



根据设计和工艺需要,在焊件的待焊部位加工并装配成一定形状的沟槽,称为坡口。为保证焊缝全部焊透又无缺陷,当板厚超过一定厚度时应将焊件开成各种形状的坡口。
焊接坡口的作用是:
1)使焊条、焊丝或焊枪能直接伸到待焊工件的底部。
2)便于脱渣。
3)能使焊条或焊枪在坡口内作必要的摆动,以获得良好的熔合。
焊接坡口的基本形式主要为三种,即I形坡口、V形坡口和U形坡口,如图3-17所示。基本形式坡口的各种不同组合可形成不同的坡口形式。例如Y形坡口、K形坡口、X形坡口、J形坡口、V+U形坡口(单面V+U形坡口或双面V+U形坡口)、双面U形坡口、单边V形坡口和单边U形坡口等。
坡口尺寸可表示为坡口角度α、坡口面角度β、坡口深度H、根部间隙b、钝边p,如图3-18所示。V形坡口张开角度用坡口角度α表示,U形坡口和单边V形坡口角度用坡口面角度β表示。(https://www.xing528.com)
焊接坡口的形状和尺寸主要取决于所采用的焊接方法和被焊材料种类。例如,药皮焊条电弧焊时,由于熔深较浅,6mm以上的钢板就需开坡口,而埋弧焊具有深熔深的特点,双面焊接20mm以下的钢板可不必开坡口。对于不同钢材焊接,其坡口形状和尺寸也有差异。若焊接普通碳钢时在保证焊接质量的前提下,可减小坡口尺寸,而对于不锈钢焊接,则应适当加大坡口角度。另外坡口形状和尺寸的选用还取决于制造厂的加工条件和设备能力,从经济上考虑U形坡口要比V形坡口节省焊接时间和填充金属。我们国家已经制定了坡口推荐系列标准,即GB/T 985.1—2008《气焊、手工电弧焊、气体保护焊和高能束焊的推荐坡口》、GB/T 985.2—2008《埋弧焊的推荐坡口》、GB/T 985.3—2008《铝及铝合金气体保护焊的推荐坡口》、GB/T 985.4—2008《复合钢的推荐坡口》,制造企业可根据本企业的设备情况,制定本企业的坡口标准。

图3-17 焊接坡口的基本形式
a)I形坡口 b)V形坡口 c)U形坡口
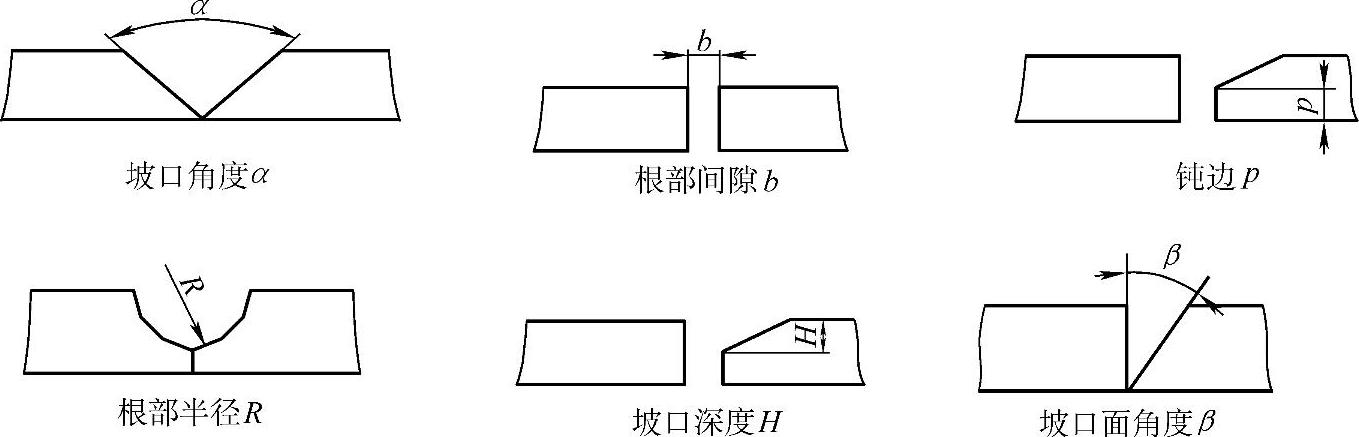
图3-18 坡口尺寸示意图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。