



步骤:单击“主页”→“刀具路径”图标,弹出“策略选择器”表格,单击“精加工”→“优化等高精加工”,如图4-67所示。
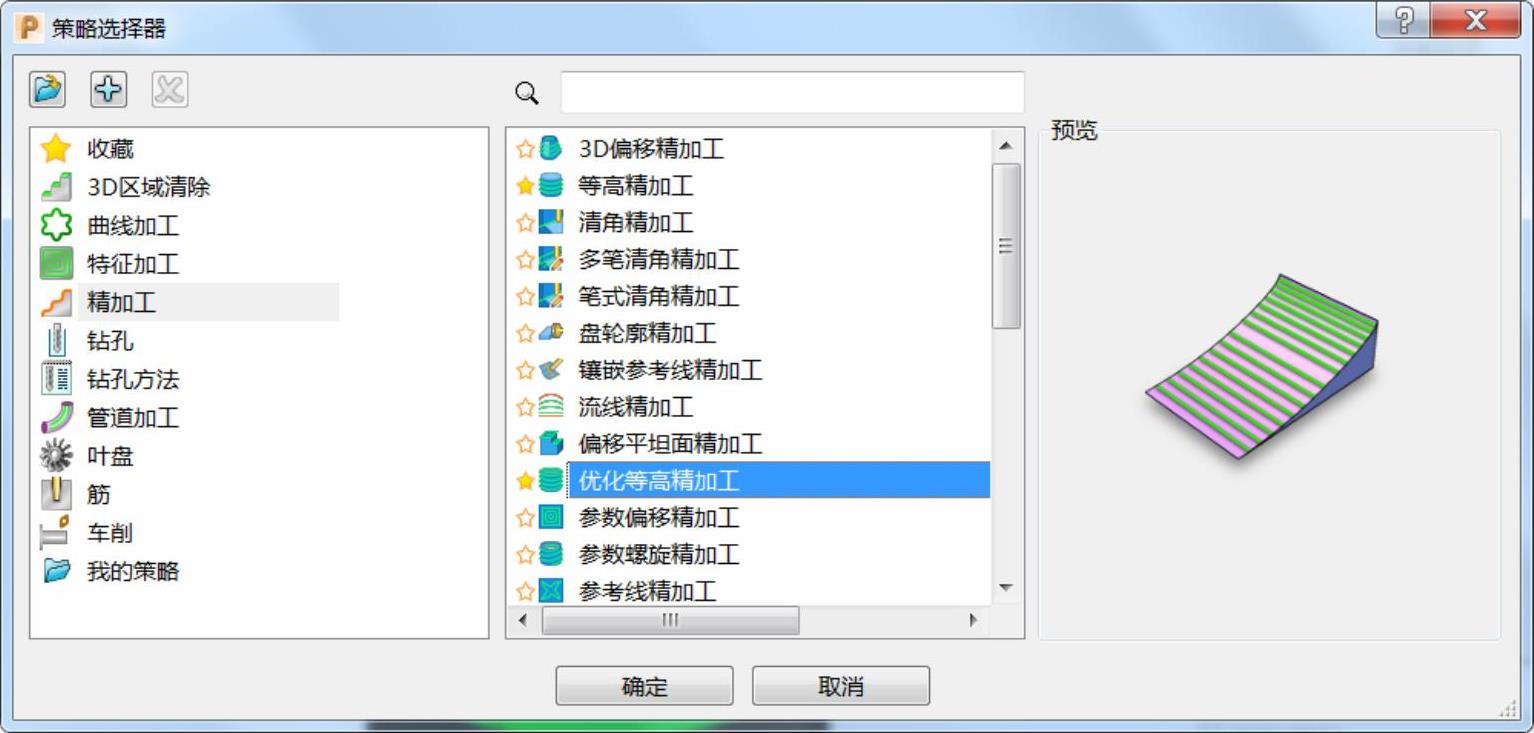
图 4-67
需要设定的参数如下:
1)工作平面:选择“9”坐标系。
2)毛坯:选择要加工的曲面计算即可。
3)刀具:选择“φ4球头刀”,伸出30mm即可。(图4-68)
4)优化等高精加工:设定公差“0.001”、切削方向“任意”、余量“0.0”、行距“0.03”。(图4-69)
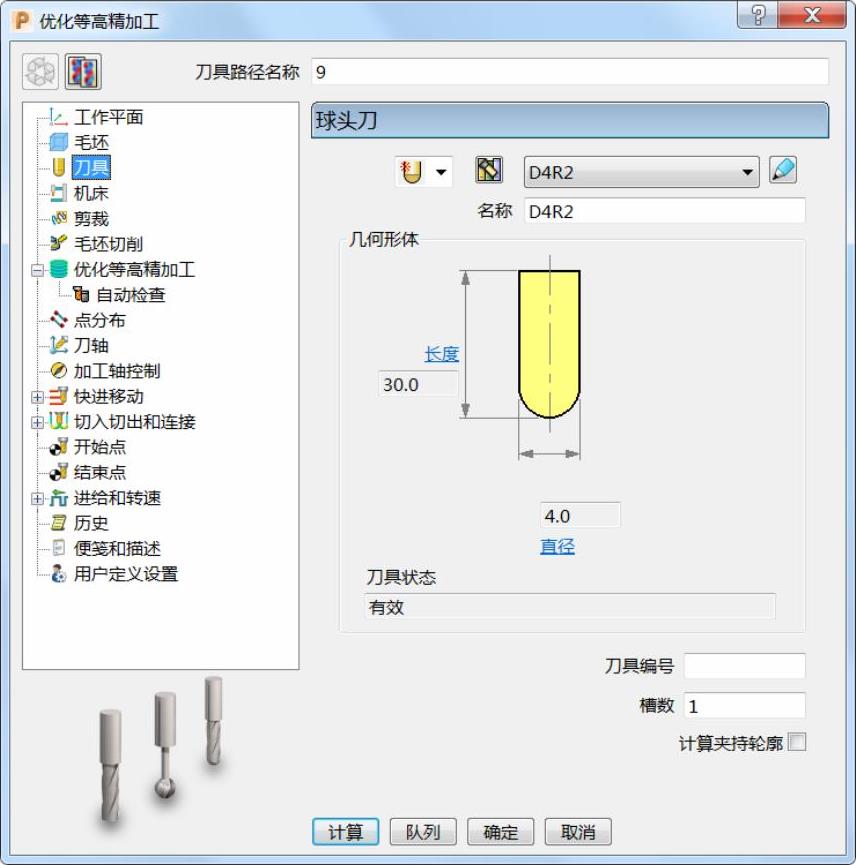
图 4-68
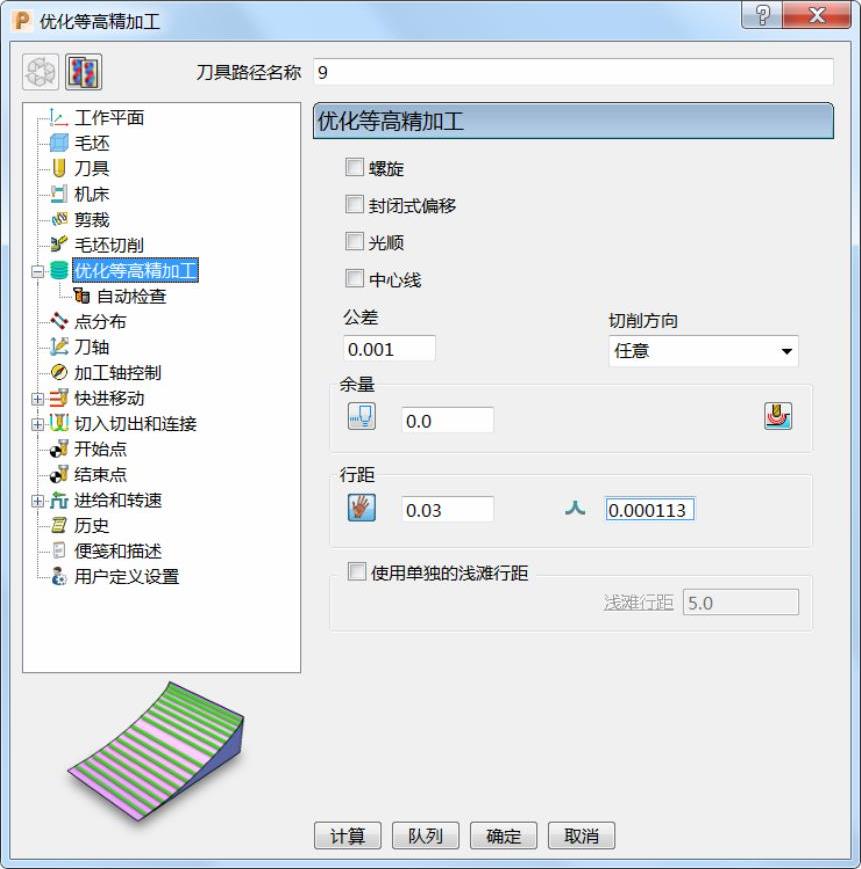
图 4-69
5)刀轴:垂直。(图4-70)
6)快进移动:安全区域类型选择“平面”,工作平面选择“刀具路径工作平面”,法线设定为(0.0,0.0,1.0),设定快进间隙“10.0”、下切间隙“5.0”,然后单击“计算”按钮。(图4-71)
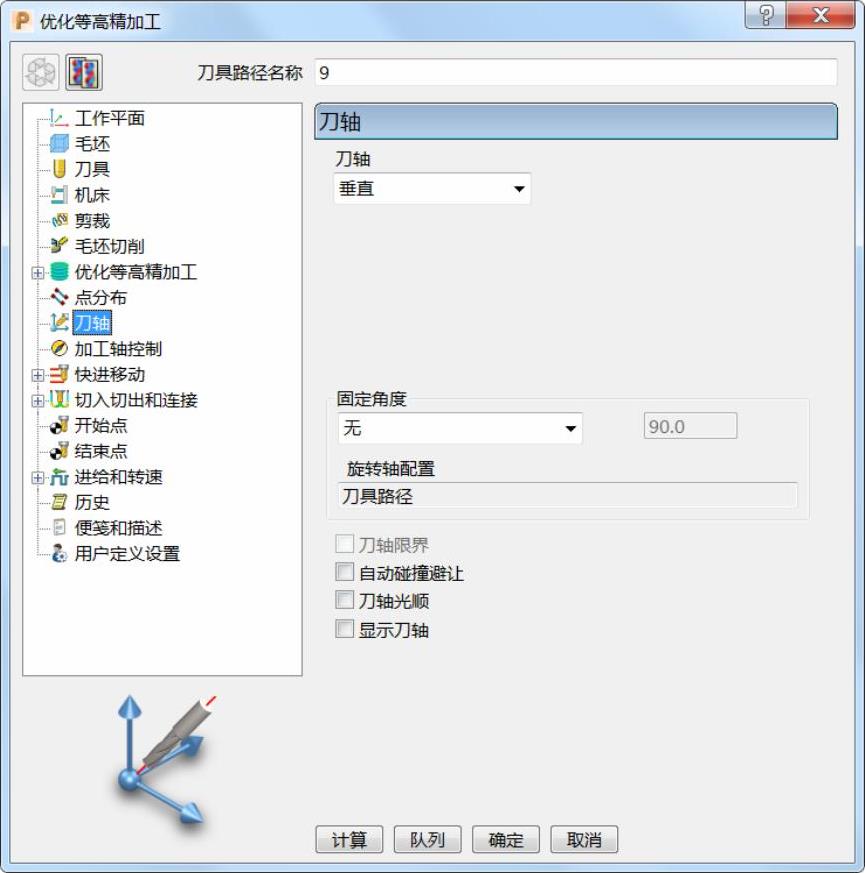
图 4-70(https://www.xing528.com)

图 4-71
7)切入切出和连接:切入“无”,切出“无”,第一连接“曲面上”,第二连接“掠过”,重叠距离(刀具直径单位)“0.0”,勾选“允许移动开始点”及“刀轴不连续处增加切入切出”,角度分界值“90.0”。(图4-72)
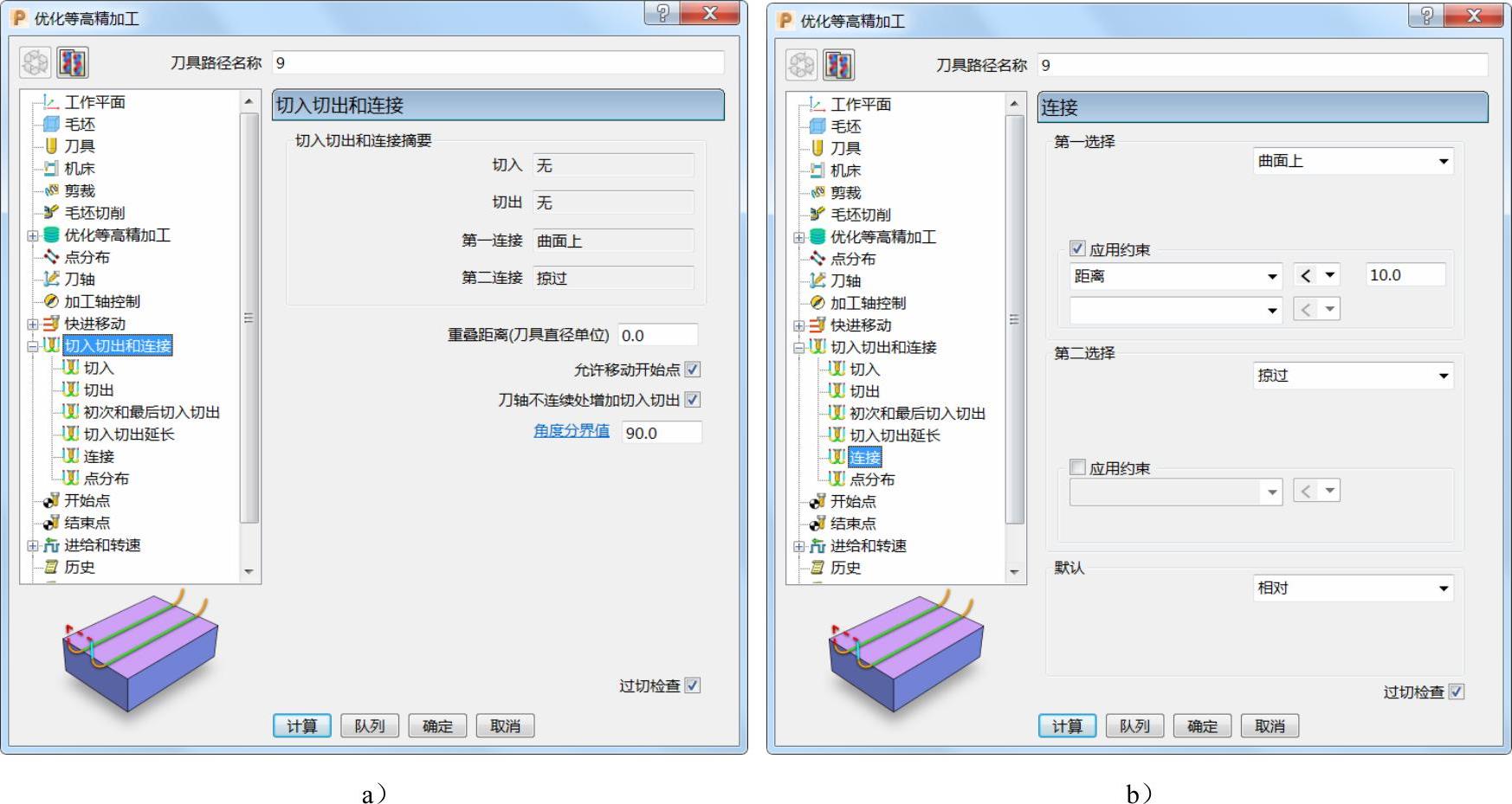
图 4-72
8)开始点和结束点:开始点选择“第一点安全高度”,结束点选择“最后一点安全高度”。勾选“相对下切”“单独进刀”及“单独退刀”,设定进刀距离“5.0”、相对下切距离“1.0”、退刀距离“5.0”,沿刀轴进刀与退刀。(图4-73)

图 4-73
9)进给和转速:设定主轴转速15000.0r/min、切削进给率1000.0mm/min、下切进给率500.0mm/min、掠过进给率3000.0mm/min,标准冷却。(图4-74)
10)单击图4-74中的“计算”按钮,刀具路径如图4-75所示。
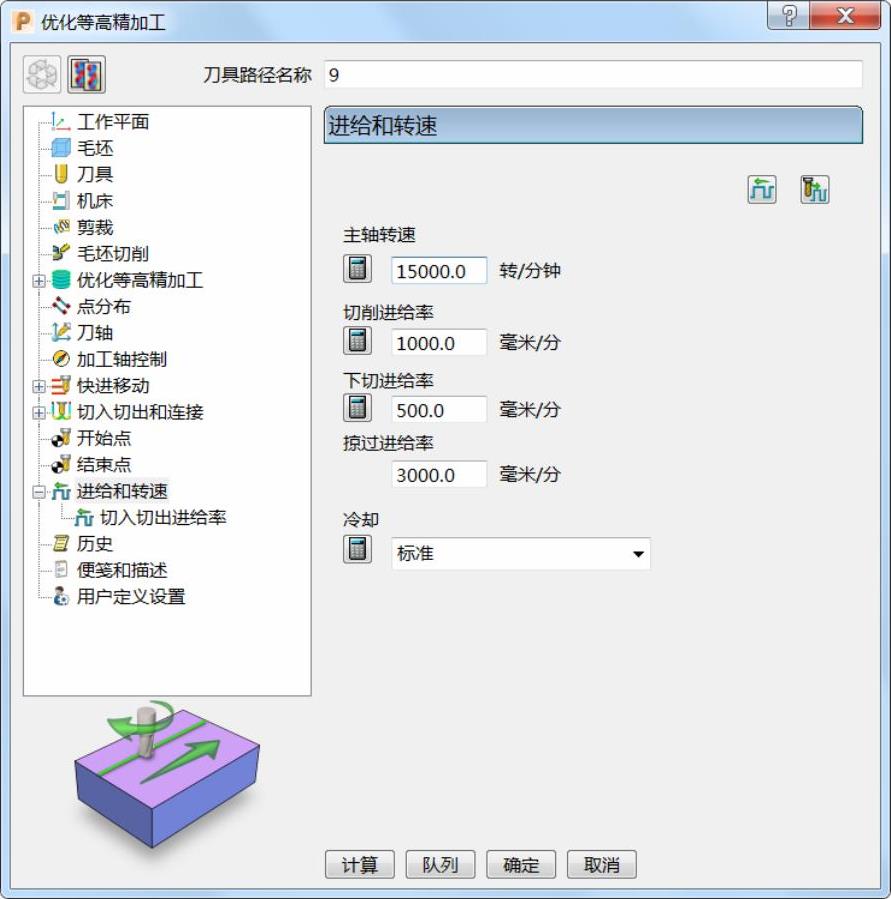
图 4-74
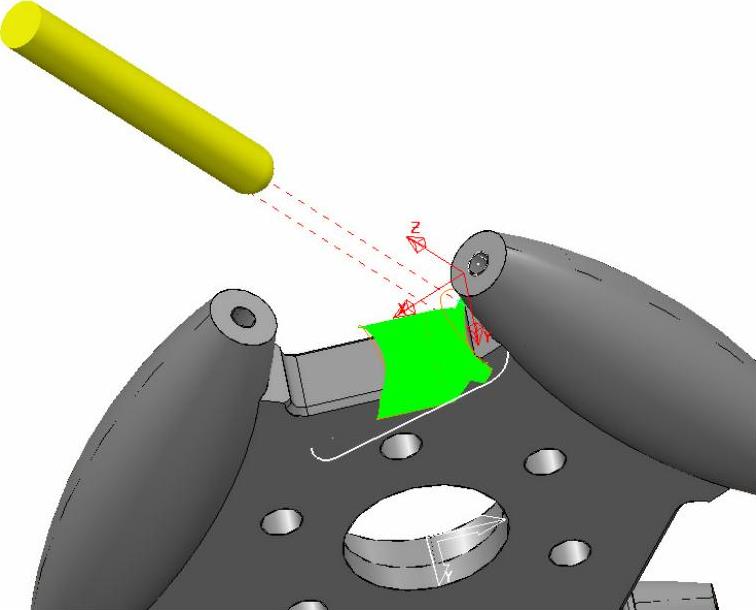
图 4-75
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。