



【摘要】:不同的焊接位置对焊工的操作技能有不同的要求,不同的焊接位置对焊接接头的质量有不同的影响。焊接位置是根据焊缝倾角和焊缝转角的大小定义的。立焊位置:典型立焊位置为焊缝倾角90°为向上立焊,焊缝倾角270°为向下立焊的焊接位置。TSG Z6002—2010《特种设备焊接操作人员考核细则》对考试试板的各种焊接位置及代号进行规定。表3-3 考核细则中对考试试件的各种焊接位置及代号的规定(续)(续)
(一)焊接位置的分类
焊接位置分为平焊位置、横焊位置、立焊位置(向上立焊和向下立焊)和仰焊位置。
不同的焊接位置对焊工的操作技能有不同的要求,不同的焊接位置对焊接接头的质量有不同的影响。焊接位置是根据焊缝倾角和焊缝转角的大小定义的。
焊缝倾角(S)为焊缝轴线与水平面之间的夹角。
焊缝转角(R)为焊缝中心线(焊根和盖面层中心的连线)与垂直面之间的夹角。
(二)典型的焊接位置的定义
平焊位置(PA):典型平焊位置为焊缝倾角0°,焊缝转角90°的焊接位置(ASME代号:F)。
横焊位置(PC):典型横焊位置为焊缝倾角0°,180°,焊缝转角0°,180°的焊接位置(ASME代号:H)。
立焊位置:典型立焊位置为焊缝倾角90°为向上立焊(PF),焊缝倾角270°为向下立焊(PG)的焊接位置(ASME代号:V)。
仰焊位置(PE):典型仰焊位置为焊缝倾角0°,180°,焊缝转角270°的焊接位置(ASME代号:O)。(https://www.xing528.com)
全位置:熔焊时焊缝所处的空间位置包括平、立、横、仰等焊接位置。
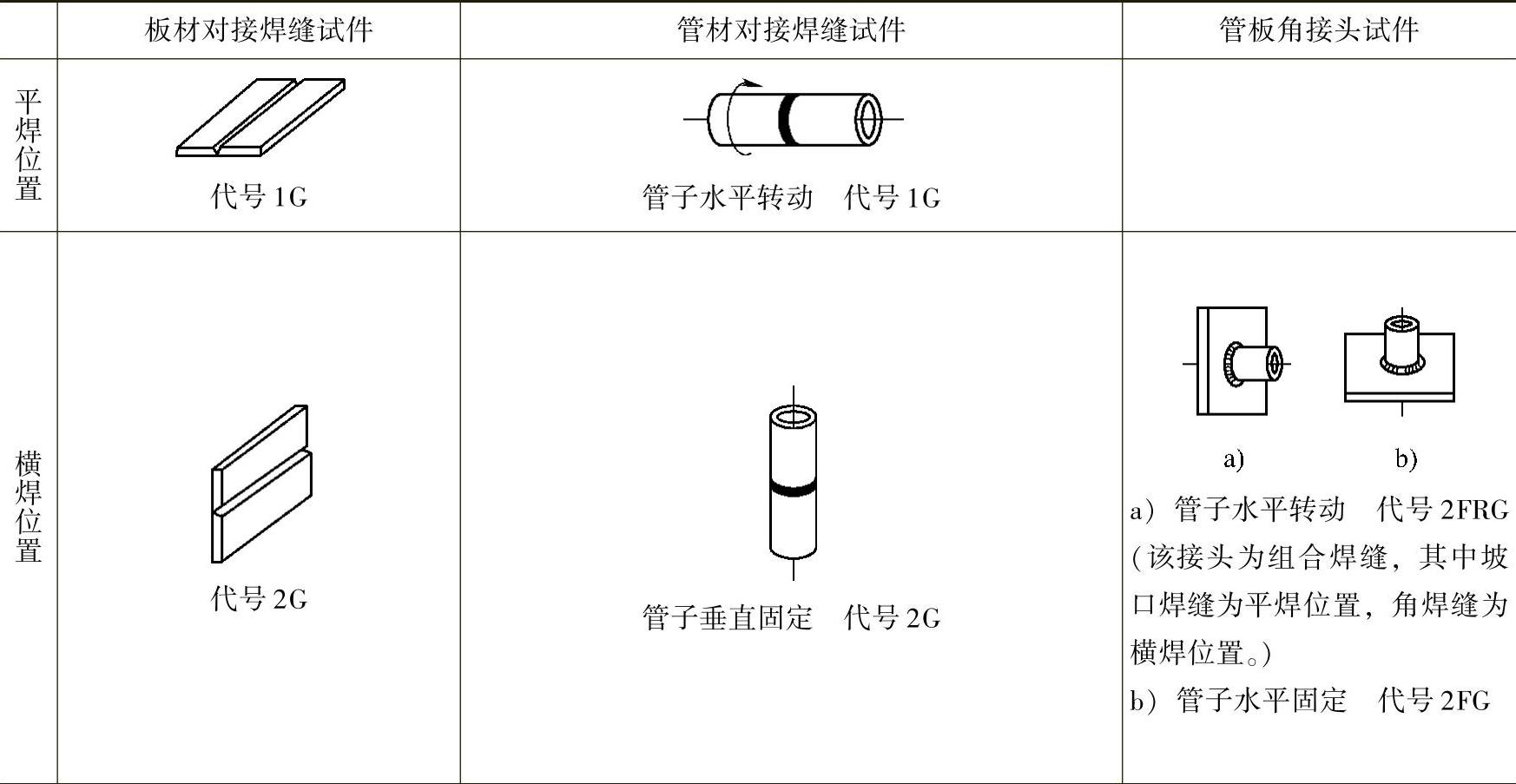
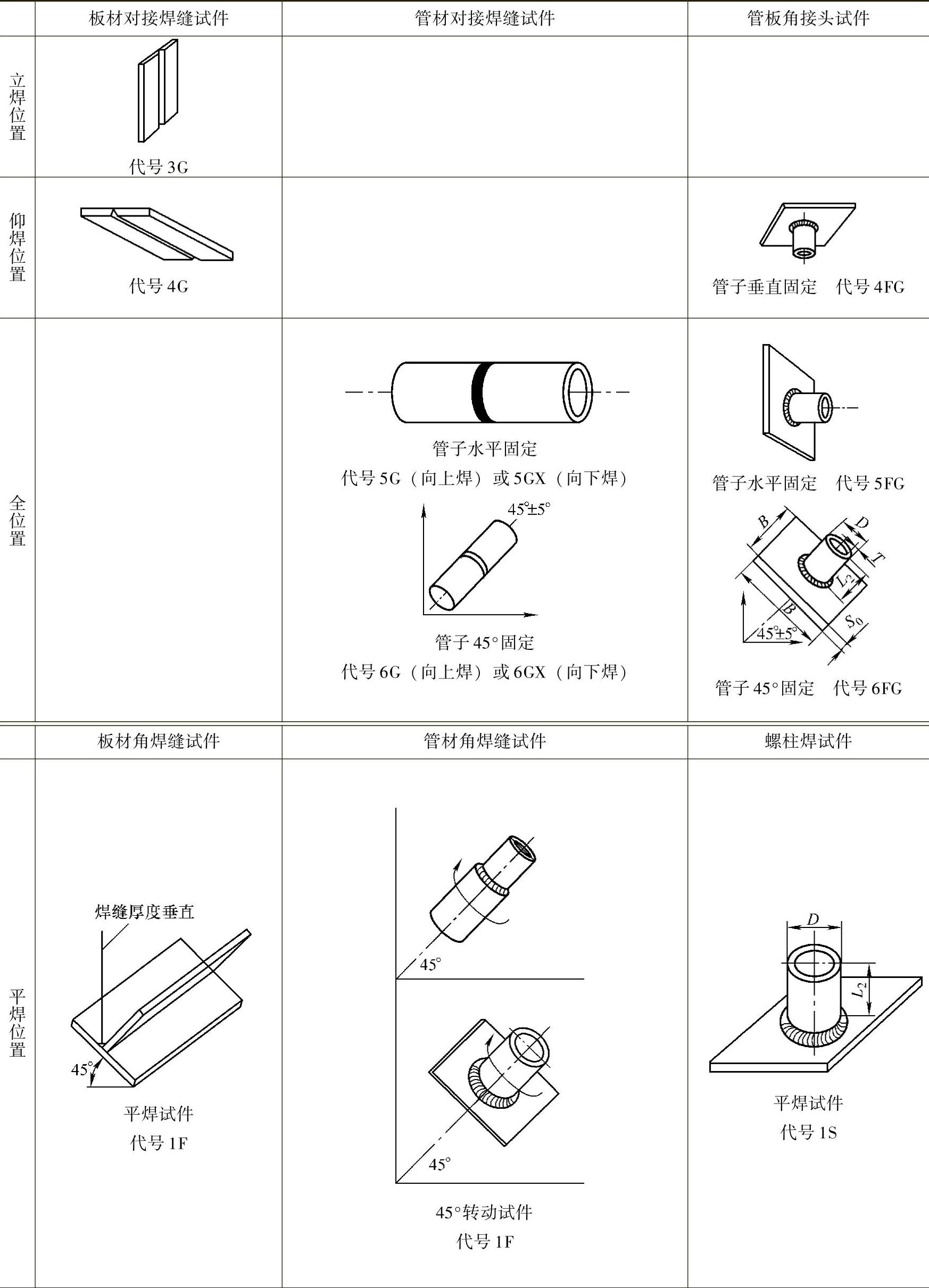
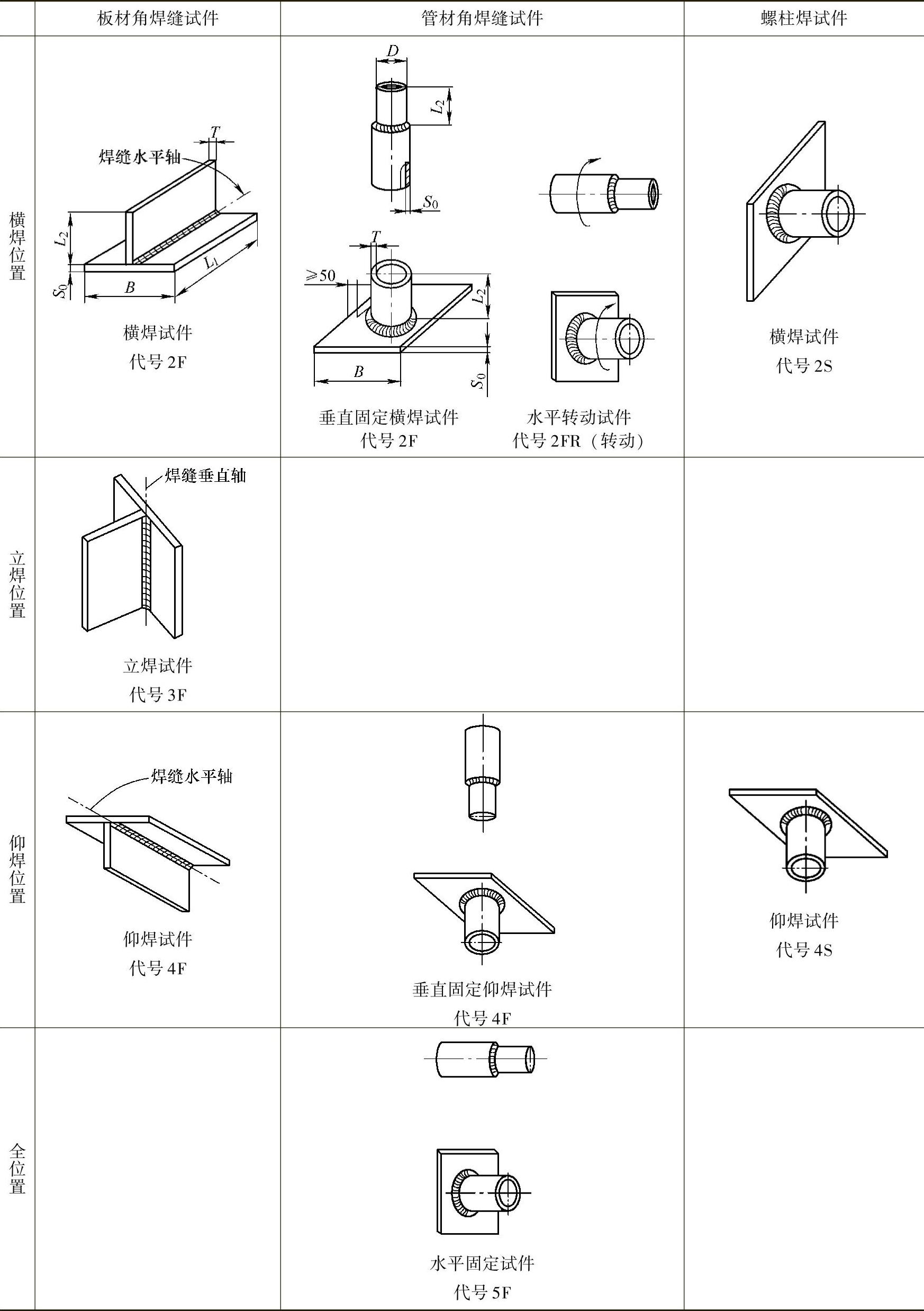
TSG Z6002—2010《特种设备焊接操作人员考核细则》(简称“考核细则”)对考试试板的各种焊接位置及代号进行规定(见表3-3)。代号中“1”表示平焊位置,“2”表示横焊位置,“3”表示立焊位置,“4”表示仰焊位置,“5”表示全位置,“6”表示管子45°固定的特殊位置;“G”表示对接焊缝即坡口焊缝,“F”表示角焊缝,“R”表示管子旋转,“FG”表示对接焊缝加角焊缝的组合焊缝,“S”代表螺柱焊。
表3-3 考核细则中对考试试件的各种焊接位置及代号的规定
(续)
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。