



熔焊时,在热源的作用下,填充金属熔化的同时,被焊金属母材也发生局部的熔化。由熔化的填充金属与局部熔化的母材金属所组成的具有一定几何形状的液体金属称做焊接熔池。
熔池的形状、尺寸、体积、温度和存在时间以及液态金属的流动状态,对熔池中的冶金反应、结晶方向、晶体结构、焊缝中夹杂物的数量和分布以及焊接缺陷的产生等,均有极其重要的影响。
熔池的形成需要一定的时间,这段时间称做过渡时期。经过过渡时期以后,就进入准稳定时期,这时熔池的形状、尺寸和质量不再变化,只取决于被焊材料和焊接工艺条件并随热源作同步运动。在电弧焊的条件下,熔池的形状如图3-5所示,它很像一个非标准的半椭圆球,其轮廓应正好为熔点的等温面。在一般情况下,随着电流的增加,熔池的最大深度Hmax增大,熔池的最大宽度Bmax相对减少;而随着电压的升高,Hmax减少,Bmax增大。
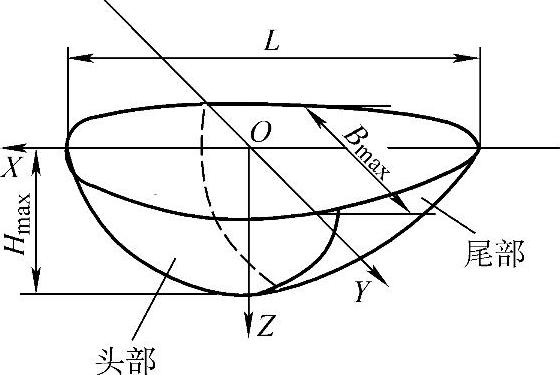
图3-5 焊接熔池形状示意图
熔池中的液态金属,在各种因素的作用下,将发生强烈的搅拌,正是因为这种搅拌运动使得熔池中的填充金属和母材能均匀混合,使冶金反应能顺利进行。(https://www.xing528.com)
熔池中液态金属运动的原因主要有以下三个方面:
(1)液态金属的密度差造成的自由对流运动 在熔池温度分布不均匀的情况下,由于液态金属的密度差而造成的自由对流运动。我们知道,温度高的地方金属密度小,温度低的地方金属密度大,这种密度差将使液态金属从低温区向高温区流动。
(2)表面张力差所引起的强制对流运动 由物理学可知,表面张力是温度的函数,温度越高,表面张力越小,反之则越大。因此,由于熔池温度分布的不均匀,也带来了表面张力的分布不均匀。这种表面张力差将迫使熔池金属发生对流运动。
(3)热源的各种机械力所产生的搅拌作用 在电弧焊时,作用在熔池上的力主要有气流的吹力、电磁力、离子的冲击力、熔滴下落的冲击力等。在这些机械力的作用下,足以使熔池处于运动状态。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。