



图 1-27
PowerMill可用的刀具路径编程策略非常丰富。在对刀具路径策略的设置过程中,可以发现大多数刀具路径策略均有一些公共选项。下面将以模型区域清除为例对这些公共选项做整体的梳理,在后续的刀具路径策略讨论中,将不再重复赘述这些公共选项。
1.“工作平面”选项
“工作平面”选项的功能是查看当前计算刀具路径所使用的用户坐标系及进行坐标系变更以计算刀具路径。
在“模型区域清除”表格的策略树中,单击“工作平面”树枝,调出“工作平面”选项卡,如图1-28所示。

图 1-28
2.“毛坯”选项
“毛坯”选项的功能是查看当前计算刀具路径所使用的毛坯大小及变更新的毛坯尺寸以计算刀具路径。
在“模型区域清除”表格的策略树中,单击“毛坯”树枝,调出“毛坯”选项卡,如图1-29所示。
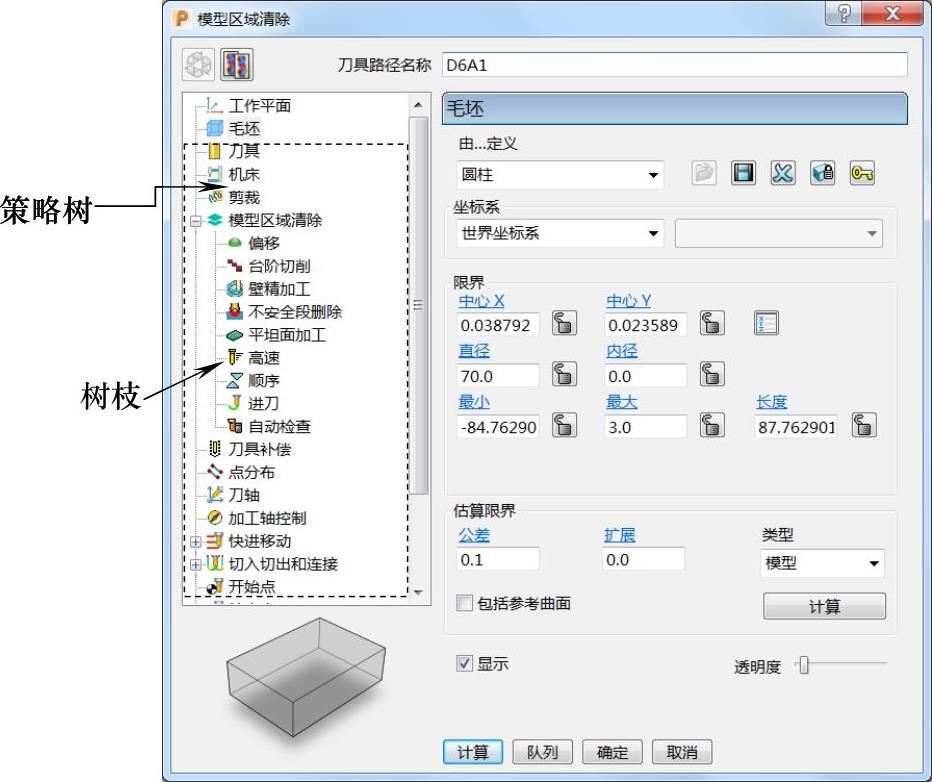
图 1-29
3.“刀具”选项
“刀具”选项的功能是查看当前计算刀具路径所使用的刀具及变更新的刀具以计算刀具路径。
在“模型区域清除”表格的策略树中,单击“刀具”树枝,调出“端铣刀”选项卡,如图1-30所示。
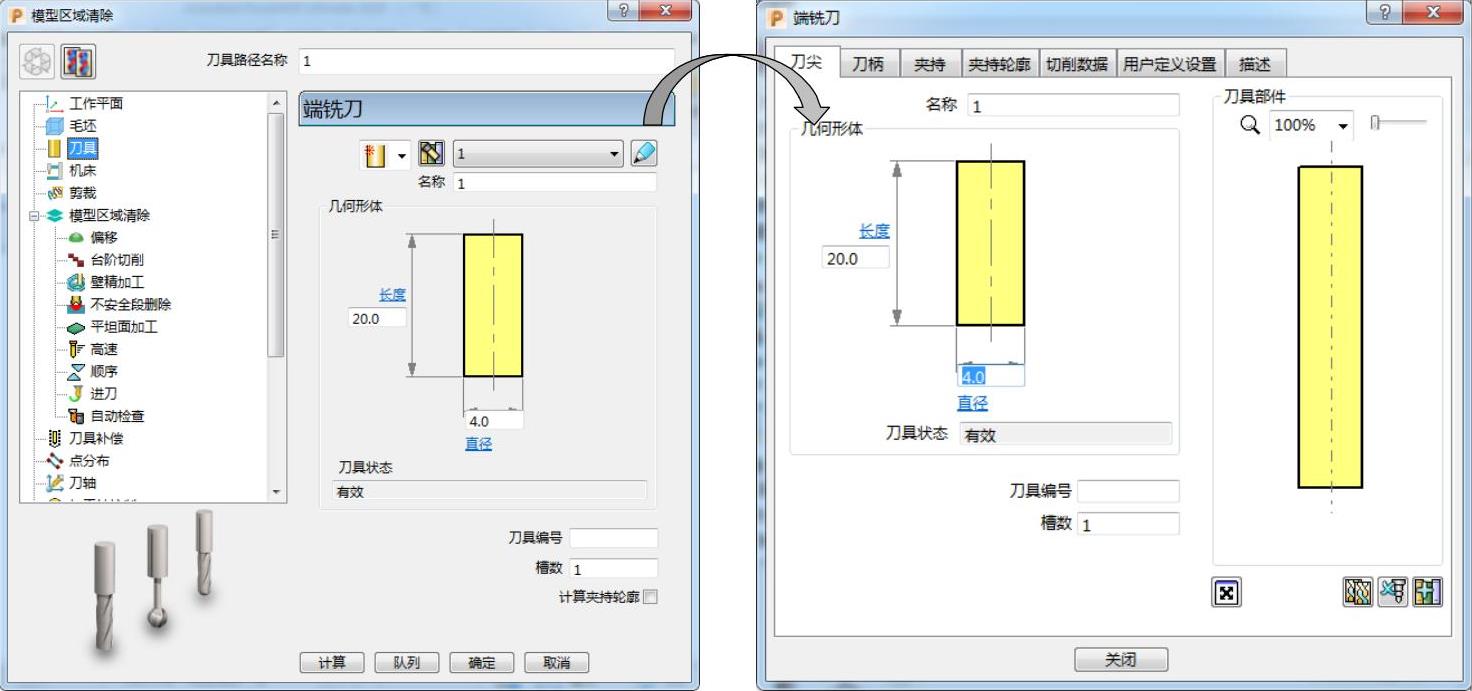
图 1-30
4.“剪裁”选项
“剪裁”选项的主要功能是通过创建或选择已有边界线来限制刀具路径在XOY平面上的加工范围。另外,还可以设置Z高度的限界值,以控制只在某一Z高度范围内生成刀具路径。
在“模型区域清除”表格的策略树中,单击“剪裁”树枝,调出“剪裁”选项卡,如图1-31所示。
边界线用于限制XOY平面的加工范围,Z向加工深度的控制主要通过以下几种方法:
①Z限界;②毛坯计算;③部件余量Z高度;④创建辅助面来限制。
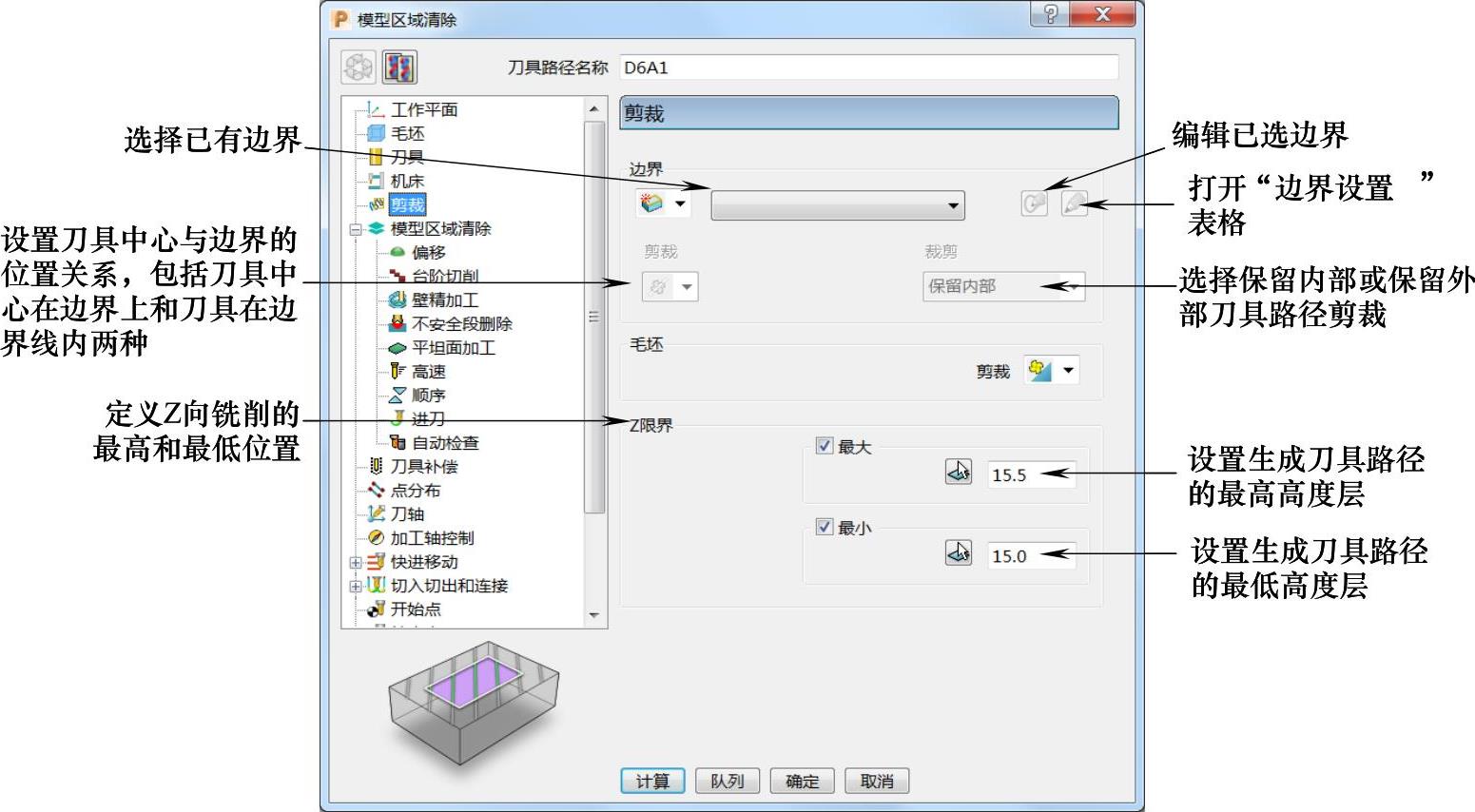
图 1-31
5.“偏移”选项
“偏移”选项的功能是设置偏置样式刀具路径的详细参数。
当“模型区域清除”选项卡内“样式”栏设置为“偏移全部”或“偏移模型”时,可调出“偏移”树枝。单击“模型区域清除”表格策略树中的“偏移”树枝,调出“偏移”选项卡,如图1-32所示。
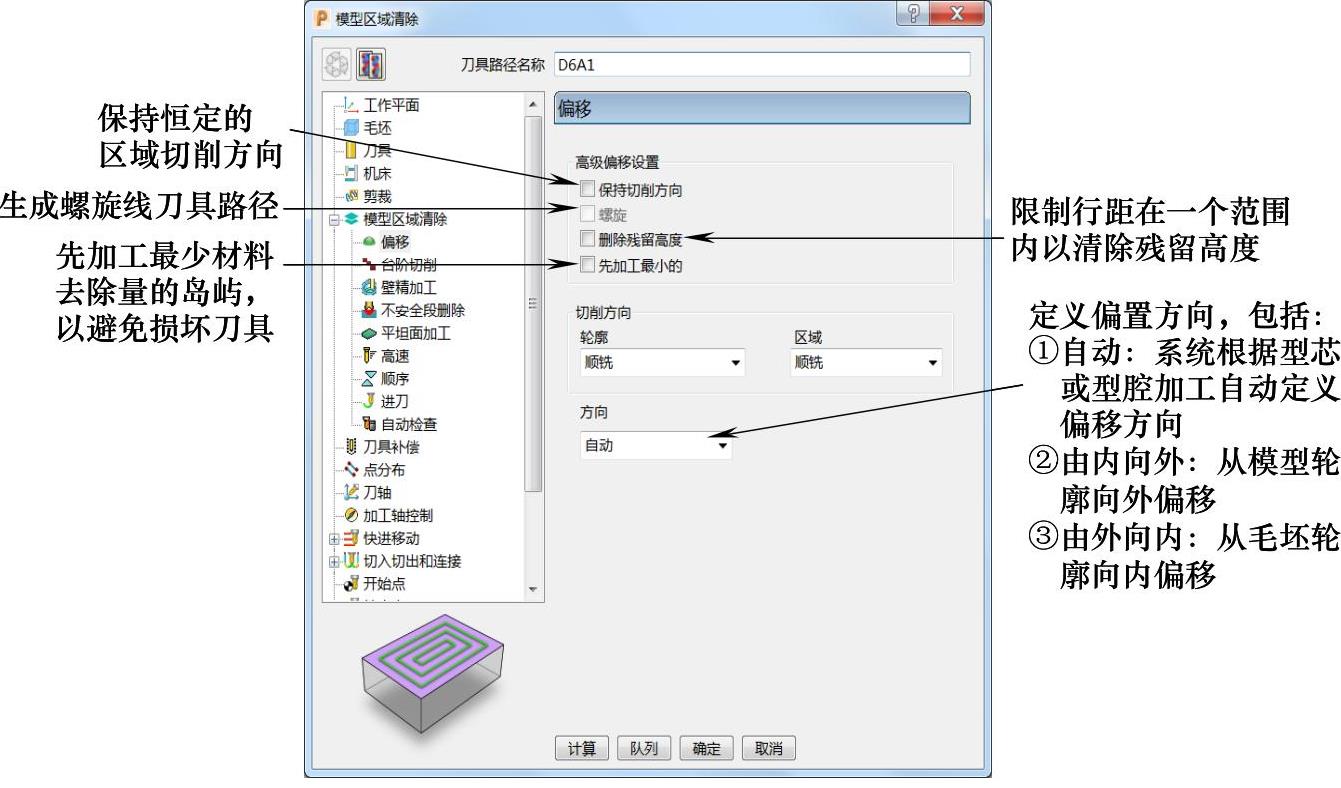
图 1-32
6.“平行”选项
“平行”选项的功能是设置平行样式刀具路径的详细参数。
当“模型区域清除”选项卡内“样式”栏设置为“平行”,系统会计算出平行线走势的加工刀具路径。此时,“模型区域清除”表格的策略树中出现“平行”树枝。单击“模型区域清除”策略树同名树枝中的“平行”树枝,调出“平行”选项卡,如图1-33所示。
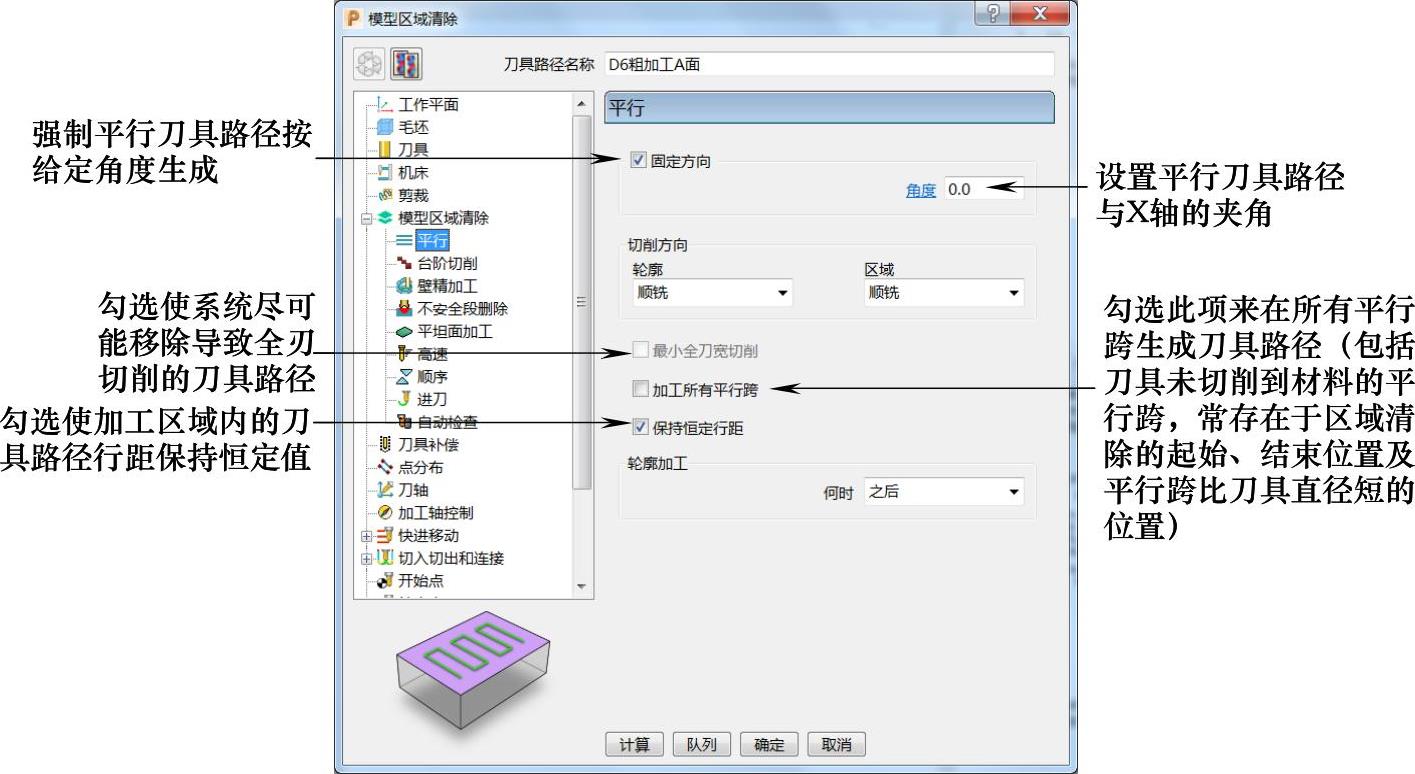
图 1-33
图1-33中“轮廓加工”选项区“何时”下拉列表包含以下四个选项,主要决定在设置平行区域清除时是否依零件的轮廓加工生成刀具路径。
①无:表示不进行零件轮廓加工。
②之前:刀具首先切削出零件轮廓,再做模型区域清除加工。
③之间:在进行模型区域清除的过程中遇到零件轮廓时,进行零件轮廓加工,然后接着进行模型区域清除。
④之后(默认):刀具首先做区域清除加工,然后切削零件轮廓。
平行线粗加工刀具路径形状简单、计算速度快,适用于结构比较简单的零件粗加工。
7.“壁精加工”选项
“壁精加工”选项用于指定精加工侧壁的参数。单击“模型区域清除”策略树同名树枝中的“壁精加工”树枝,调出“壁精加工”选项卡,如图1-34所示。

图 1-34
8.“不安全段删除”选项
“不安全段删除”选项用以分离某些小型腔,不对这些小型腔进行粗加工。多数情况下,粗加工使用装刀片的大直径牛鼻刀,这类刀具的特点是其中心不带切削刃。因此若此类刀具直接下切到小型腔里,即有可能造成刀具损坏。
单击“模型区域清除”策略树同名树枝中的“不安全段删除”树枝,调出“不安全段删除”选项卡,如图1-35所示。
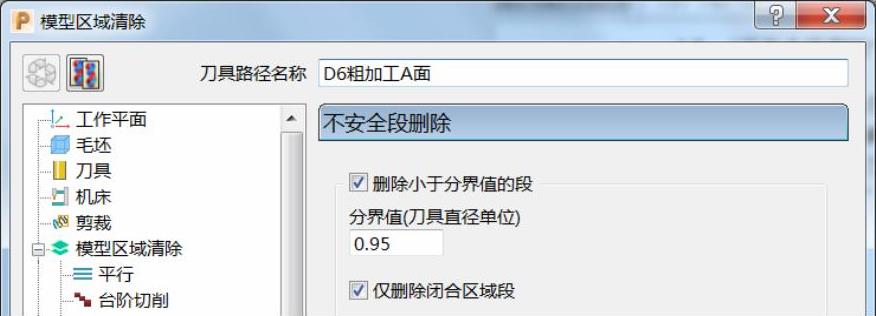
图 1-35
图1-35中,“分界值”表示设置的刀具直径百分数,当型腔尺寸小于此值时,将不对该型腔计算加工刀路;勾选“仅删除闭合区域段”选项表示只过滤出包含斜向进刀运动的、闭合的、小于分界值的区域。
9.“平坦面加工”选项
当“下切步距”设置为“自动”时,平坦面加工功能可用。平坦面加工用于指定在粗加工时零件中所包含的平坦面是否加工及其加工的方式。
单击“模型区域清除”策略树同名树枝中的“平坦面加工”树枝,调出“平坦面加工”选项卡,如图1-36所示。
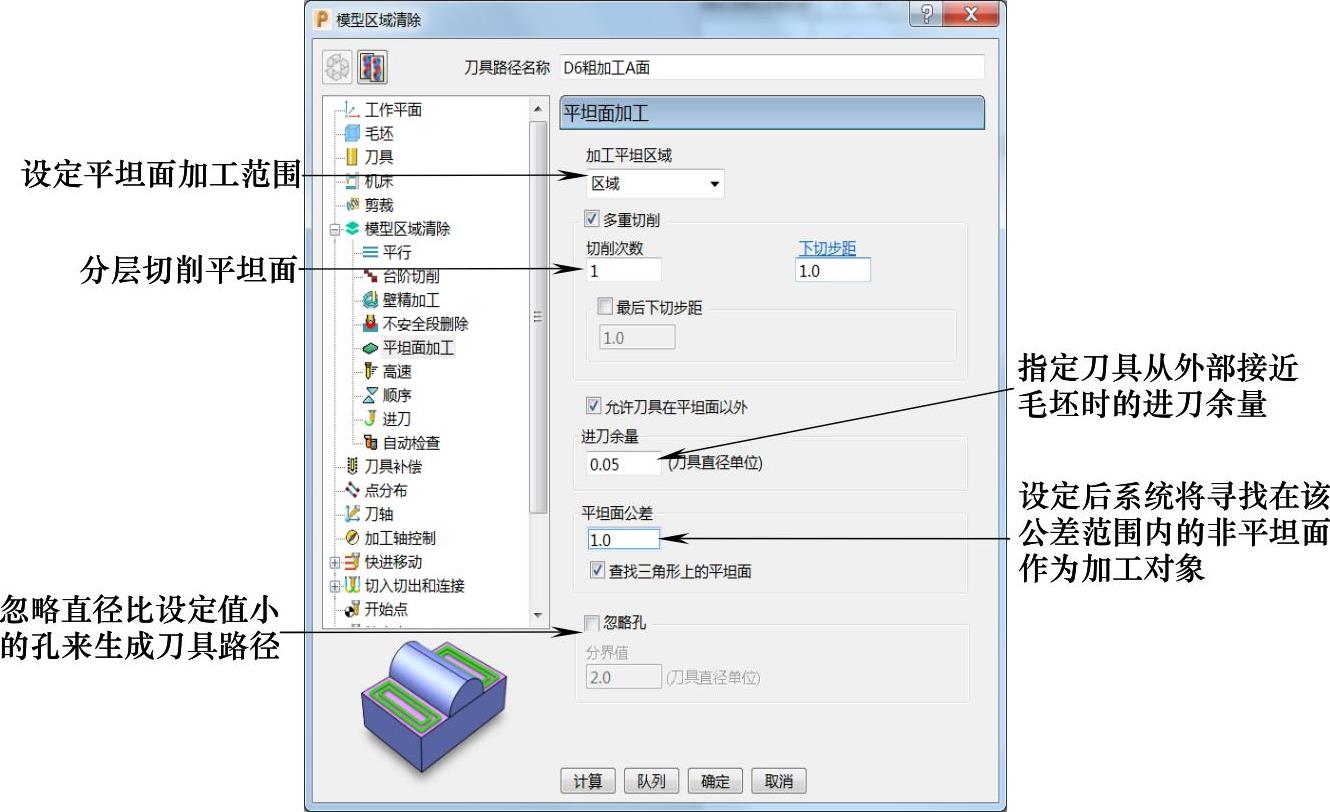
图 1-36
“加工平坦区域”下拉列表有以下三个选项:
①层:加工零件中整个平坦面层,包括平坦面和空的区域。
②区域:只加工平坦面区域,在此Z高度的空区域不生成刀具路径。
③关:不加工平坦面层。(https://www.xing528.com)
10.“顺序”选项
“顺序”选项用于指定粗加工零件上各型腔的先后顺序。在“模型区域清除”策略树同名树枝中单击“顺序”树枝,调出“顺序”选项卡,如图1-37所示。
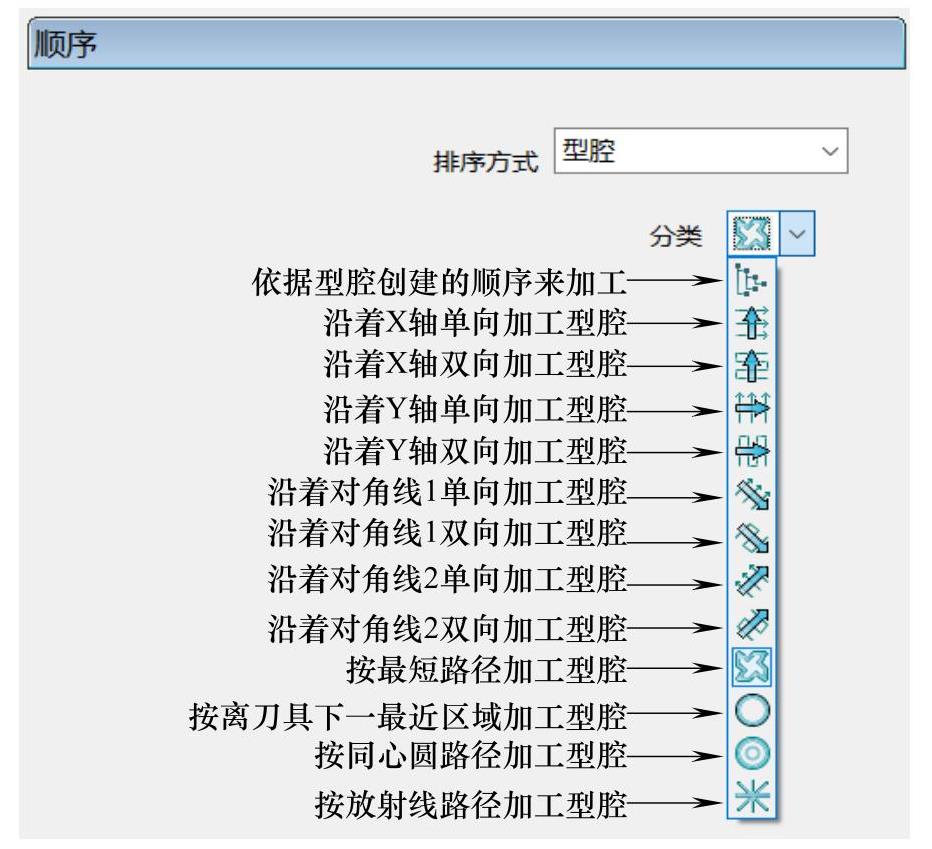
图 1-37
“排序方式”下拉列表有以下两个选项:
1)型腔:逐型腔加工。加工完一个型腔后,刀具移至另一个型腔进行加工。
2)层:逐层加工。全部型腔切削完一层后,再切削全部型腔的下一层,特别适用于加工薄壁零件,以防止零件在加工过程中变形。
“分类”下拉列表用于加工多型腔零件时进行各个型腔加工先后顺序的设定,指定刀具切削零件型腔或层的顺序。此下拉列表下可用的选项已在图1-37中列出。
11.“进刀”选项
“进刀”选项用于定义刀具接近毛坯的方式。在“模型区域清除”策略树同名树枝中单击“进刀”树枝,调出“进刀”选项卡,如图1-38所示。
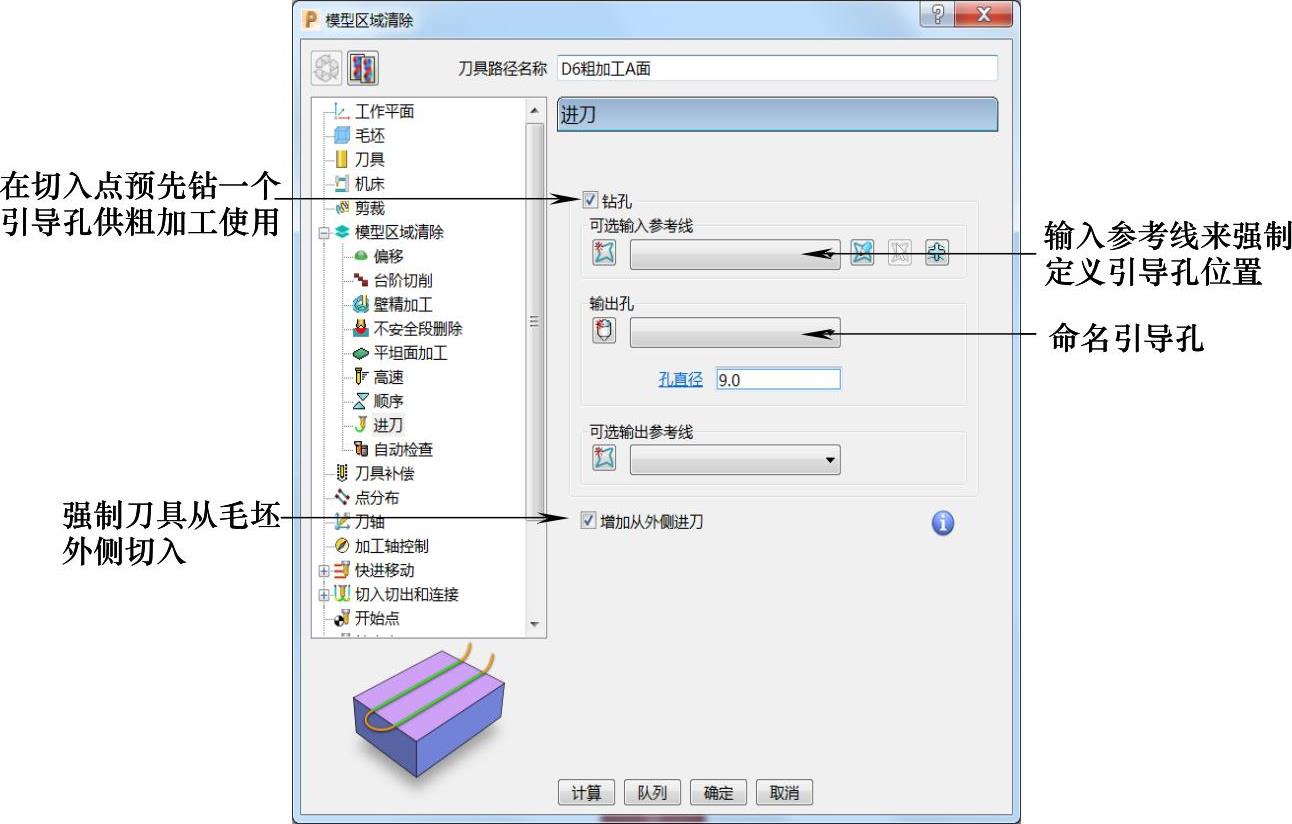
图 1-38
12.“自动检查”选项
“自动检查”选项用于定义系统在计算刀具路径的同时自动进行碰撞检查。在“模型区域清除”策略树同名树枝中单击“自动检查”树枝,调出“自动检查”选项卡,如图1-39所示。
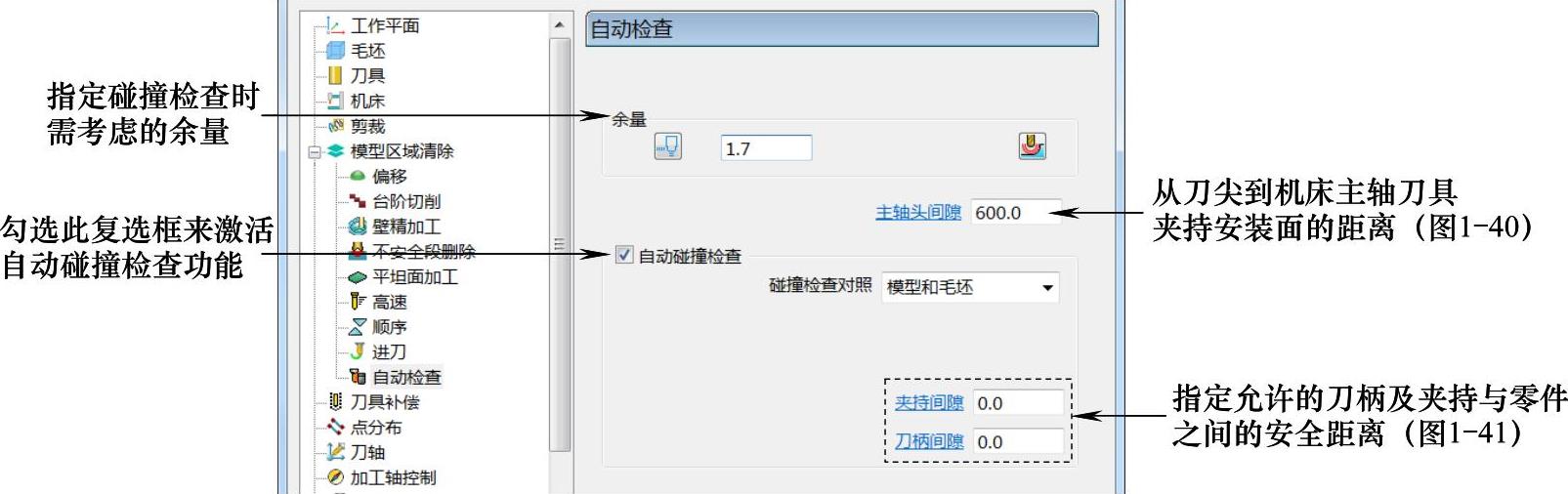
图 1-39
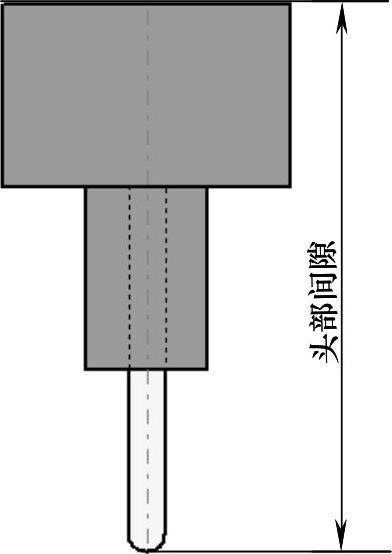
图 1-40
图 1-41
13.“刀具补偿”选项
“刀具补偿”选项用于设定计算刀具路径时是否计算刀具半径补偿。
在“模型区域清除”表格的策略树中,单击“刀具补偿”树枝,调出“刀具补偿”选项卡,如图1-42所示。
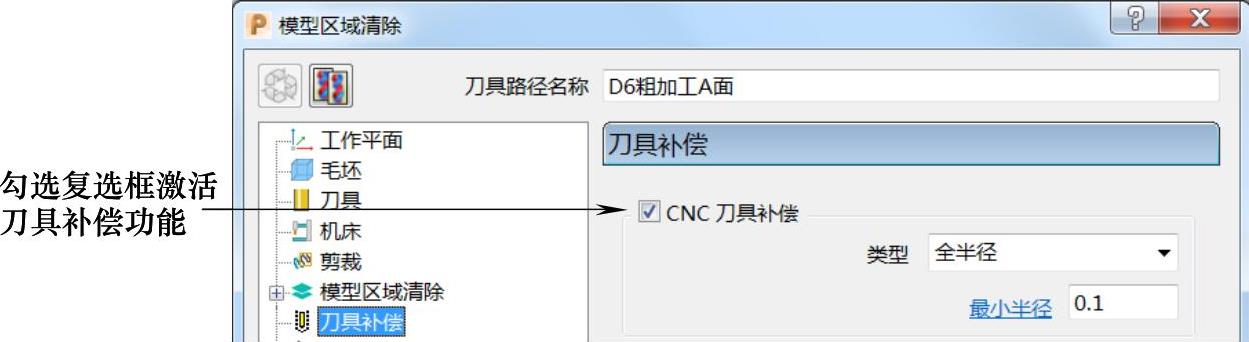
图 1-42
刀具补偿的类型分为:
①全半径:系统计算刀具路径时执行刀具全半径补偿。
②刀具磨损:系统计算刀具路径时,先按理论刀具半径执行刀具补偿,再由数控系统补偿实际刀具半径与理论刀具半径的偏差值,该功能与数控系统的刀具磨损补偿功能相联系。
14.“点分布”选项
“点分布”选项用于控制并调整刀具路径中刀位点的分布,主要应用于精加工刀具路径,通过合理调整刀位点的分布来优化精加工的质量与效率。
在“模型区域清除”表格的策略树中,单击“点分布”树枝,调出“点分布”选项卡,如图1-43所示。
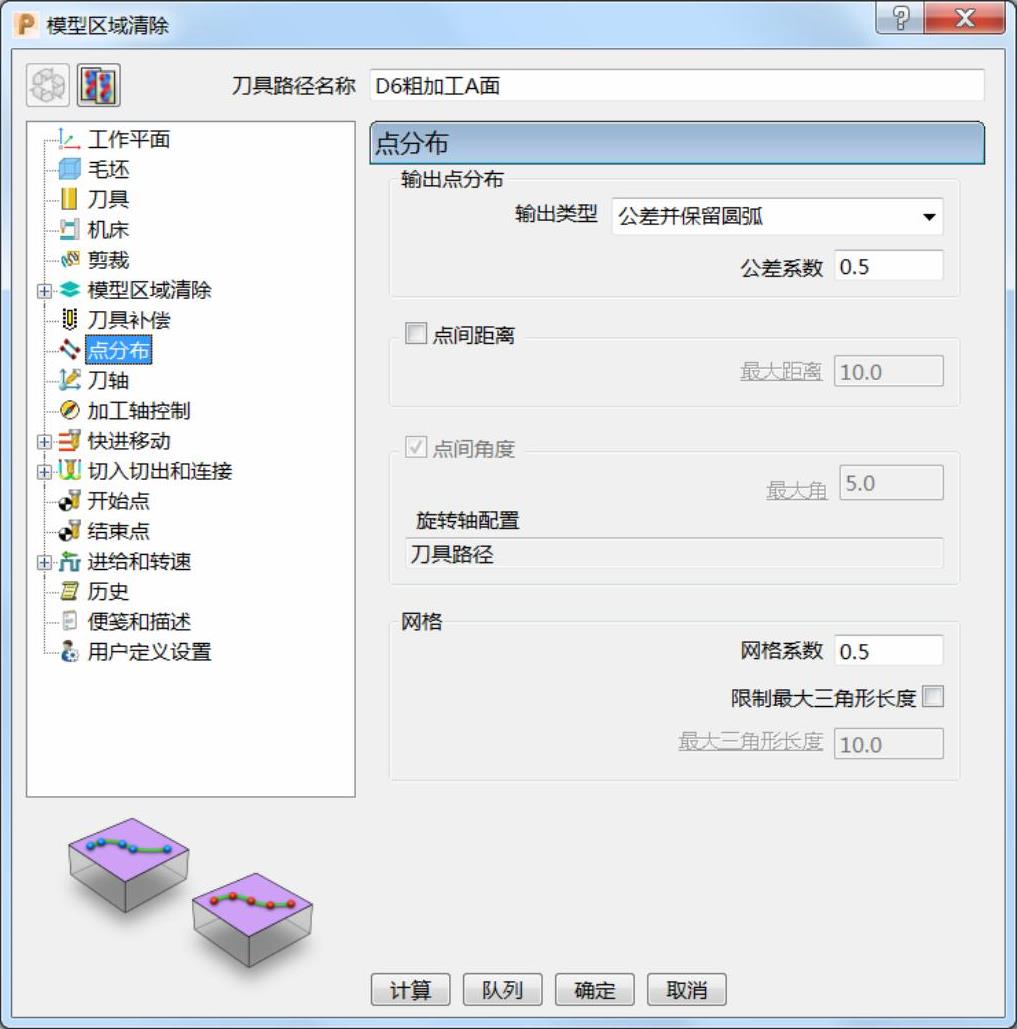
图 1-43
15.“刀轴”选项
“刀轴”选项用于查看及编辑当前刀具轴线的指向。默认情况下刀轴指向是垂直的,即机床的Z轴垂直于XOY平面,用于三轴加工。在计算多轴加工刀具路径时,可根据需要指定刀轴方向。
在“模型区域清除”表格的策略树中,单击“刀轴”树枝,调出“刀轴”选项卡,如图1-44所示。在多轴加工时,往往会改变刀轴指向,以适应加工的需要。
在“刀轴”下拉列表中共有十个指向可供选择:①垂直(默认);②前倾/侧倾;③朝向点;④自点;⑤朝向直线;⑥自直线;⑦朝向曲线;⑧自曲线;⑨固定方向;⑩叶盘。加工中为适应不同加工要求,可选择不同刀轴指向,此处不过多赘述。
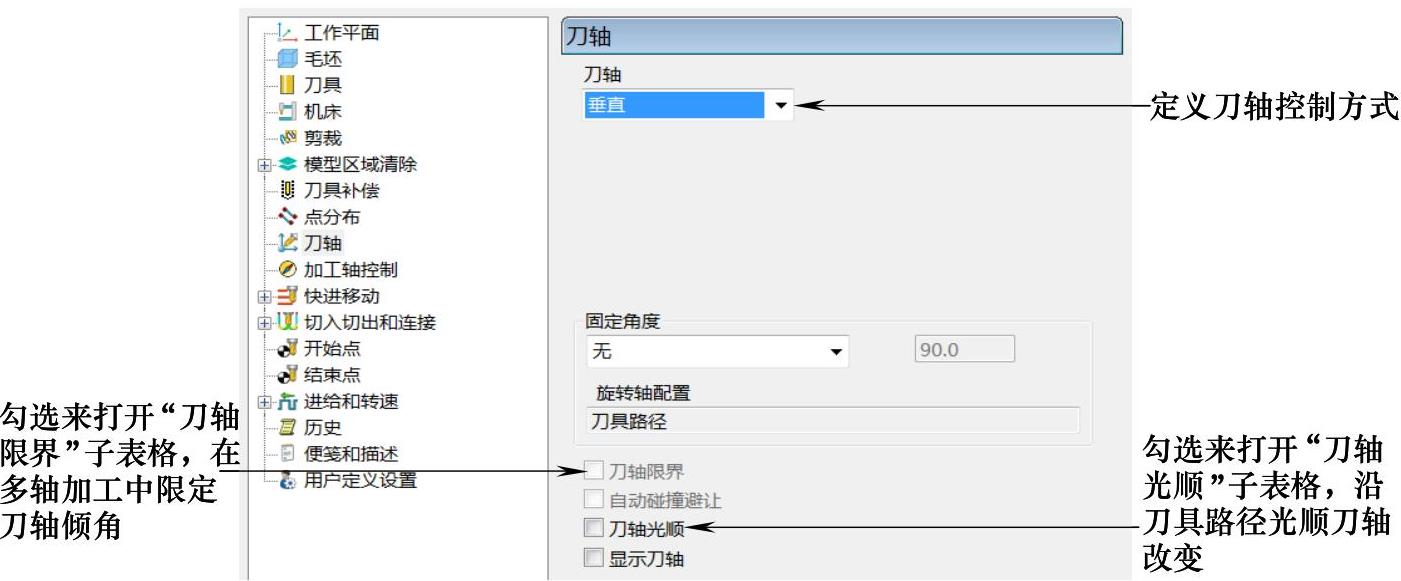
图 1-44
16.“快进移动”选项
“快进移动”选项用于查看及编辑当前刀具路径的安全区域、快进与下切高度等参数。快进移动与刀具进刀、抬刀高度及刀具路径连接高度有关,如果设置不当,在切削过程中会引起刀具与工件的碰撞,因此设置此选项必须多加注意。
在“模型区域清除”表格的策略树中,单击“快进移动”树枝,调出“快进移动”选项卡,如图1-45所示。
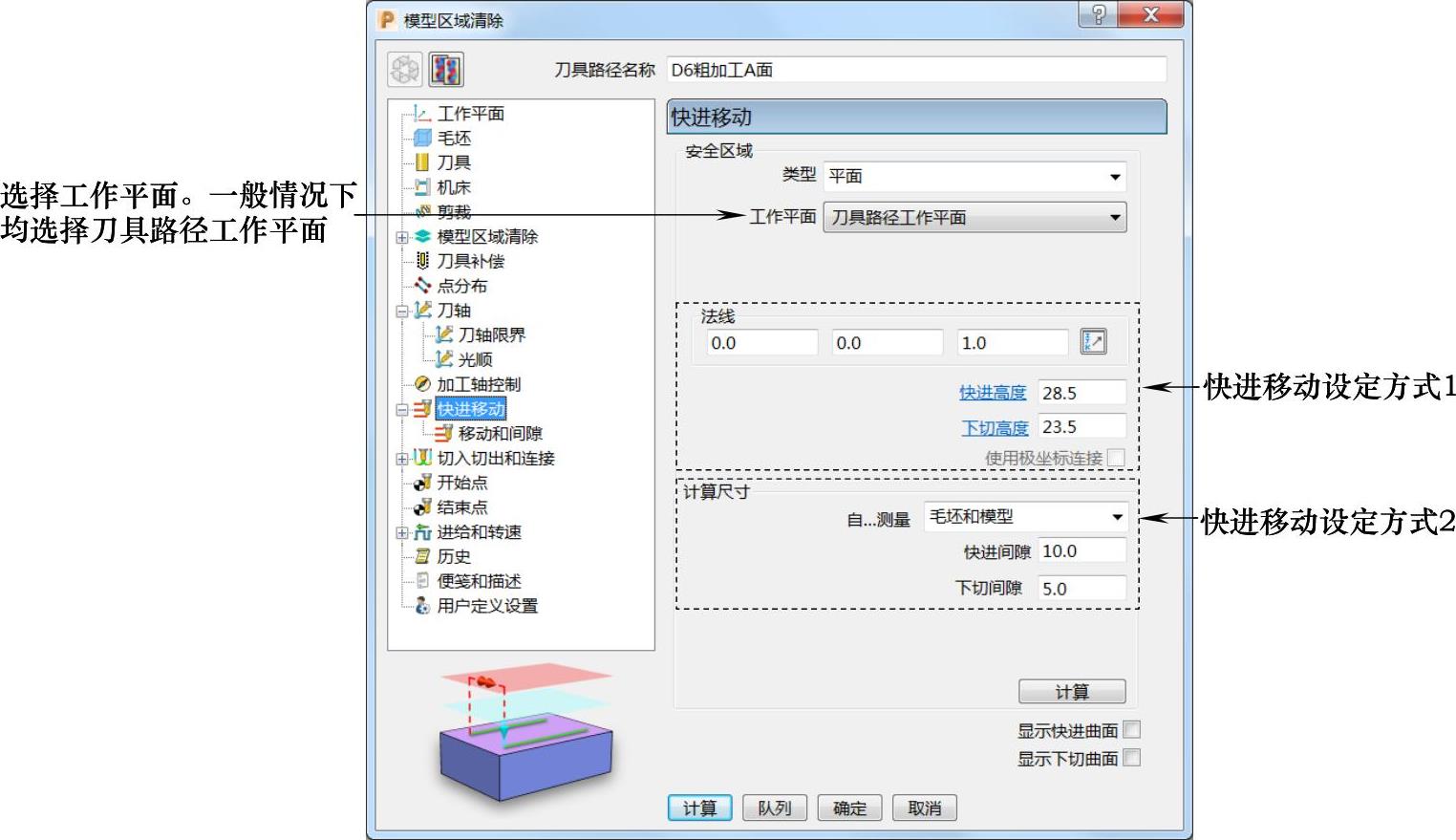
图 1-45
安全区域“类型”下拉列表中包含了快进移动发生的四种可能的空间位置:①平面,多用于固定三轴加工及3+2轴加工;②圆柱体,多用于旋转加工;③球,多用于旋转加工;④方框。
17.“切入切出和连接”选项
“切入切出和连接”选项用于设置粗加工刀具路径的切入、切出和连接方式。
粗加工时,必须注意刀具切入毛坯的方式。尤其是切削金属材料时,必须设置切入方式。在默认情况下PowerMill 2018粗加工刀具路径的切入方式:对于开放型腔,刀具从外部切入毛坯;对于封闭区域,刀具直接下切。为保护工具系统,大多数情况下不允许刀具直接扎入毛坯,而是设置切入方式为“斜向”。
在“模型区域清除”表格的策略树中,单击“切入切出和连接”树枝,调出“切入切出和连接摘要”选项卡。切入切出和连接的参数设定位于“切入切出和连接”树枝下的子标签中。
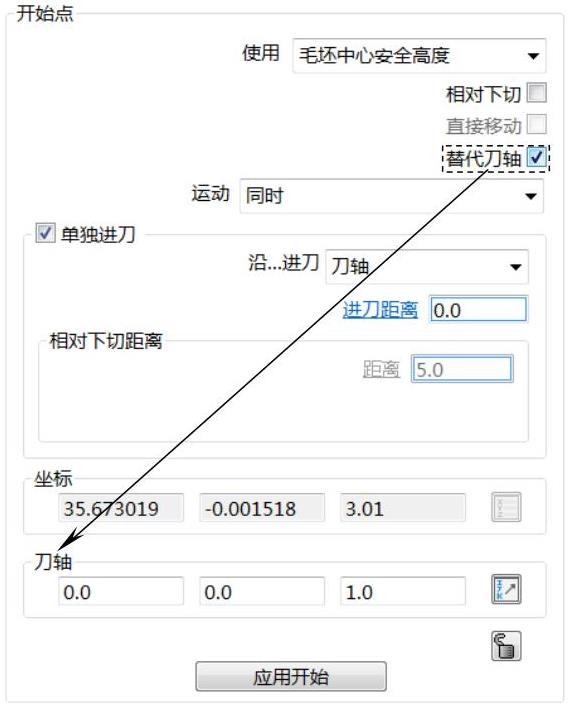
18.“开始点”选项和“结束点”选项
“开始点”选项和“结束点”选项用于查看及编辑当前刀具路径的开始点和结束点参数。
在“模型区域清除”表格的策略树中,单击“开始点”树枝或“结束点”树枝,分别调出“开始点”选项卡(图1-46)或“结束点”选项卡。开始点和结束点的设置方法与过程相同。
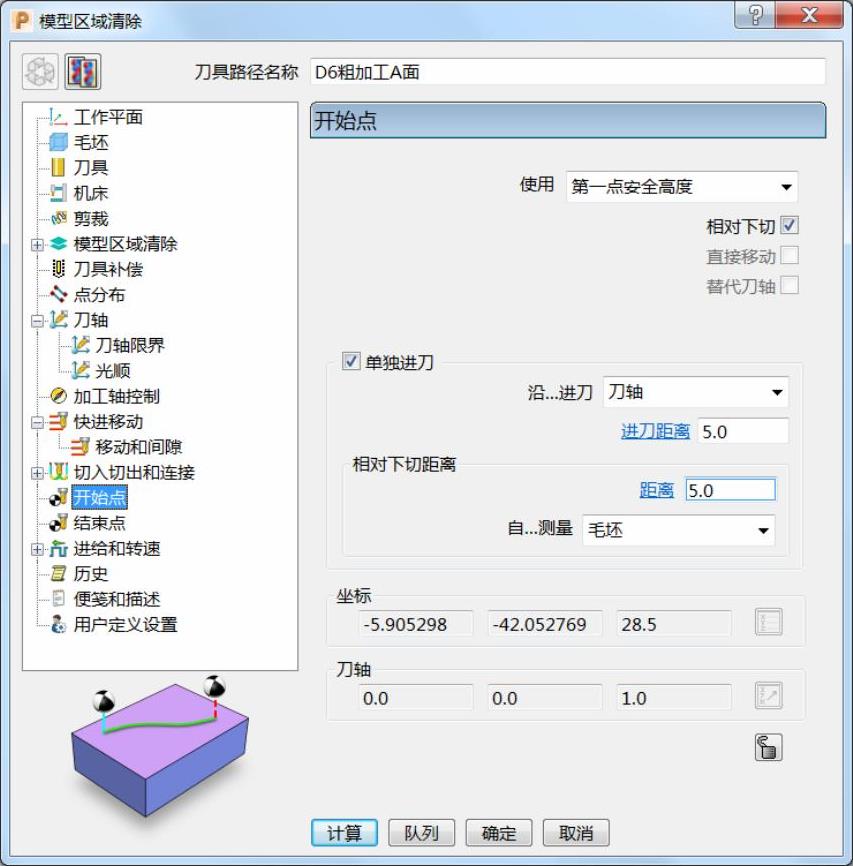
图 1-46
19.“进给和转速”选项
“进给和转速”选项用于查看及编辑当前刀具路径的进给和转速参数。在“模型区域清除”表格的策略树中,单击“进给和转速”树枝,调出“进给和转速”选项卡,如图1-47所示,可对刀具路径加工的主轴转速、切削进给率、下切进给率、掠过进给率及冷却方式进行设定。
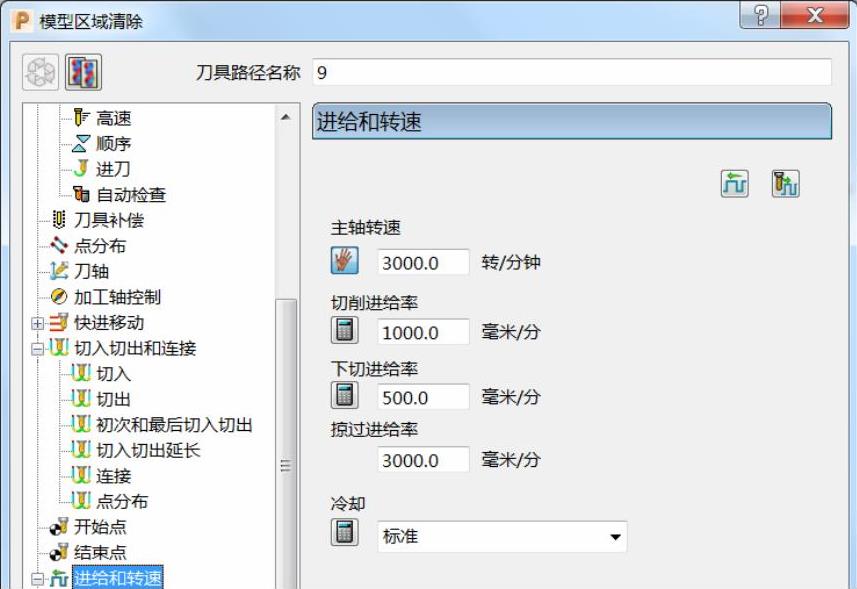
图 1-47
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。