



(一)焊缝金属中的氧
1.氧对焊接质量的影响 氧能以氧化铁和原子氧形式溶解在液态铁中。氧在焊缝中不论以何种形式存在,对焊缝的性能都有很大的影响。随着焊缝中含氧量的增加,其强度、塑性、韧性明显地下降,如图3-6所示,尤其是低温冲击韧度急剧下降。此外,氧还引起热脆、冷脆和时效硬化。氧对焊缝金属的物理和化学性能也有影响,如降低焊缝的导电性、导磁性和耐蚀性等。在有色金属、活性金属和难熔金属焊接时,氧的有害作用则更加突出。
溶解在熔池中的氧与碳发生反应,生成不溶于金属的CO,在熔池结晶时CO气泡来不及逸出就会形成气孔。
氧会烧损钢中的有益合金元素,使焊缝性能变坏。熔滴中含氧和碳多时,它们相互作用生成的CO受热膨胀,使熔滴爆炸,造成飞溅,影响焊接过程的稳定性。
2.控制氧的措施 在正常焊接条件下,焊缝中氧的主要来源不是热源周围的空气,而是焊接材料、水分、焊件和焊丝表面上的铁锈和氧化膜等。
(1)纯化焊接材料 在焊接某些要求比较高的合金钢、合金、活性金属时,应尽量采用不含氧或含氧少的焊接材料。
(2)控制焊接参数 焊缝中的含氧量与焊接工艺条件有密切关系。增加电弧电压,使空气易于侵入电弧,并增加氧与熔滴接触的时间,所以焊缝中含氧量增加,为了减少焊缝中含氧量,应采用短弧焊。此外,焊接电流的种类和极性以及熔滴过渡的特性等也有一定的影响,焊条药皮电弧焊电弧电压对焊缝含氧和氮的影响如图3-7所示。
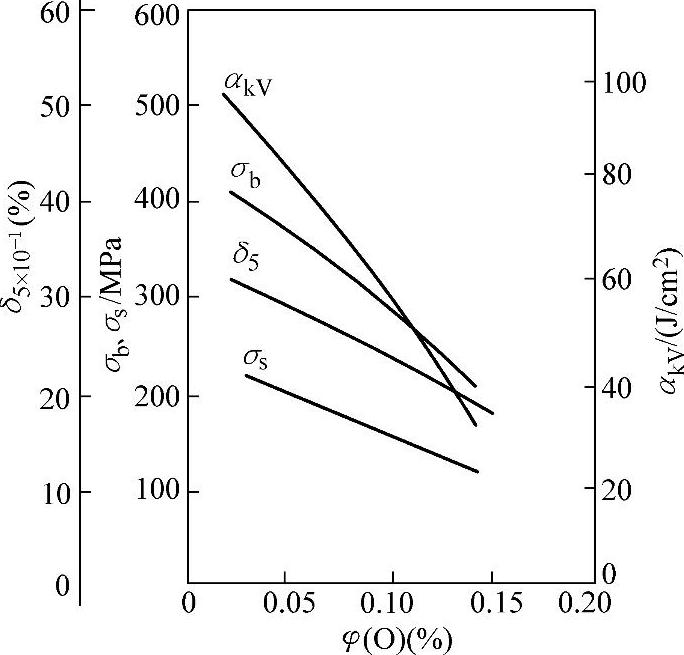
图3-6 含氧量对焊缝性能的影响
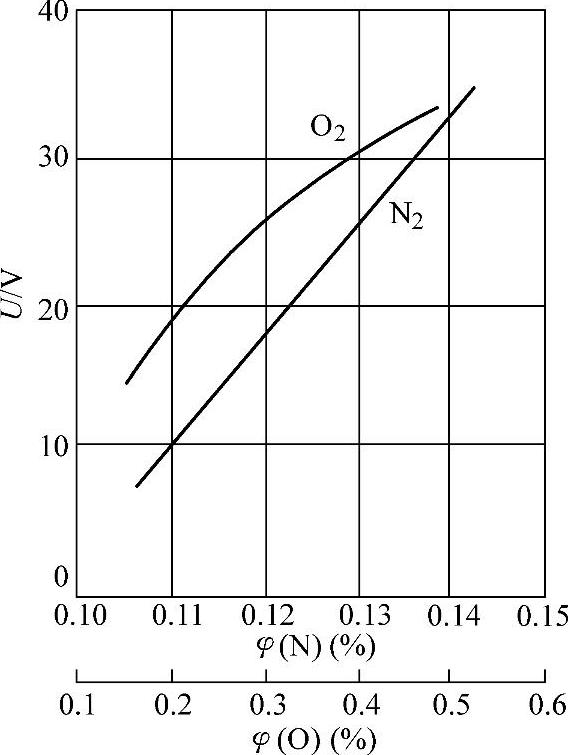
图3-7 焊条药皮电弧焊电弧电压对焊缝含氧和氮的影响
3.脱氧 所谓脱氧,就是减少被焊金属的氧化和从液态金属中排除氧的过程。用控制焊接工艺焊接参数的方法减少焊缝含氧量是很受限制的,必须用冶金的方法进行脱氧。脱氧的主要措施是在焊丝、焊剂或药皮中加入合适的元素,使之在焊接过程中夺取氧。用于脱氧的元素或铁合金称为脱氧剂。
脱氧的目的是尽量减少焊缝中的含氧量。这一方面就要减少在液态金属中溶解的氧;另一方面要排除脱氧的产物,因为它们是焊缝中金属氧化物夹杂的主要来源,而这些夹杂物会使焊缝含氧量增加。为了满足这两条基本要求,选择脱氧剂应遵循以下原则:
(1)脱氧剂在焊接温度下对氧的亲和力应比被焊金属对氧的亲和力大 焊接铁合金时,C、Al、Ti、Si、Mn等可作为脱氧剂。实际生产上,常用他们的铁合金或金属粉,如锰铁、硅铁、钛铁、铝粉等。在其他条件相同的情况下,元素对氧的亲和力越大,脱氧能力越强。
(2)脱氧的产物应不溶于液态金属,其密度也应小于液态金属的密度 同时应尽量使脱氧产物处于液态这样有利于脱氧产物在液态金属中聚合成大的质点,加快上浮到渣中去的速度,减少夹杂物的数量,提高脱氧效果。
焊接化学冶金反应是分阶段进行的。脱氧反应也是分阶段和区域进行的,按其进行的方式和特点可分为先期脱氧、沉淀脱氧和扩散脱氧。
(1)先期脱氧 在药皮加热阶段,固态药皮中进行的脱氧反应叫先期脱氧,其特点是脱氧过程和脱氧产物与熔滴不发生直接关系。(https://www.xing528.com)
(2)沉淀脱氧 沉淀脱氧是在熔滴和熔池内进行的。其原理是溶解在液态金属中的脱氧剂和FeO直接反应,把铁还原,脱氧产物浮出液态金属。这是减少焊缝中含氧量的具有决定意义的一环。
(3)扩散脱氧 扩散脱氧是在液态金属与熔渣界面上进行的,利用FeO既能溶解在熔池的金属中,又能溶解在熔渣中的特性,扩散FeO从熔池进入熔渣中,这种方式的脱氧称为扩散脱氧。
(二)焊缝金属中的硫
1.硫的危害 硫是焊缝金属中极有害的杂质,是焊缝产生热裂纹的主要原因,硫能引起偏析,降低焊缝金属的冲击韧度和耐蚀性。钢中的硫主要以FeS和MnS两种形式存在。
MnS不溶于液态铁中,能在熔渣中排出。
FeS能溶于液态铁中,冷却时,FeS从熔池中析出,并与Fe或FeO形成低熔点共晶,聚积在晶界上,破坏晶粒间的联系而引起热裂纹。因此,应尽量减少焊缝中的含硫量。
一般在低碳钢焊缝中应控制硫的质量分数在0.035%以下;而合金钢焊缝中则应小于0.025%。
2.控制硫的措施
(1)限制焊接材料中的含硫量 焊缝中的硫主要来源于三个方面:
1)来源于母材:母材中的硫几乎可以全部过渡到焊缝中去,但母材中的含硫量是比较少的。
2)来源于焊丝:焊丝中硫的质量分数约有70%~80%可以过渡到焊缝中去。
3)来源于药皮和焊剂:药皮和焊剂中约有质量分数为50%的硫可以过渡到焊缝中。严格控制焊接材料中含硫量是限制焊缝含硫量的关键。
(2)用冶金方法脱硫 为减少焊缝中的含硫量,可选择对硫亲和力比铁大的元素进行脱硫。脱硫方法有元素脱硫和熔渣脱硫。元素脱硫常用的脱硫元素是锰,脱硫产物MnS不溶于金属,而进入熔渣中;熔渣脱硫是利用熔渣中的碱性氧化物进行脱硫,脱硫产物CaS不溶于金属,而进入熔渣中排出。
(三)焊缝金属中的磷
1.磷的危害 磷在多数钢的焊缝中是一种有害的杂质。在液态铁中可溶解较多的磷,在熔池快速结晶时,磷易发生偏析。磷化铁常分布于晶界,减弱了晶粒之间的结合力,同时它本身既硬又脆。这就增加了焊缝金属的冷脆性,即冲击韧度降低,脆性转变温度升高。焊接奥氏体钢或焊缝含碳量高时,磷也促使形成结晶裂纹。
2.控制磷的措施 为减少焊缝中的含磷量,必须限制母材、填充金属、药皮、焊剂中的含磷量。药皮和焊剂中的锰矿是导致焊缝增磷的主要来源。高锰熔炼焊剂磷的质量分数为0.15%,而不含锰矿的熔炼和粘结焊剂中,一般磷的质量分数不超过0.05%。脱磷较脱硫更困难,为了减少焊缝中的含磷量,只有限制母材、焊丝、药皮和焊剂中的含磷量。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。