



药芯焊丝也称粉芯焊丝或管状焊丝,是一种颇有发展前途的焊接材料。药芯焊丝具有如下优点:
1)焊接工艺性能好。
2)熔敷速度快,生产效率高。
3)合金系统调整方便、对钢材适应性强。
4)能耗低。
5)综合成本低。
(一)碳钢药芯焊丝
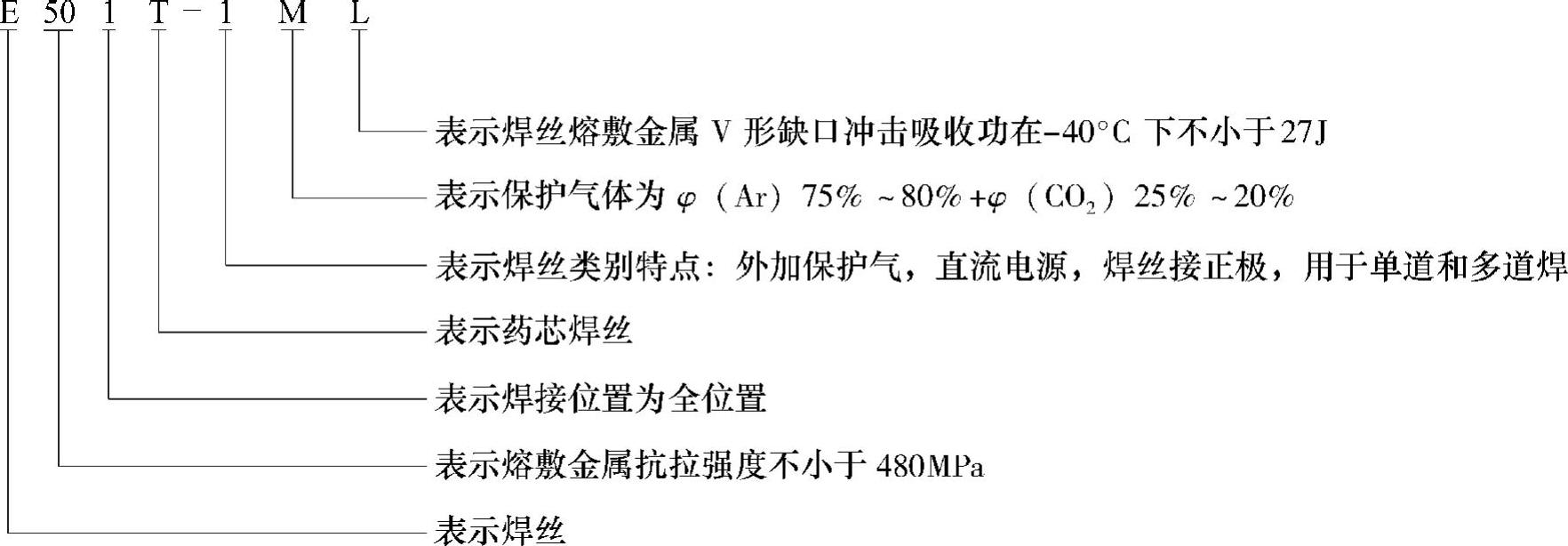
碳钢药芯焊丝的型号按GB/T 10045—2001《碳钢药芯焊丝》标准的规定,依据熔敷金属的力学性能,焊接位置及焊丝类别特点(包括保护类型、电流类型、渣系特点等)分类。焊丝型号的表示方法为:E×××T-×ML,字母“E”表示焊丝,字母“T”表示药芯焊丝。型号中的符号按排列顺序分别说明如下:
1)字母“E”后面的前2个符号“××”表示熔敷金属的力学性能。
2)字母“E”后面的第3个符号“×”表示推荐的焊接位置,其中,“0”表示平焊和横焊位置,“1”表示全位置。
3)短画线后面的符号“×”表示焊丝的类别特点(见表5-11)。
4)字母“M”表示保护气体(体积分数φ)为Ar75%~80%+CO225%~20%。当无字母“M”时,表示保护气体为CO2或为自保护类型。
5)字母“L”表示焊丝熔敷金属的冲击性能在-40℃时,其V形缺口冲击吸收功不小于27J。当无字母“L”时,表示焊丝熔敷金属的冲击性能符合一般要求。
焊丝型号示例:
(二)低合金钢药芯焊丝
低合金钢药芯焊丝按药芯类型分为金属粉型药芯焊丝和非金属粉型药芯焊丝两种,其型号按GB/T 17493—2008《低合金钢药芯焊丝》标准的规定,金属粉型药芯焊丝根据熔敷金属的抗拉强度和化学成分进行划分,非金属粉型药芯焊丝型号还包括焊接位置,药芯类型和保护气体。
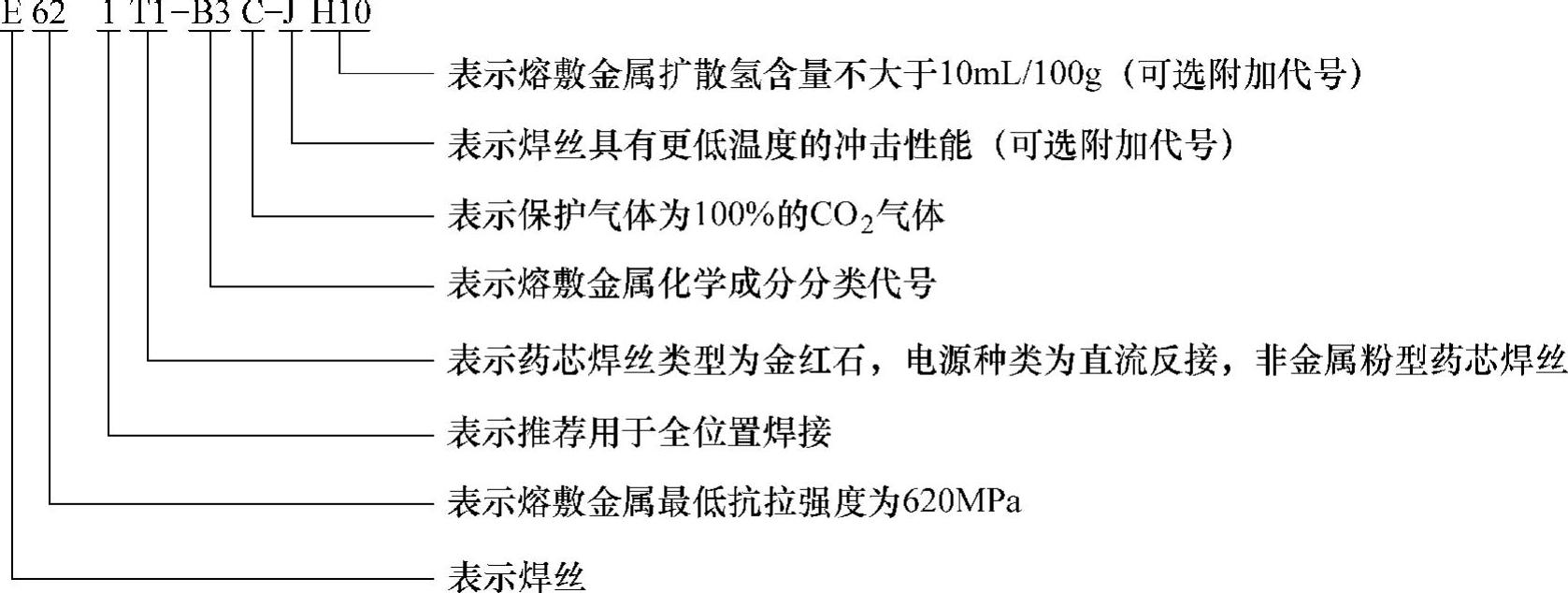
非金属粉型药芯焊丝型号的表示方法为E×××T×-××(-JHX),字母“E”表示焊丝、字母“T”表示非金属型药芯焊丝。型号表示中的符号按排列顺序分别说明如下:
1)字母“E”后面的前2个符号“××”表示焊丝熔敷金属的最低抗拉强度。
2)字母“E”后面的第3个符号“×”表示推荐的焊接位置,其中“0”表示平焊和横焊位置,“1”表示全位置。
3)字母“T”与其后的符号“×”表示药芯类型及电源种类(见表5-12)。
4)短画线“-”后面的符号“×”表示焊丝熔敷金属的化学成分分类代号。
5)化学成分代号后面的符号“×”表示保护气体类型:C表示CO2气体,M表示φ(Ar)20%~25%+φ(CO2)80%+75%混合气体,当该位置没有符号出现时,表示不采用保护气体,为自保护型。
6)低温度的冲击性能(可选附加代号)以型号中如果出现第二个短画线“-”及字母“J”时,表示焊丝具有更低温度的冲击性能。
7)熔敷金属扩散氢含量(可选附加代号)以型号中如果出现第二个短画线“-”及字母“H×”时,表示熔敷金属扩散氢含量,“×”为扩散氢含量最大值。(https://www.xing528.com)
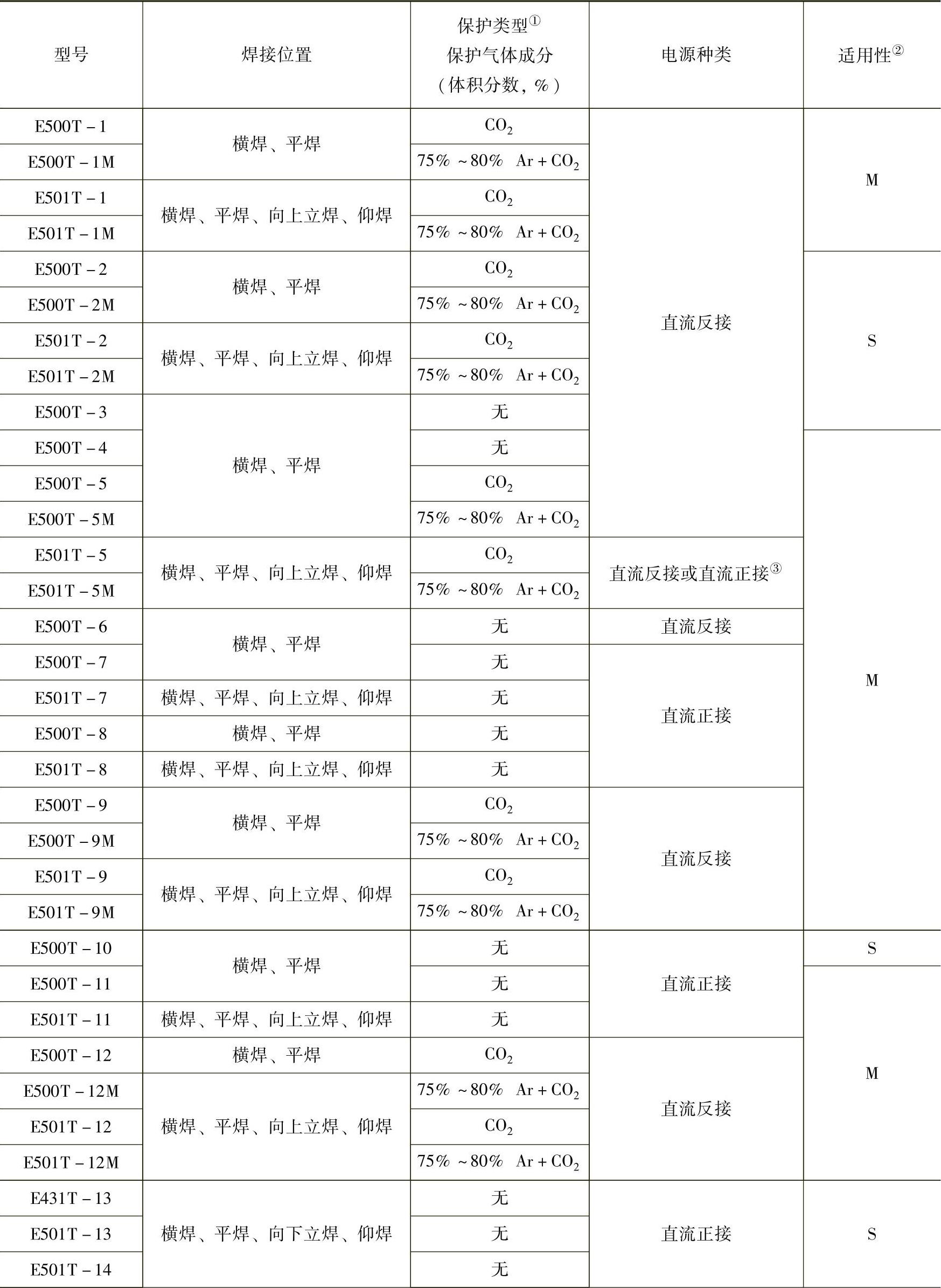
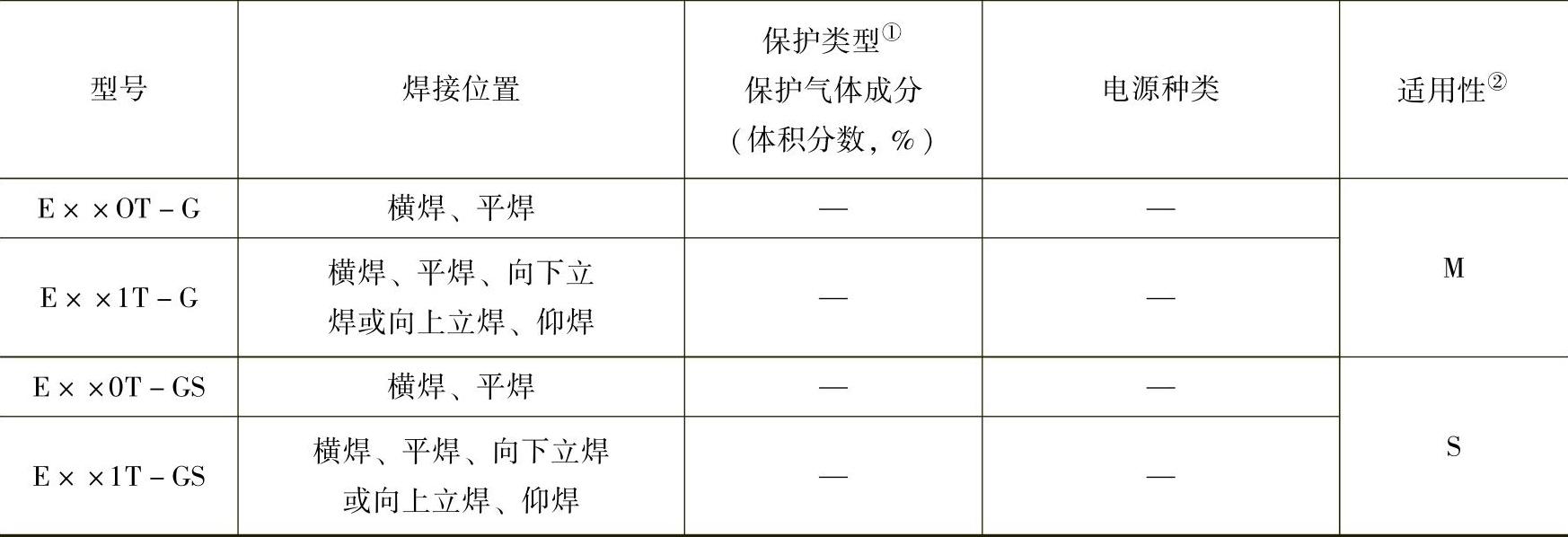
表5-11 焊接位置、保护类型、电源种类和适用性要求
(续)
①对于使用外加保护气的焊丝(E×××T-1,E×××T-1M,E×××T-2,E×××T-2M,E×××T-5,E×××T-5M,E×××T-9,E×××T-9M和E×××T-12,E×××T-12M),其金属的性能随保护气类型不同而变化。在未向焊丝制造商咨询前不应使用其他保护气。
②M为单道和多道焊,S为单道焊。
③E501T-5和E501T-5M型焊丝可在直流正接极性下使用以改善不适当位置的焊接性,推荐的极性请咨询制造商。
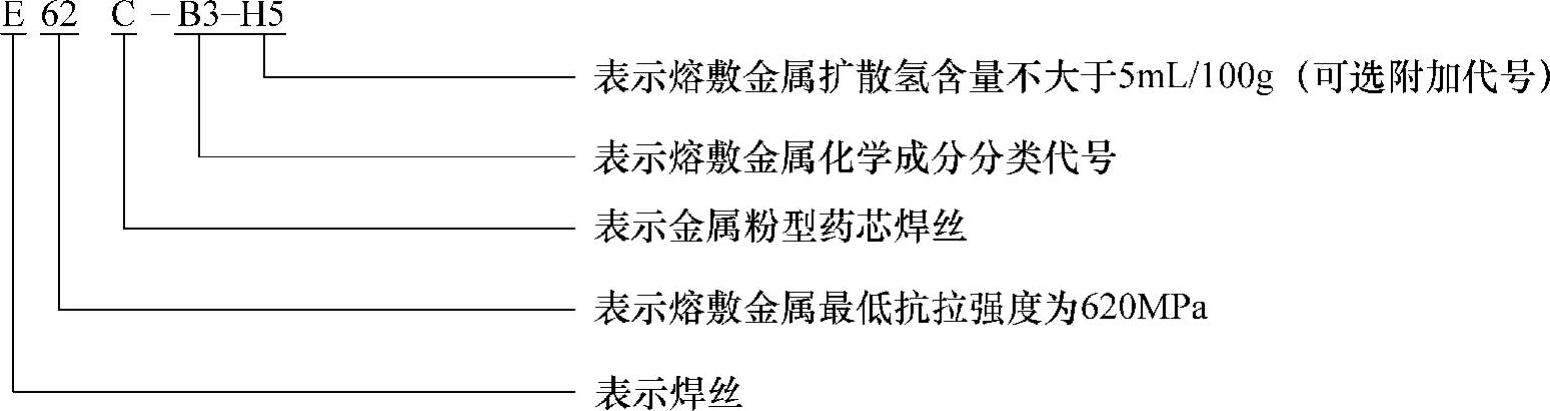
金属粉型药芯焊丝型号的表示方法为E××C-X(-H×),字母“E”表示焊丝、字母“C”表示金属粉型药芯焊丝。型号表示中的符号按排列顺序分别说明如下:
1)字母“E”后面的前2个符号“××”表示焊丝熔敷金属的最低抗拉强度。
2)短画线“-”后面的符号“×”表示焊丝熔敷金属的化学成分分类代号。
3)熔敷金属扩散氢含量(可选附加代号)以型号中如果出现第二个短画线“-”及字母“H×”时,表示熔敷金属扩散氢含量,“×”为扩散氢含量最大值。
表5-12 焊丝类别特点的符号说明
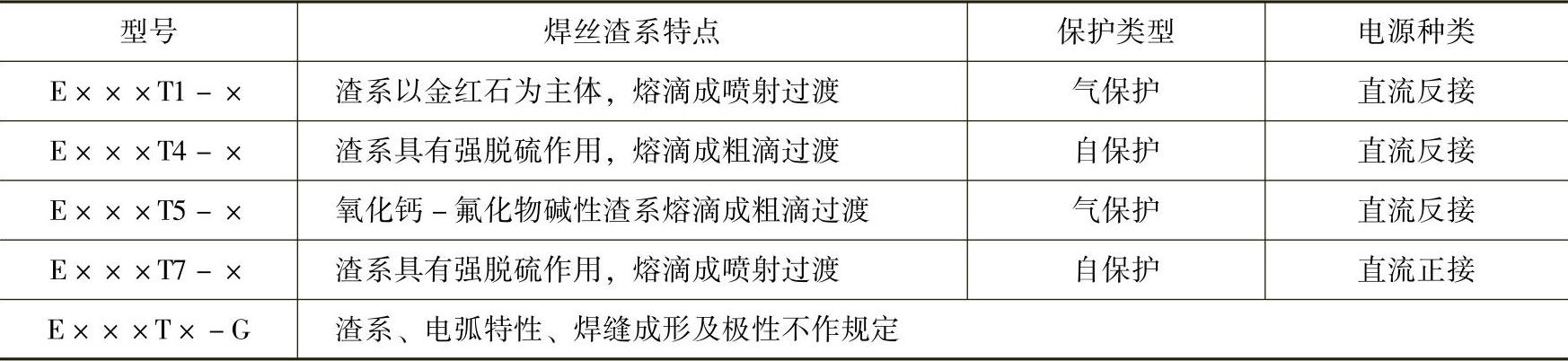
焊丝型号示例:
(三)不锈钢药芯焊丝
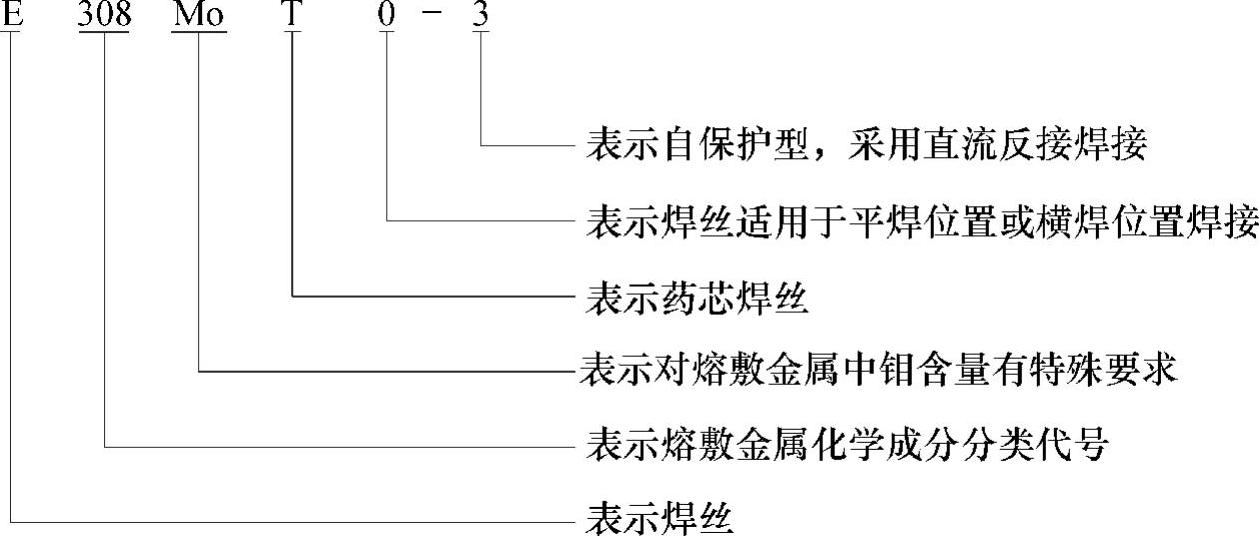
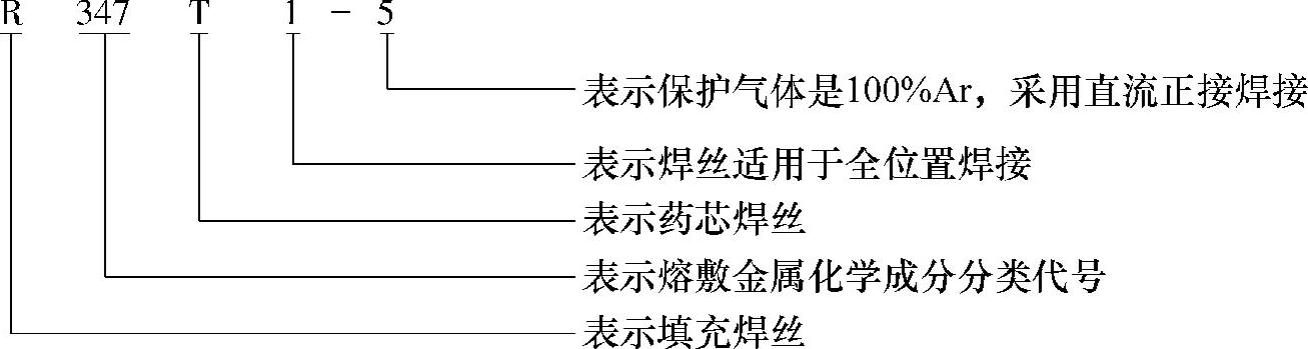
不锈钢药芯焊丝的型号按GB/T 17853—1999《不锈钢药芯焊丝》标准的规定,根据熔敷金属化学成分、焊接位置、保护气体及焊接电流类型划分。型号表示方法为用“E”表示焊丝,“R”表示填充焊丝;后面用三位或四位数字表示焊丝熔敷金属化学成分分类代号;若有特殊要求的化学成分,将其元素符号附加在数字后面,或者用“L”表示含碳量较低、“H”表示含碳量较高、“K”表示焊丝应用于低温环境;最后用“T”表示药芯焊丝,之后用一位数字表示焊接位置,“0”表示焊丝适用于平焊位置或横焊位置焊接,“1”表示焊丝适用于全位置焊接;“-”后面的数字表示保护气体及焊接电流类型(见表5-13)。
表5-13 保护气体、电源种类及焊接方法
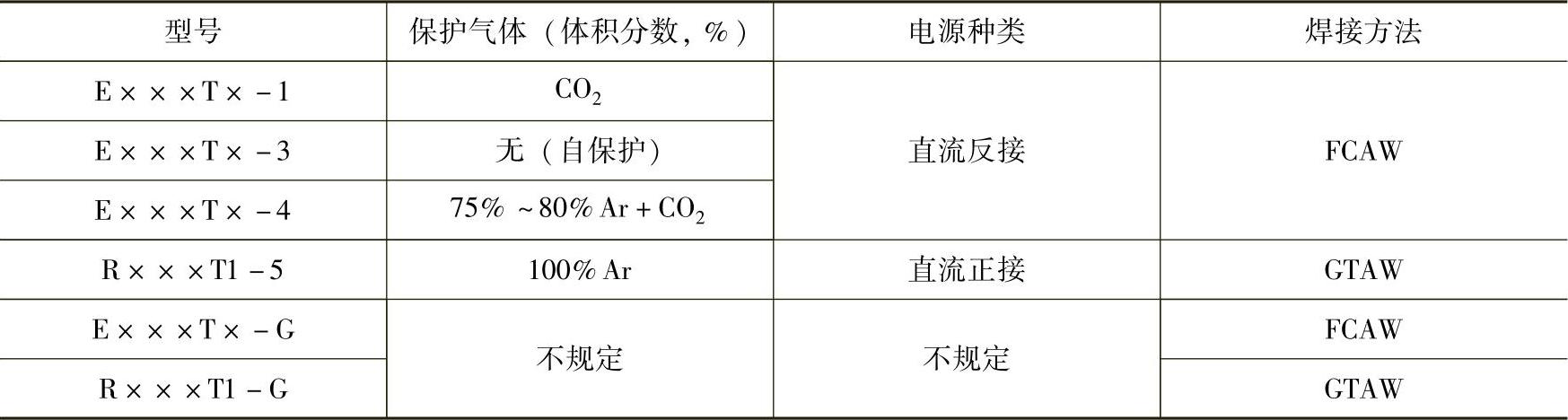
注:FCAW为药芯焊丝电弧焊,GTAW为钨极惰性气体保护焊。
焊丝型号示例:
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。