



(一)弧焊电源的外特性
在稳定状态下,弧焊电源的输出电压与输出电流的关系曲线,称为弧焊电源的外特性。所谓稳定状态,是指电弧电压和焊接电流在较长时间内不改变数值,即焊接电弧处于稳定燃烧的工作状态,故弧焊电源的外特性也称为静特性。
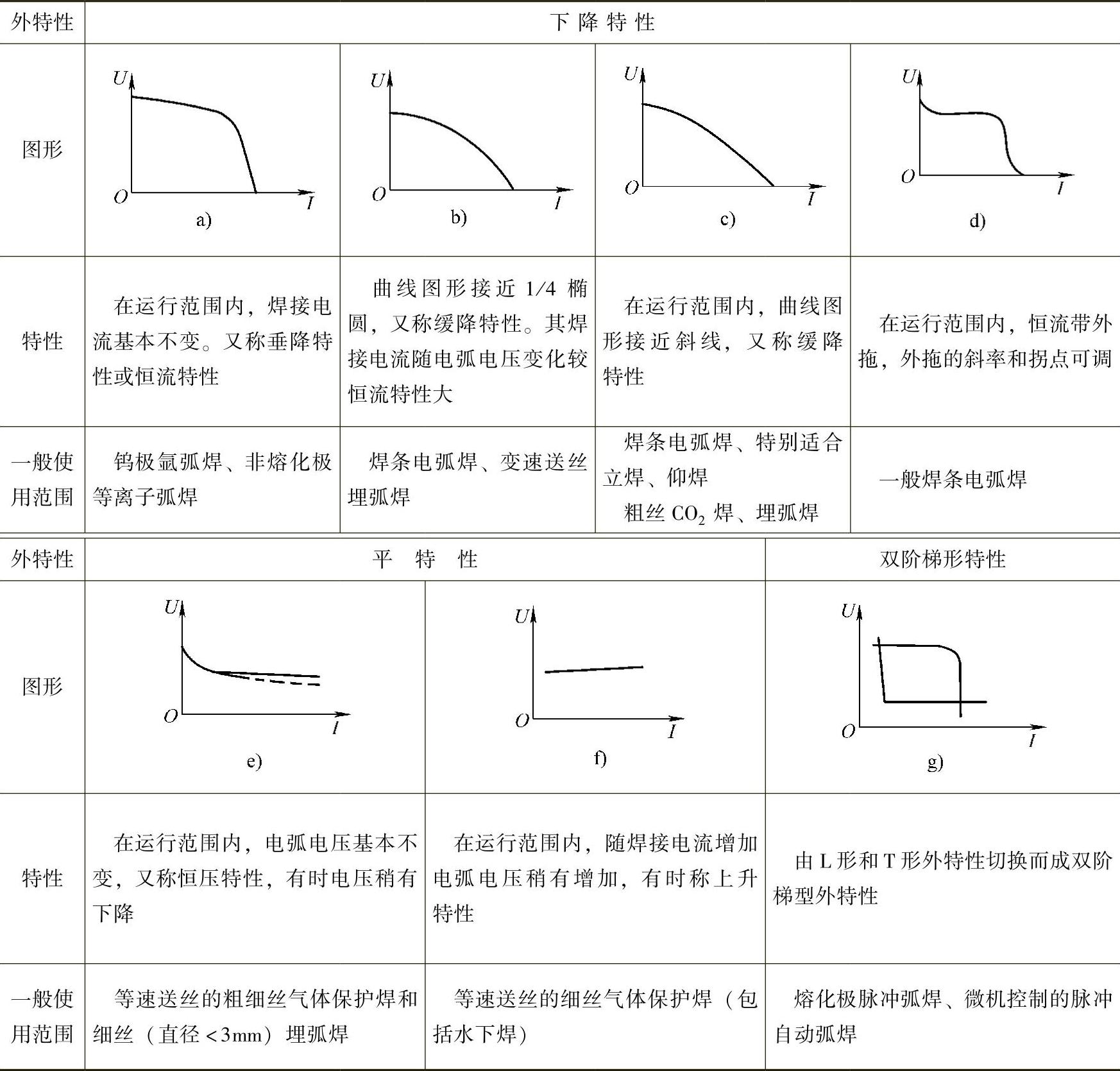
弧焊电源的外特性分为平特性、下降特性和双阶梯形特性三大类。表4-1列出了弧焊电源外特性形状的分类及其应用范围。下面对弧焊电源三大类的外特性做简单描述。
1.下降特性 这种外特性的特点是当输出电流在工作范围内增加时,其输出电压随之下降。根据斜率的不同又可分为垂降(恒流)特性,缓降特性和恒流带外拖特性等。
(1)垂降(恒流)特性 垂降特性也叫恒流特性。其特点是:在工作部分当输出电压变化时输出电流几乎不变,见表4-1中的图a。
(2)缓降特性 其特点是当输出电压变化时,输出电流变化较恒流特性的大。外特性曲线近似于斜线或椭圆形弧线,见表4-1中的图b和图c。
(3)恒流带外拖特性 其特点是在其工作部分的恒流段,输出电流基本上不随输出电压变化。但在输出电压下降至低于一定值(外拖拐点)之后,外特性转折为缓降的外拖段,随着输出电压的降低,输出电流将有较大的增加,而且外拖拐点和外拖斜率往往可以调节。除表4-1的图d之外,还有其他形式的外拖特性。
这种组合而成的外特性曲线有利于焊条电弧焊的引弧。引弧时,为防止弧长过低,焊条与熔池粘接,而在曲线上部分即正常焊接操作时,焊接电流不随弧长变化。
2.平特性 平特性有两种,一种是在运行范围内,随着焊接电流增大,电弧电压接近于恒定不变(又称恒压特型)或稍有下降,见表4-1的图e;另一种是在运行范围内随着焊接电流增大,电弧电压稍有增高(有时称上升特性),见表4-1的图f。
3.组合特性(双阶梯型) 利用电子控制技术使一台电源的设计既能输出恒压特性又能输出恒流特性,这种电路可被用于多种焊接方法,例如用于脉冲电弧焊双阶梯型特性。维弧阶段工作于L形特性(基值)上,而脉冲阶段工作于T形特性(峰值)上。由这两种外特性切换而成组合特性,或称框形特性,见表4-1图g。
表4-1 弧焊电源外特性的分类及其应用范围
(二)对弧焊电源空载电压的要求
空载电压是弧焊电源在无负载状态运行时即焊接回路开路时的输出端电压,它是弧焊电源的重要技术特性之一。
空载电压低,可达到节能和节省材料的目的,但空载电压过低时,引弧困难,且电弧燃烧不稳;空载电压过高时不仅电源所需材料增加,设备体积增大,不经济,也不利于焊工人身安全。为此在确保引弧容易、电弧稳定的条件下,空载电压尽可能低些。一般空载电压Uo≥(1.5~2.4)Uf(电弧电压),并不得超过100V。
焊条电弧焊时,弧焊变压器Uo≤80V,弧焊整流器Uo≤85V,直流弧焊发电机Uo≤100V。
手工钨极氩弧焊时,交流电源Uo=70~90V;直流Uo=65~80V。(https://www.xing528.com)
对于一些特殊的弧焊电源,如有引弧和稳弧装置的非熔化极气体保护焊电源,或在特殊环境下(如高空作业、水下和在金属容器内)的焊条电弧焊电源,其空载电压应尽可能低些。用于自动熔化极、半自动熔化极保护焊的平特性弧焊电源空载电压也可低些,并可根据额定焊接电流进行相应的调整。
(三)对弧焊电源负载持续率的要求
弧焊电源运行时,温升过高而发热,弧焊电源设备内部的绝缘可能被破坏,机件会烧损。电源的温升不仅取决于焊接电流的大小,也取决于连续工作状态。如果输出的焊接电流大,连续工作时间长,弧焊电源内温度升高就大。
负载持续率是焊机负载工作的持续时间与全周期(选定的工作时间周期)的比值。负载持续率可用FS表示,其计算公式如下:
负载持续率(FS)=(焊机负载工作的持续时间/选定的工作时间周期)×100%
=[连续燃弧时间/(连续燃弧时间+休止时间)]×100%
例如,一根焊条持续焊接时间3min,更换焊条时间为2min,负载持续率(FS)为3/(3+2)=60%。
弧焊电源的额定负载持续率FSe为额定焊接电流(即焊机铭牌上标明的电流)工作状态下,允许的最大负载持续率。
我国的有关标准规定,弧焊电源的额定负载持续率为35%、60%、100%三种。大功率焊条电弧焊和半自动埋弧焊用弧焊电源的额定负载持续率FSe为60%,便携式焊条电弧焊用弧焊电源的额定负载持续率FSe为35%,埋弧焊用弧焊电源的额定负载持续率FSe为100%。
由于弧焊电源的额定负载持续率是按额定焊接电流计算的,当焊接电流超过额定焊接电流时,应降低负载持续率,否则将引起过热。反之,当焊接电流小于额定焊接电流时,可适当提高实际使用的负载持续率。
(四)对弧焊电源稳态短路电流的要求
在弧焊电源外特性上,当Uf=0(即短路)时,对应的电流为稳态短路电流Iwd。在电弧引燃和金属熔滴过渡到熔池时,经常发生短路。如果稳态短路电流Iwd过大,会引起金属飞溅;过小则不易引弧,且电磁推力不足,会导致熔滴过渡困难。为此,对于具有下降特性的弧焊电源,要求其稳态短路电流Iwd与焊接电流的比值范围为:
1.25<Iwd/If<2
焊条电弧焊,应使用具有恒流带外拖外特性的弧焊电源最为理想,当电压垂直到一定值(约10V左右)之后,即转入外拖(见表4-1的图d)。
借助现代的大功率电子元器件和电子控制技术,可以对外特性短路区段的拐点和外拖的斜率进行任意控制,以达到控制引弧过程、熔滴过渡和减少金属飞溅之目的。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。