



1.计算安全高度
在PowerMill 2018中,快进移动定义了刀具在两刀位点之间以最短时间完成移动的高度,它一般由以下三种运动组成:
1)从某段刀具路径最终切削点抬刀到安全高度的运动。
2)刀具在一个恒定Z高度从一点移至新的起始下刀点的运动。
3)下切到新的开始切削Z高度的运动。
快进高度关系刀具的进刀、抬刀高度和刀具路径连接高度等内容,若设置不当,在切削过程中会引起刀具与工件相撞,因此必须高度注意。
在PowerMill 2018主界面功能图标区“刀具路径编辑”标签下,单击“刀具路径连接”选项按钮,打开“刀具路径连接”表格,其中“安全区域”选项卡如图1-23所示。
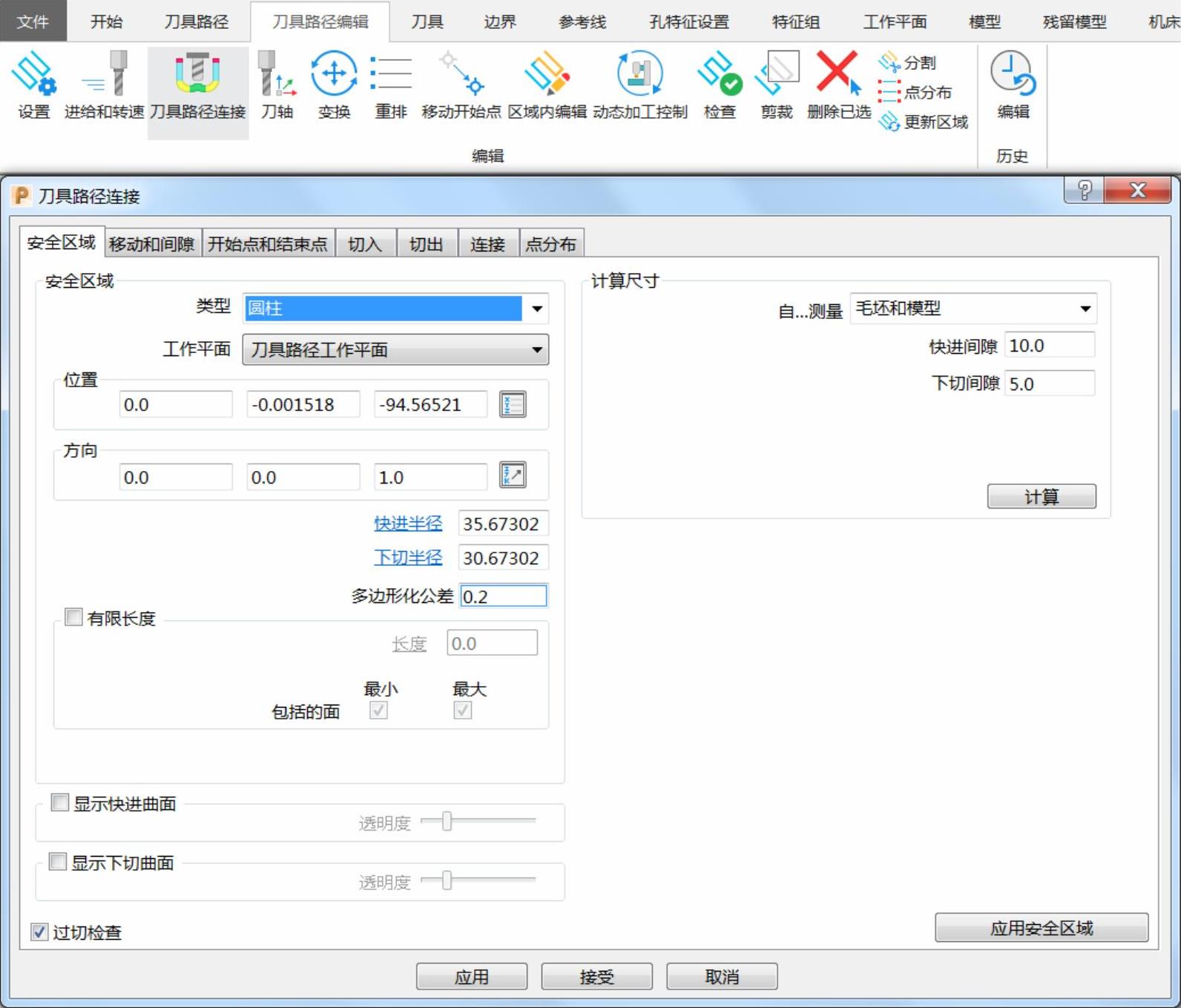
图 1-23
快进高度的设置方式有两种:一种是手工直接输入安全Z高度值和开始Z高度值;另一种是通过设置快进间隙和下切间隙,系统利用模型尺寸自动计算安全Z高度值和开始Z高度值。
在“安全区域”选项栏中定义快速移动允许发生的空间位置。此空间可以是以下四种情况:
1)平面:指快速移动是在以I、J、K三个分矢量定义好的一个平面上进行的。注意:这个平面可以不与机床Z轴垂直。此选项多用于固定三轴加工以及3+2轴加工。
2)圆柱体:指快速移动是在以圆心、半径、圆柱轴线方向来定义的一个圆柱体的表面上进行的。该选项多用于旋转加工类刀具路径。
3)球:指快速移动是在以圆心、半径定义的一个球体的表面上进行的。该选项也多用于旋转加工类刀具路径。
4)方框:指快速移动是在以角点和长、宽、高尺寸定义的一个方形体的表面上进行的。
2.设置刀具路径的开始点和结束点
刀具路径的开始点和结束点至关重要,尤其是在3+2轴加工方式与五轴联动加工方式编程过程中,显得更为重要。如果设置不当,有可能导致刀具在进/退刀时与工件或夹具碰撞。
在此,有必要区分开始点、结束点与进刀点、退刀点的概念。(https://www.xing528.com)
刀具路径的开始点是在切削加工开始之前刀尖的初始停留点,结束点是程序执行完毕后刀尖的停留点;进刀点是指在单一曲面的初始切削位置上刀具与曲面的接触点,退刀点是指单一曲面切削完毕时刀具与曲面的接触点。
在PowerMill 2018的主界面功能图标区“刀具路径编辑”标签下,单击“刀具路径连接”选项按钮,打开“刀具路径连接”表格,其中“开始点和结束点”选项卡如图1-24所示。
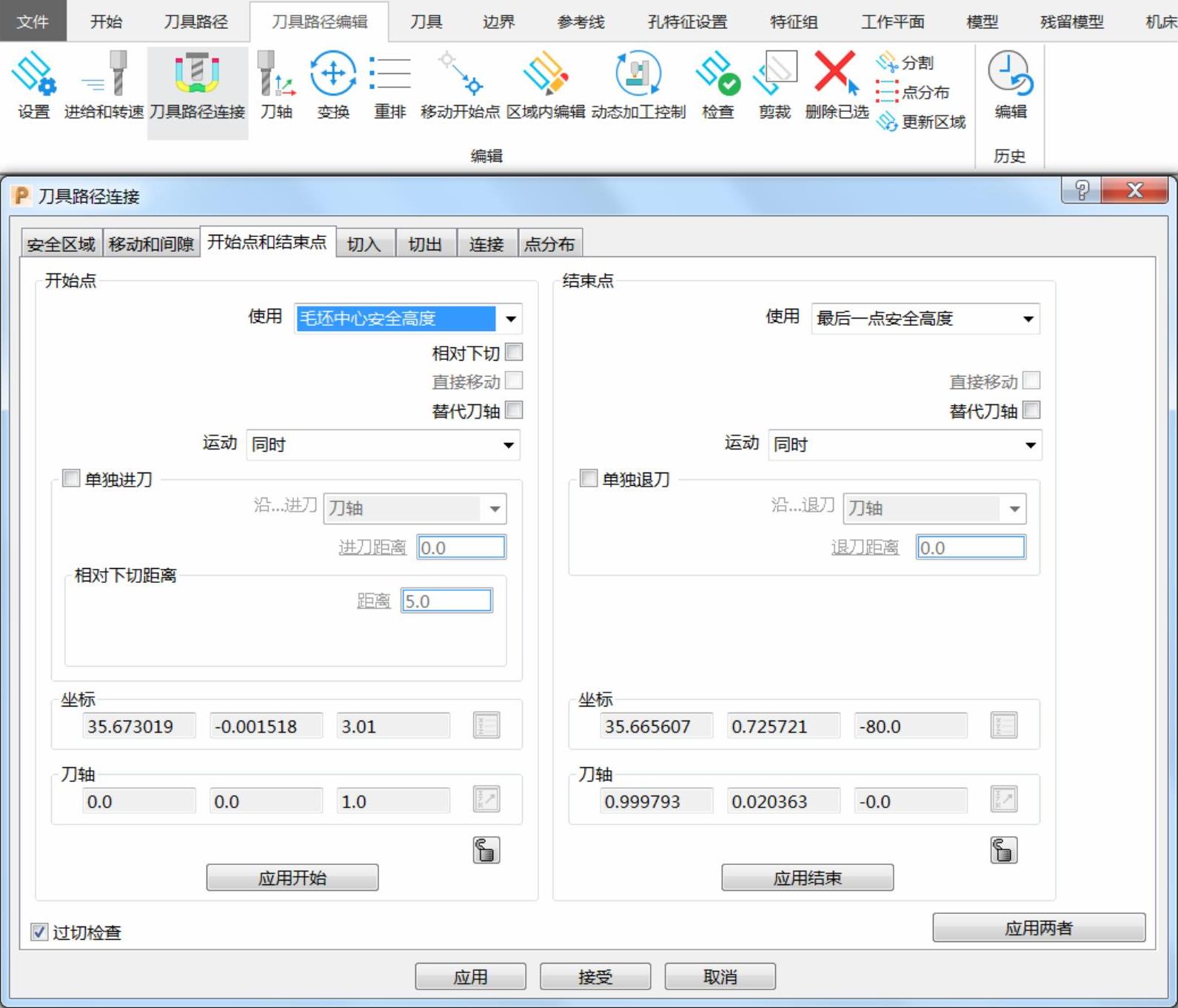
图 1-24
开始点和结束点的设置方法和过程是完全相同的,在此只介绍开始点的设置。
1)设置开始点位置:“开始点”选项区中的“使用”下拉列表包含四个设定开始点位置的选项,其含义如图1-25所示。
2)设置进刀位置:勾选“开始点”选项区中的“单独进刀”复选框,可激活单独进刀设置选项。在“沿…进刀”下拉列表中包含四种刀具接近工件的设置方法,如图1-26所示。其中:

图 1-25
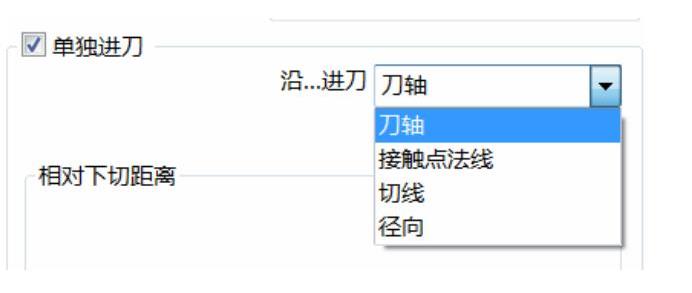
图 1-26
①刀轴(默认):进刀方向与刀具轴向一致。
②接触点法线:在接触点法线方向进刀。如果刀具路径不是由接触点法线生成的,则不能用这个选项。
③切线:进刀方向与模型表面相切。
④径向:沿刀轴径向方向接近工件。
3)设置替代刀轴:默认情况下刀轴的矢量方向总是与Z轴一致的(I=0、J=0、K=1)。若要使“开始点”选项区中的“沿…进刀”栏设置的“刀轴”与默认刀轴不一致,可以勾选“替代刀轴”复选框来激活I、J、K的设置,如图1-27所示。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。