



切削用量的选取在机械加工过程中占据着极其重要的地位,它的选择恰当与否直接关系加工出的零件的尺寸精度和表面质量,刀具磨损,以及机床和操作人员的安全。初学铣削的操作者往往对切削用量的选择很迷惑,需要树立的一个重要观念是,切削用量的选择是要靠不断的切削经验来积累的。所谓有经验的加工人员,其经验大部分就是指使用不同刀具、不同材料和机床进行切削而积累的切削用量选择经验。因为PowerMill主要用于铣削,所以主要介绍铣削用量方面的知识。
1.铣削用量的含义
铣削用量是指在铣削过程中铣削速度(vc)、进给量(f)、背吃刀量(ap)和侧吃刀量(ae)的总称。
(1)铣削速度vc 指铣刀切削刃上选定点在铣削主运动(即刀具的旋转运动)中的线速度(m/min)。铣削速度与铣刀转速的关系为
式中,d0为铣刀直径(mm);n为铣刀转速(r/min)。
(2)进给量f 在CAM软件和数控系统中,进给量一般有两种表示形式:一种是每齿进给量fz,指铣刀每转过一个齿时,铣刀与工件之间在进给方向上的相对位移量,单位为mm/z;另一种是每转进给量fn,指铣刀每转过一转时,铣刀与工件之间在进给方向上的相对位移量,单位为mm/r。
(3)背吃刀量ap 指平行于铣刀轴线方向测量的切削层尺寸。
(4)侧吃刀量ae 指垂直于铣刀轴线方向测量的切削层尺寸。
2.数控加工切削用量选择的一般原则
(1)背吃刀量ap和侧吃刀量ae的选择
1)粗加工时(表面粗糙度Ra=12.5~50μm),在条件允许的情况下,尽量一次切除该工序的全部余量。如果分两次走刀,则第一次背吃刀量应尽量取大值,第二次背吃刀量尽量取小值。
2)半精加工时(表面粗糙度Ra=3.2~6.3μm),背吃刀量一般为0.5~2mm。
3)精加工时(表面粗糙度Ra=0.8~1.6μm),背吃刀量一般为0.1~0.4mm。
4)使用端铣刀粗加工时,当加工余量小于8mm且工艺系统刚度大时,留出半精铣余量0.5~2mm后,尽量一次走刀去除余量;当余量大于8mm时,可分两次或多次走刀。侧吃刀量ae与端铣刀直径d0应保持如下关系:(https://www.xing528.com)
d0=(1.1~1.6)ae
ae=(50%~80%)d0
(2)进给量f的选择
1)粗加工时主要追求的是加工效率,要尽快去除大部分余量,此时进给量主要考虑工艺系统所能承受的最大进给量。因此,在机床刚度允许的前提下,尽量取大值。
2)精加工和半精加工时,最大进给量主要考虑加工精度和表面粗糙度值,另外还要综合工件材料、刀尖圆弧半径和切削速度等因素来确定。编程时除铣削进给量外,还有刀具切入时的进给量应当考虑。该值太大,刀具以很快的速度撞入工件,会形成栽刀而损坏刀具、工件和机床;该值太小,刀具从下切速度转为铣削速度时会形成冲击。一般情况下,切入进给量取铣削进给量的60%~80%为宜。
(3)铣削速度vc的选取 铣削速度的选择比较复杂。一般而言,粗加工时应选较低的铣削速度,精加工时选择较高的铣削速度;加工材料强度、硬度较高时选较低的铣削速度,反之取较高的铣削速度;刀具材料的铣削性能好时选择较高的铣削速度,反之取较低的铣削速度。
3.在PowerMill 2018中设置进给和转速
在计算每条刀具路径前,均应设置好该条刀具路径的进给和转速。在PowerMill 2018主界面功能图标区“刀具路径编辑”标签下,单击“进给和转速”选项按钮,打开“进给和转速”表格,如图1-22所示。
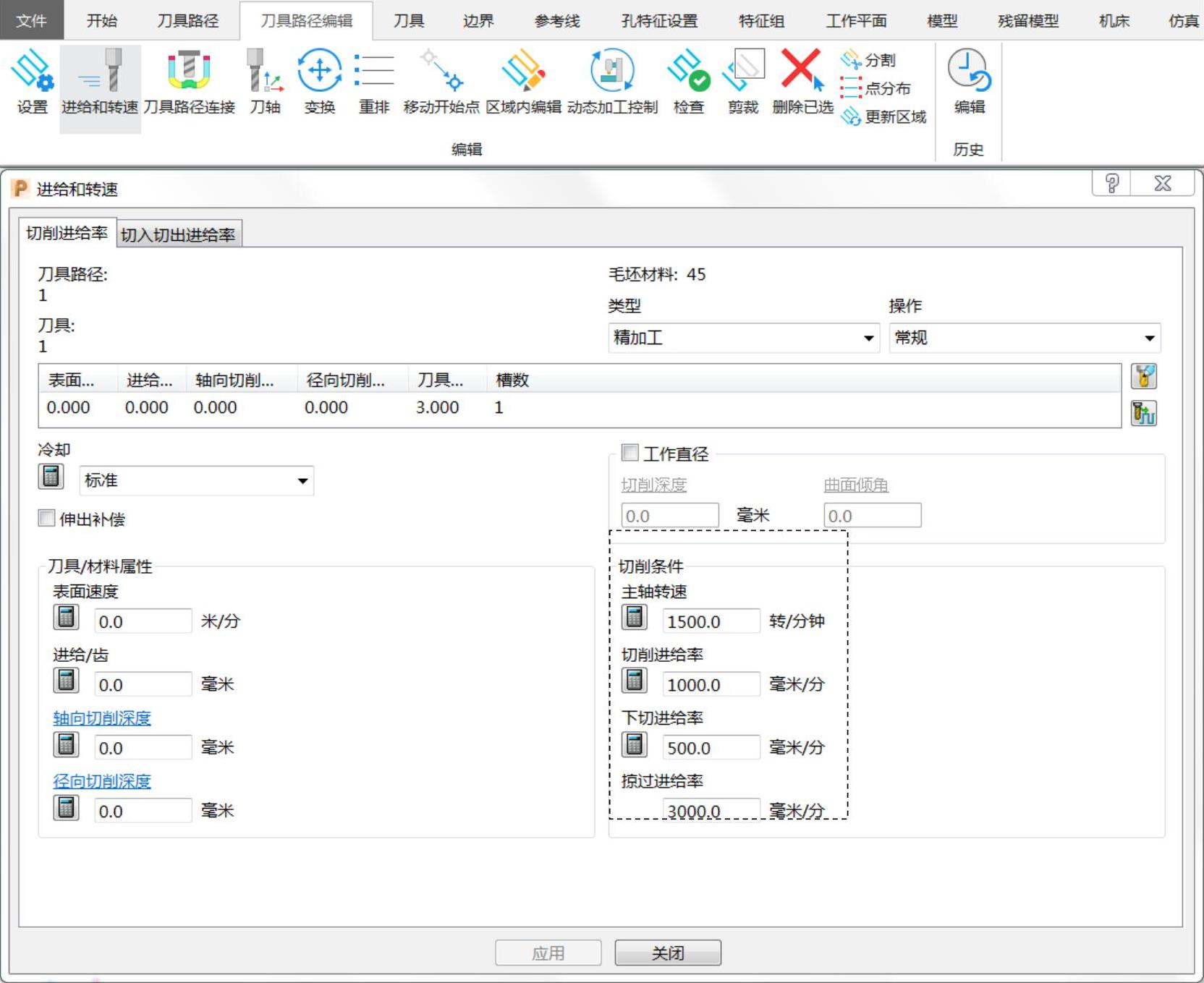
图 1-22
在该表格中的“切削条件”栏依次填入主轴转速、切削进给率、下切进给率和掠过进给率,然后单击“应用”按钮,即可完成进给和转速设置。
注意
给新的待计算刀具路径设置进给和转速时,要确保资源管理器中“刀具路径”条目下没有当前被激活的刀具路径。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。