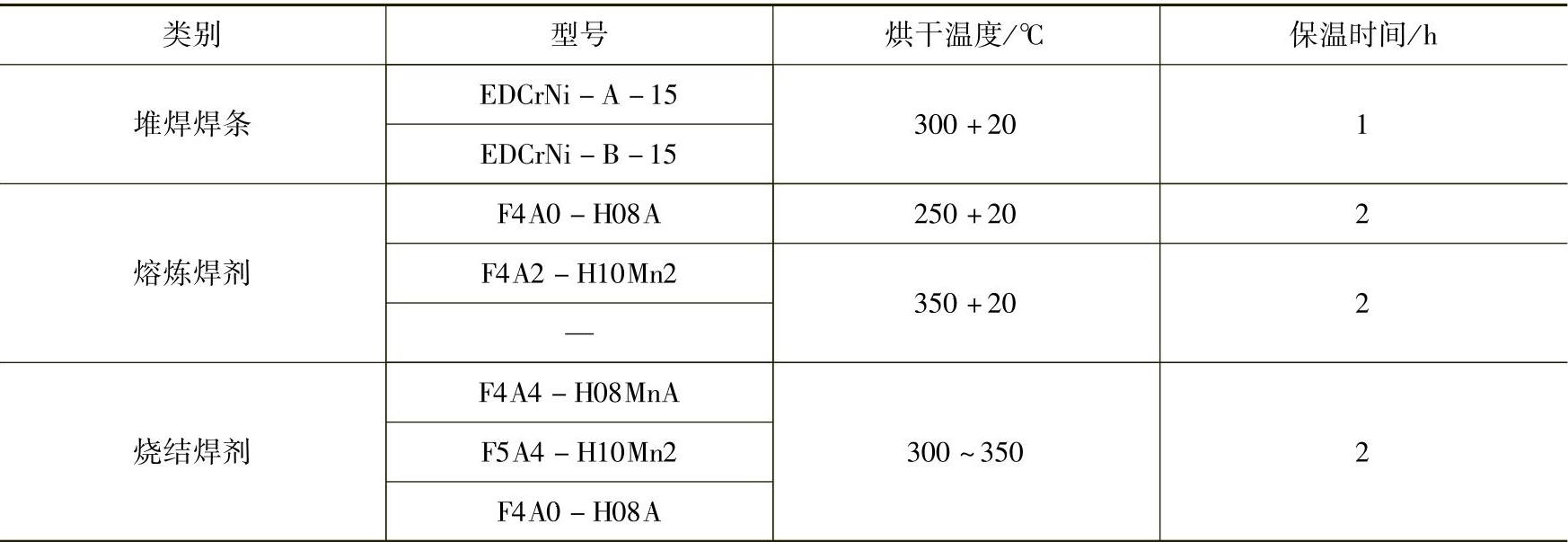
锅炉、压力容器用焊条和焊剂在使用前应进行烘干,常用焊条和焊剂的烘干规范见表5-29。低氢型焊条烘干后,在常温下放置4h以上,再使用时则必须重新烘干。
表5-29 常用焊条、焊剂烘干规范①
(续)
①焊接材料在烘干前必须查看制造厂说明书,若在说明书中焊接材料制造厂推荐了烘干规范,应按说明书中推荐的烘干规范进行烘干。(https://www.xing528.com)
(二)焊条烘干时注意事项
1)烘干焊条时,禁止将焊条突然放进高温炉中或突然取出冷却,防止焊条骤冷骤热而产生药皮开裂现象。
2)每个烘干箱一次只能装入一种牌号的焊接材料,在烘干条件完全相同、不同牌号焊接材料之间实行分隔,且有明显标记的条件下,可将不同牌号的焊接材料装入同一烘干箱中;烘干焊条时,焊条至多只能堆放重叠三层,避免焊条烘干时受热不均和潮气不易排除。
3)烘干的焊条应在温度降至100~150℃时,从烘干箱内移入保温箱内存放,保温箱内的温度应控制在100~150℃范围内。
4)焊条、焊剂烘干时应作记录。
5)焊条烘干箱内严禁烘其他物品。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。