



不同的弧焊方法对弧焊电源的空载电压、外特性、动特性和参数范围的要求也不同。现列举几种常用弧焊方法来说明。
(一)焊条电弧焊
一般来说,焊条电弧焊电弧的静特性曲线工作段为水平形状,要求使用具有下降特性(或恒流加外拖特性或缓降特性)的弧焊电源。如图4-35a所示,这种特性的电源当电流增加时,电压在一定范围内迅速下降,这样,当弧长变化引起电压变化时并不显著影响电流输出和熔敷速度。如图4-35中虚线所示电压下降几伏特,输出电流基本不变。用酸性焊条焊条电弧焊时可选用弧焊变压器(动铁心式、动线圈式或抽头式)。用碱性焊条焊条电弧焊焊接重要的结构钢,可选用直流弧焊电源,如硅弧焊整流器、晶闸管式弧焊整流器和弧焊逆变器等。这些弧焊电源均为下降(或恒流加外拖或缓降)特性,空载电压有效值为80V以下,额定工作电流为200~500A,额定负载持续率为35%或60%。
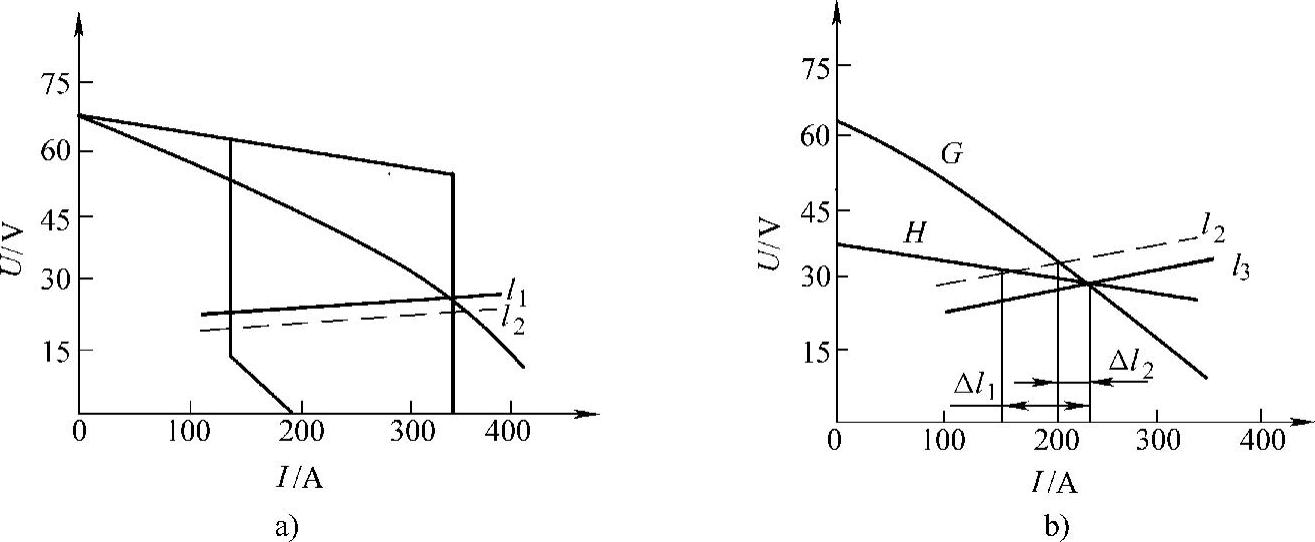
图4-35 弧焊电源的外特性和电弧静特性
(二)埋弧焊
埋弧焊电弧静特性工作段为平或略上升曲线。为了获得稳定工作点,可以采用平特性或缓降特性。如图4-35b所示,弧长增长,电弧静特性曲线由l3变为l2时,缓降特性电源的电流值稍有降低,平特性电源的电流值下降较大。对于等速送丝用细直径焊丝时(如ϕ1.6~ϕ3mm),采用平特性电源(曲线H)比之缓降特性电源(曲线G)有更强的电弧自身调节作用,可使弧长能更快地恢复。而等速送丝用较大直径焊丝(如ϕ≥4mm)时,即使采用恒压特性的电源,其电弧自身调节作用仍不够强。这时最好用下降特性电源并配以电压反馈的变速送丝系统。
单丝、小焊接电流(300~500A),可用电子控制型与电磁控制型的直流弧焊电源,如磁放大器式弧焊整流器、晶闸管式弧焊整流器和弧焊逆变器,也可用方波交流弧焊电源;单丝、中大焊接电流(600~1000A),可用交流或直流,如弧焊变压器、磁放大器式弧焊整流器、晶闸管弧焊整流器和弧焊逆变器;单丝、大焊接电流(1200~2500A)宜用交流;并列双丝,可用交流或直流。当用大电流时,空载电压为80~100V;而用小电流时,空载电压为65~75V。额定负载持续率为60%和100%。
(三)熔化极气体保护焊
当焊丝直径≤1.6mm时,可用等速送丝系统。为了增强电弧自身调节作用,宜用平特性弧焊电源。当焊丝直径>2mm时,宜用变速送丝系统配下降特性弧焊电源。一般以等速送丝系统与平特性弧焊电源配合用比较多。
平特性电源空载电压通常在40~50V(也有用50V以上的)范围内,缓降特性的空载电压可高至60~70V,额定电弧电压为22~40V。额定焊接电流为160~500A,额定负载持续率为60%、100%。
采用短路熔滴过渡形式时,要求弧焊电流的电抗器的电感量可调,一般采用电磁调节或电子电抗器。而当采用喷射过渡形式时,则没有此项要求。(https://www.xing528.com)
通常可采用硅弧焊整流器,相控式、逆变式等电子控制型弧焊逆变电源。而铝及铝合金的氩弧焊,则可用方波或变极性交流弧焊电源。
(四)钨极氩弧焊和等离子弧焊
影响这两种弧焊方法电弧稳定燃烧的主要焊接参数是焊接电流,为了在焊接过程中减小弧长变化对焊接电流大小的影响,宜采用下降特性弧焊电源。空载电压为65~80V。等离子弧焊接低电流范围为10~100A;大电流范围为100~500A。直流正接或交流。额定负载持续率为35%、60%和100%。
一般可采用晶闸管式整流器、开关式弧焊电源或逆变式弧焊电源等电子控制形电源,也可采用方波及变极性交流弧焊电源,在要求不高的场合也可采用硅弧焊整流器或弧焊变压器。
(五)药芯焊丝电弧焊
常用平特性的弧焊电源,配以等速送丝装置,采用直流反接,极少用交流电源。可采用晶闸管式弧焊电源、逆变式弧焊电源或硅弧焊整流器。额定负载持续率为60%、100%。
(六)脉冲弧焊
钨极脉冲氩弧焊、熔化极脉冲气体保护焊、脉冲等离子弧焊和焊条电弧焊,可采用单相整流式、磁放大器式、晶闸管式、晶体管式、逆变式等脉冲弧焊电源。对一般要求的场合可采用前两种,对于要求高的场合(包括机器人弧焊),则采用后三种弧焊电源。
脉冲电源的外特性,可为平特性、下降特性或框形特性,根据不同弧焊方法的要求而定。空载电压额定值一般为50~65V(也有75V的),额定脉冲电流一般在500A以下,定额负载持续率为35%、60%、100%。
弧焊电源根据不同的控制方式可分为机械控制、电磁控制和电子控制三种类型。在这三种类型的弧焊电源中只有电子控制型的弧焊电源可用作机器人的弧焊电源,但必须考虑机器人弧焊工艺及电气性能的要求。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。