



CO2是氧化性保护气体,有固、液、气三种状态。液态CO2是无色液体,其密度随着温度的不同而变化,当温度低于-11℃时比水重,高于-11℃时则比水轻。CO2由液态变为气态的沸点很低(-78℃),所以工业用CO2都是液态,常温下可以气化。在0℃和101.3kPa(1标准大气压)下,1kg液态CO2可气化为509L气态的CO2。使用液态CO2经济、方便。一个容积为40L的标准钢瓶即可装入25kg的液态CO2(按容积的80%计算),剩余约20%的空间则充满气化了的CO2。气瓶压力表所指示的压力值,就是部分气体的饱和压力,此压力的大小与环境温度有关,温度升高,压力增大,见表5-25。只有当气瓶内液态CO2全部挥发成气体后,瓶内的气压才会随CO2气体的消耗而逐渐下降。
液态CO2中可溶解质量分数为0.05%的水,多余的水则成自由状态沉于瓶底。这些水在焊接过程中随CO2一起挥发并混入CO2气体中,一起进入焊接区。因此,水分是CO2气体中最主要的有害杂质,随着CO2气体中水分增加,即露点温度的提高,焊缝金属中含氢量增高、塑性下降,甚至产生气孔等缺陷。焊接用CO2的纯度(体积分数)应大于99.5%,国外有时还要求纯度大于99.8%、露点低于-40℃(水分的质量分数为0.0066%)。焊接用二氧化碳技术要求见表5-26。
表5-25 饱和压力CO2气体的性能
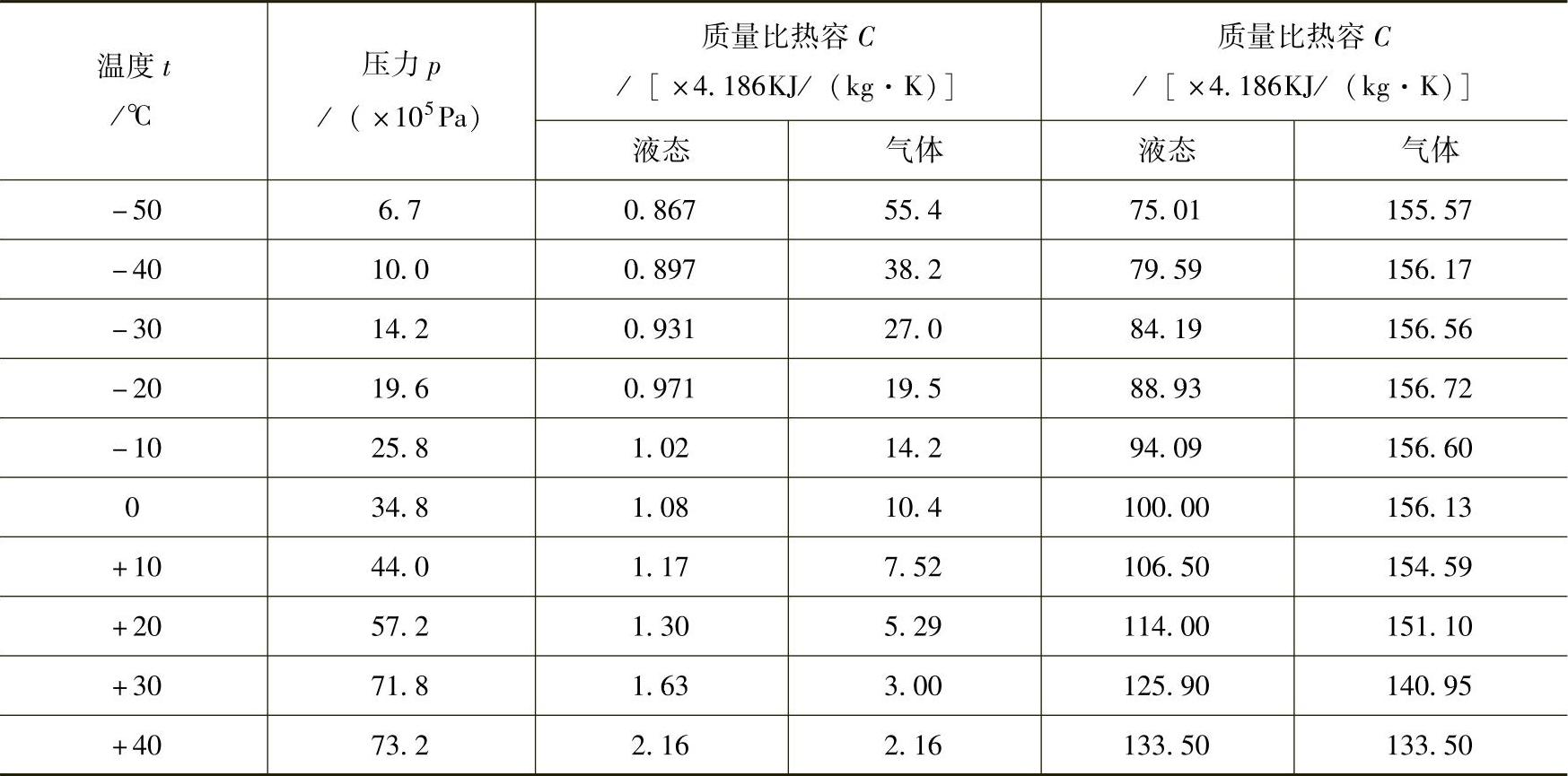
表5-26 焊接用CO2气体技术要求(HG/T 2537—1993)
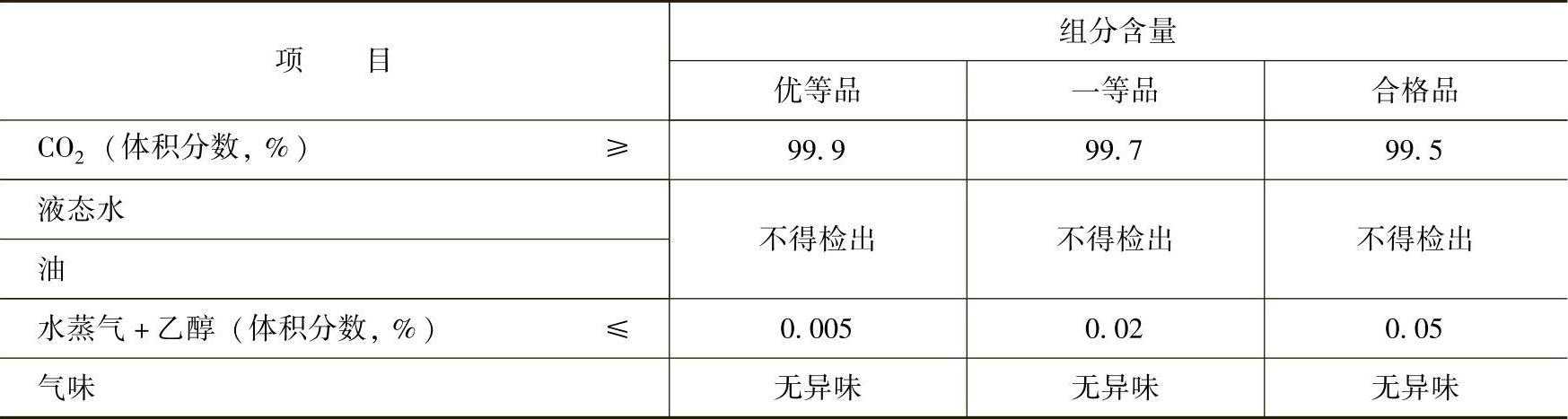
注:对以非发酵法所得的CO2,乙醇含量不作规定。(https://www.xing528.com)
在生产现场使用的市售CO2气体如含水较高,可采取如下减少水分的措施:
1)将新灌CO2气瓶倒置2h,开启阀门将沉积在下部的水排出(一般排2~3次,每次间隔约30min),放水结束后仍将气瓶倒正。
2)使用前先放气2~3min,因为上部气体一般含有较多的空气和水分。
3)在气路中设置高压干燥器和低压干燥器,进一步减少CO2气体中的水分。一般使用硅胶或脱水硫酸铜作干燥剂,可复烘去水后多次重复使用。
4)当CO2气瓶中气压降低到980MPa以下时,不再使用。此时液态CO2已挥发完,气体压力随着气体的消耗而降低,水分分压相对增大,挥发量增加(约可增加3倍),如继续使用,焊缝金属将会产生气孔。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。