



(一)焊条偏心产生的偏吹
焊条的偏心度过大,造成焊条药皮厚薄不均匀,药皮较厚的一边比药皮较薄的一边熔化时吸收的热量多,药皮较薄的一边很快熔化而使电弧外露,迫使电弧偏吹,如图4-3所示。
(二)电弧周围气流产生的偏吹
电弧周围气体流动过强也会产生偏吹。造成电弧周围气体流动过强的因素主要是大气中的气流和热对流作用。若在露天大风中焊接操作时,电弧偏吹就很严重;在管线焊接时,由于空气在管子中的流速较大,形成“穿堂风”,使电弧偏吹;如果对接接头的间隙较大,在热对流的影响下也会产生偏吹。
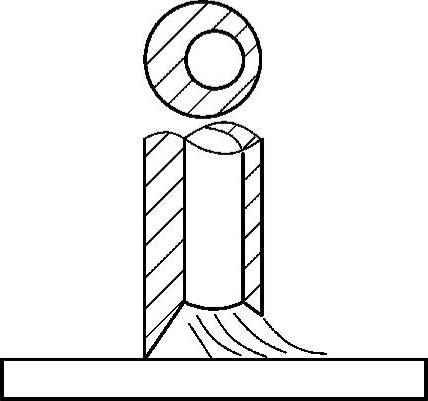
图4-3 焊条药皮偏心引起的偏吹
(三)热偏吹(https://www.xing528.com)
由于电极与熔池间的空气已被电离,所以其电导率大于电极到冷区域的电导率,电极向较冷区域移动引起电弧的滞后趋势,使电弧向温度高的焊缝金属方向偏吹,这种偏吹称为电弧热偏吹。当采用焊条电弧焊时,热偏吹引起的电弧滞后不会起主要作用,但当采用高速自动焊时,热偏吹能增加磁偏吹的作用。
(四)焊接电弧的磁偏吹
当焊接电弧中有电流通过时,在其周围将产生磁场,在正常情况下,磁场在电弧轴线四周的分布是对称的(见图4-4),因此电弧才能保持一定的挺度。如果因为某种原因磁场分布的均匀性受到破坏,使电弧四周受力不均匀,电弧就会偏向一侧,这种自身磁场不对称,促使电弧偏离电极轴线的电弧偏吹,称为焊接电弧的磁偏吹。磁偏吹现象实质上是焊接电弧中带电粒子在磁场中受到洛仑兹力作用的结果,洛仑兹力的方向决定了电弧偏离中心线的方向。如图4-5所示,空间磁力线密集侧产生的力F左与磁力线稀疏的地方产生的力F右的合力作用在焊接电弧上,由于洛仑兹力与磁力线密度成正比,因此,F左>F右,使焊接电弧产生向右磁偏吹。
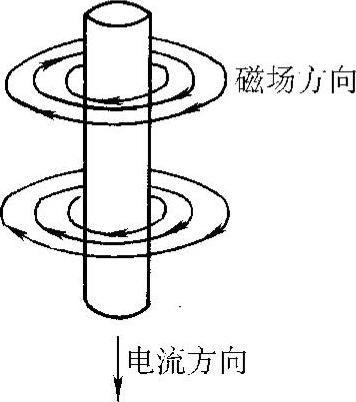
图4-4 导线的磁力线分布示意图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。