



1.冷挤压力曲线
图7-17所示为冷挤压力F与行程S的关系曲线。曲线a、b分别为毛坯高度较大的正挤压和反挤压力曲线。曲线c是毛坯高度较小的挤压力曲线。
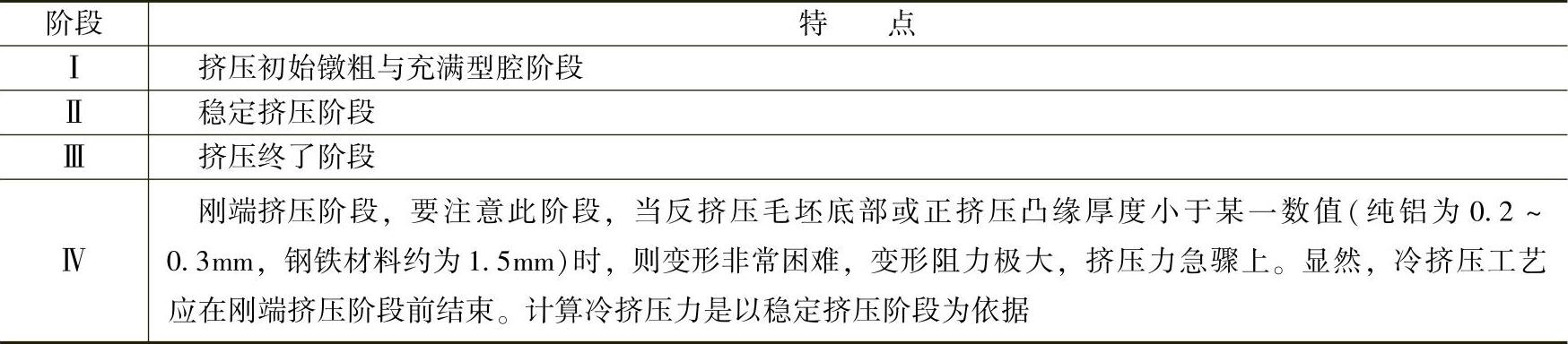
冷挤压过程中压力的变化可分为四个阶段,见图7-17和表7-20。
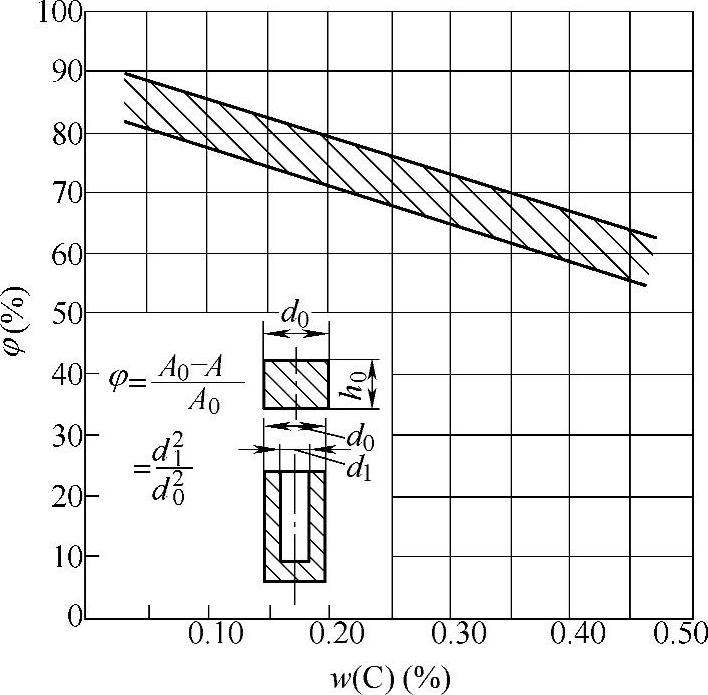
图7-16 反挤压碳素钢空心件极限变形程度
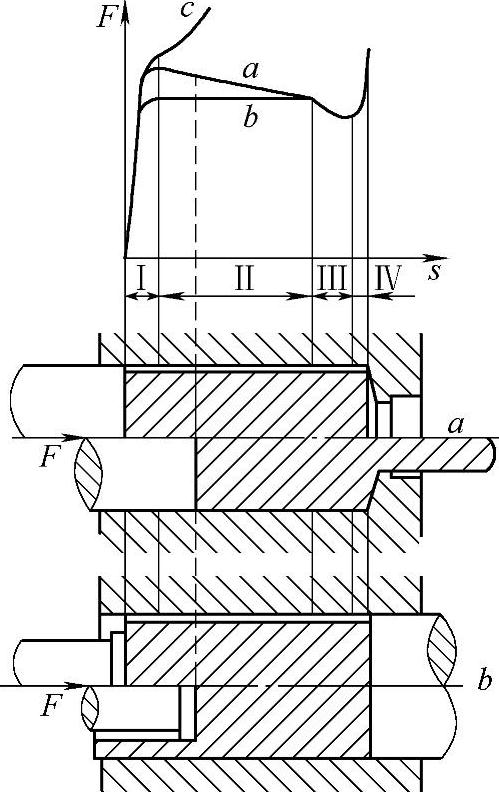
图7-17 冷挤压力F与行程S的关系曲线
表7 - 20 冷挤压过程中压力的变化
2.挤压力的计算
(1)公式计算法
F=1.3Ap=AzmnRm (7-1)
式中 F——挤压力(N);
p——单位挤压力(MPa);
A——凸模工作部分横截面积(mm2);
zm——模具形状系数,见图7-18;
n——变形程度系数,见表7-21;
Rm——挤压前材料抗拉强度(MPa)。
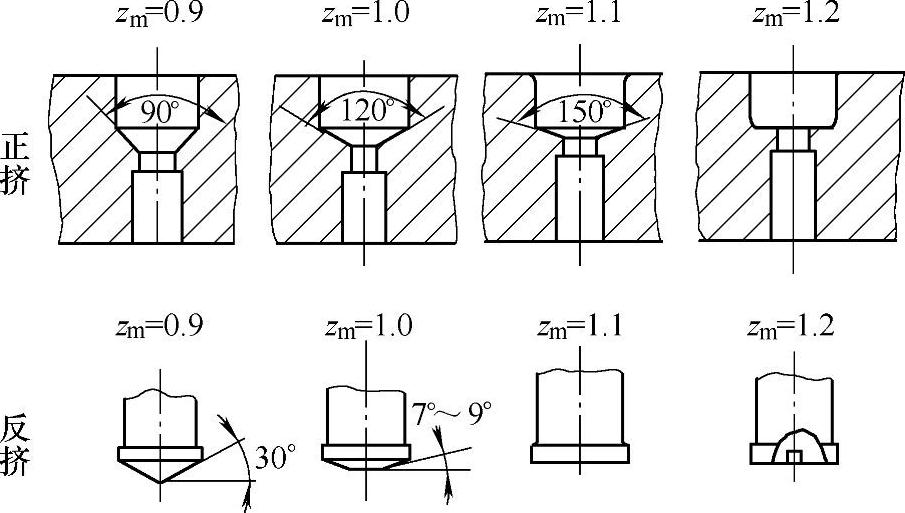
图7-18 模具形状系数
表7-21 变形程度系数n

例7 - 1 正挤压纯铜接头制件如图7-19所示,计算单位挤压力与总挤压力。
断面变化率
纯铜退火状态下Rm=200MPa
查图7-18,zm=0.9
查表7-21,n=5
单位挤压力p=zmnRm=0.9×5×200MPa=900MPa
总挤压力
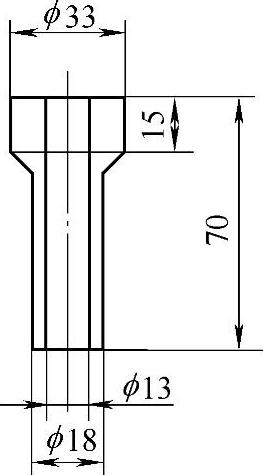
图7-19 接头
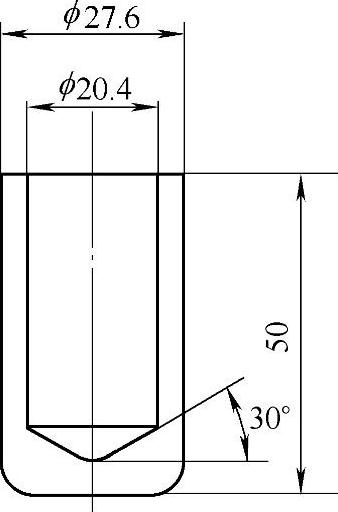
图7-20 轴承套
例7 - 2 反挤压15Mn钢轴承套制件如图7-20所示,计算单位挤压力和总挤压力。
断面变化率
15Mn钢退火状态下Rm=420MPa
查图7-18,zm=0.9
查表7-21,n=5
单位挤压力p=zmnRm=0.9×5×420MPa=1890MPa
总挤压力 803kN
803kN
(2)图表法 图7-21~图7-23所示分别为钢铁材料的正挤压实心件、正挤压空心件、反挤压
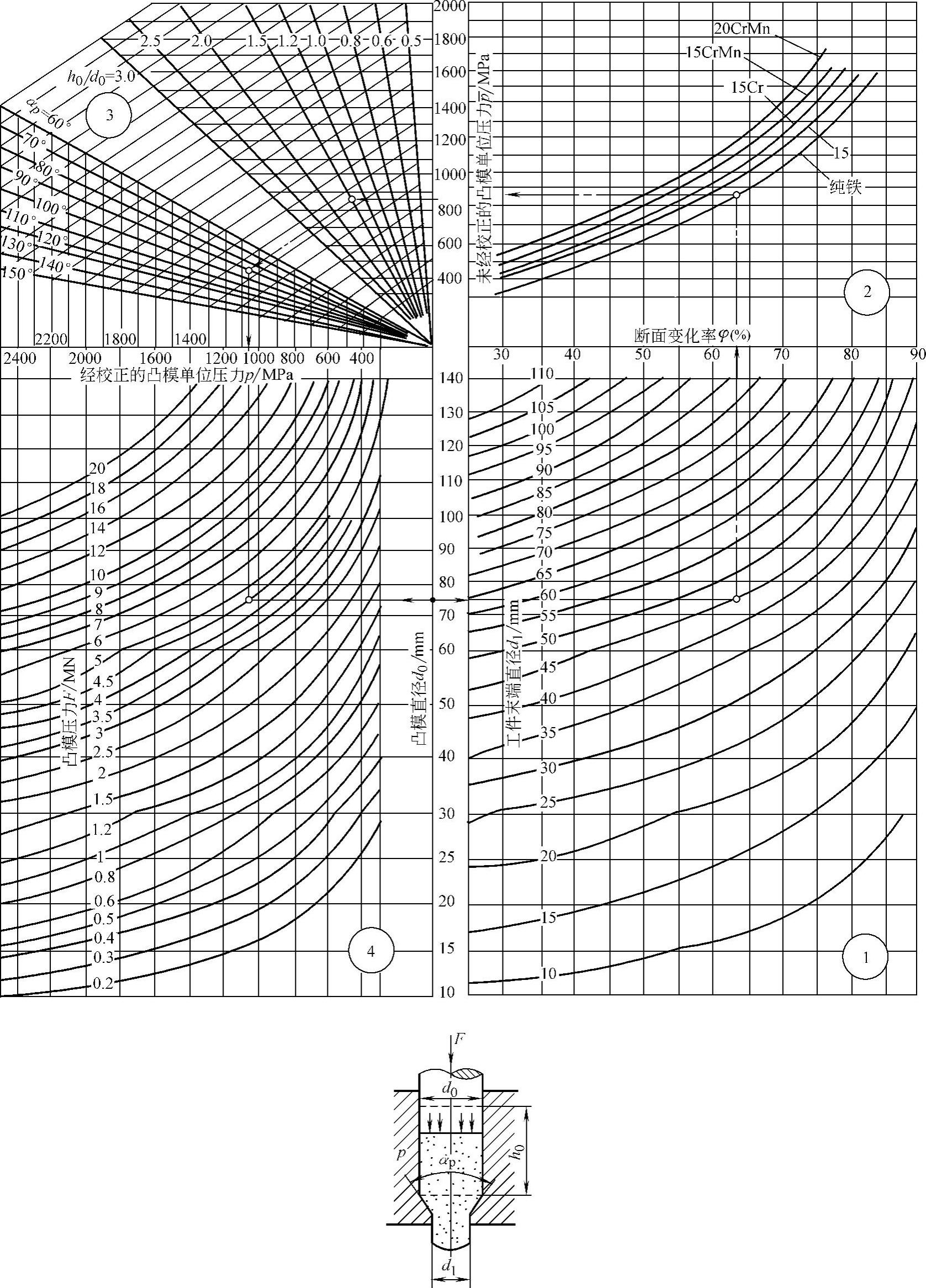
图7-21 钢铁材料正挤压实心件的挤压力图解(VDE数据表)
筒形件的挤压力图解。图7-24~图7-26所示分别为钢铁材料正挤压实心件、正挤压空心件和反挤压杯形件的挤压力图解。图7-27~图7-29所示分别为非铁金属正挤压实心件、正挤压空心件、反挤压筒形件的单位挤压力图解。
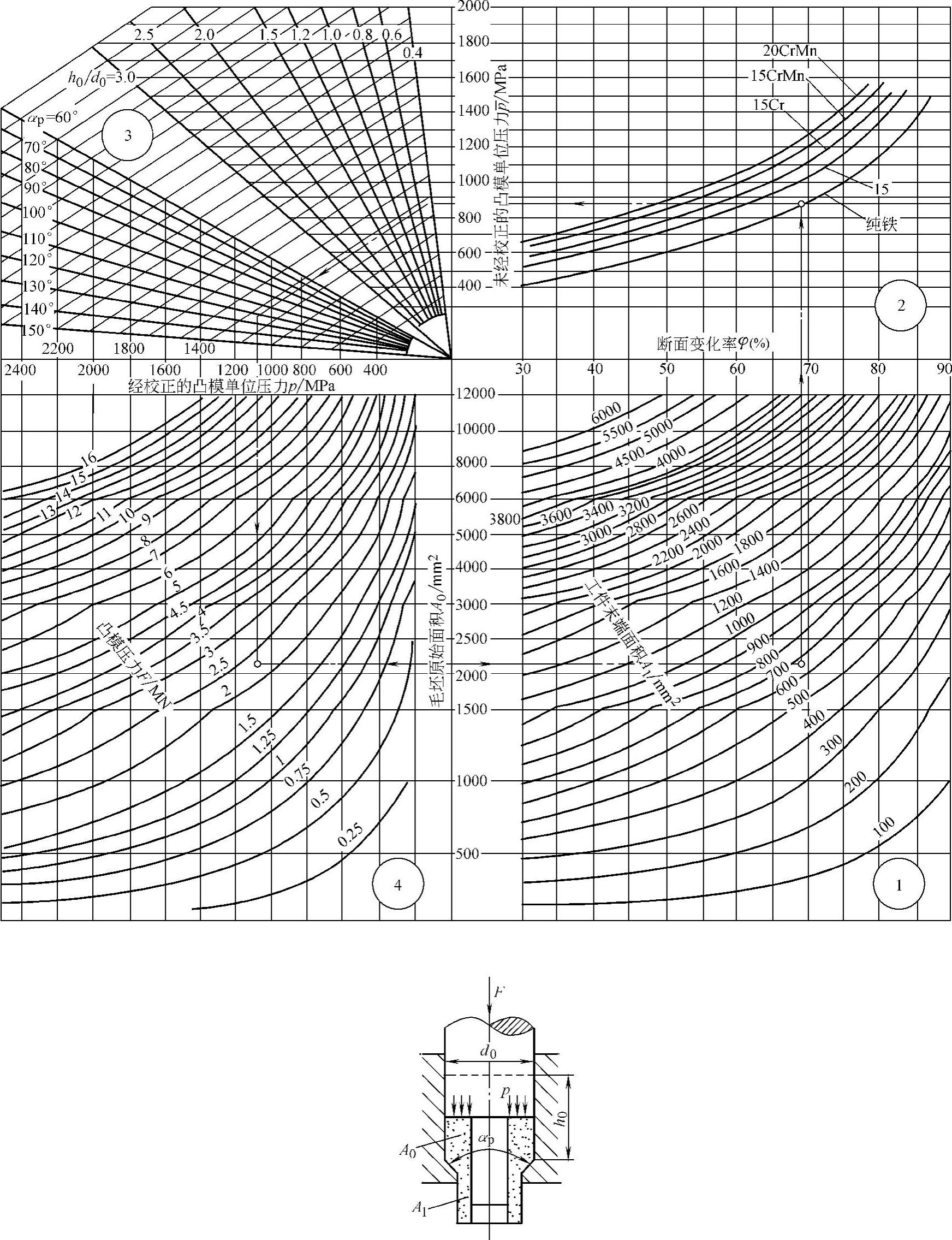
图7-22 钢铁材料正挤压空心件的挤压力图解(VDE数据表)
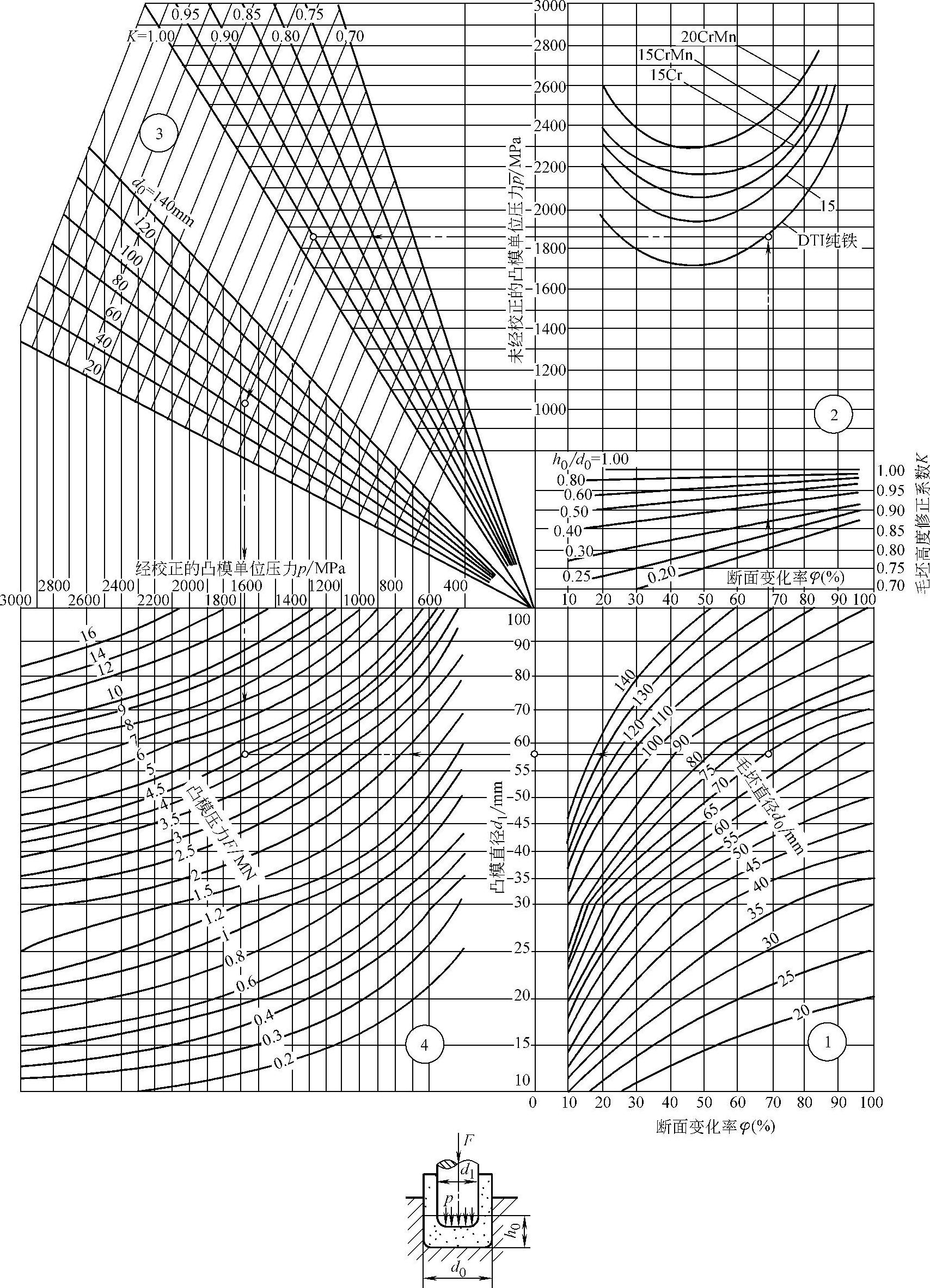
图7-23 钢铁材料反挤压筒形件的挤压力图解(VDE数据表)
 (https://www.xing528.com)
(https://www.xing528.com)
图7-24 钢铁材料正挤压实心件的挤压力图解(ICFG数据表)
表7-22~表7-25及图7-31给出了不同条件下的单位挤压力的经验数据与资料。
例7 - 3 正挤压实心件,已知冷挤压材料为纯铁,毛坯直径(或凸模直径)d0=75mm,毛坯高度h0=110mm,挤压后直径d1=45mm,凸模中心锥角αp=90°,求单位挤压力和挤压力。
解:从图7-21中①区找到d0=75mm,作水平线与d1=45mm相交,从交点垂直向上求得断面变化率φ=64%;由φ=64%向上进入②区与纯铁曲线相交,由交点作水平线得未经修正的单位挤压力p=850MPa;继续向左进入③区进行修正,先找毛坯相对高度h0/d0=110/75=1.5斜线进行相对高度的修正,然后找αp=90°进行凹模中心锥角的修正,垂直向下得到修正后的单位挤压力p=1050MPa;最后垂直向下进入④区与d0在④区中作水平线相交,求得挤压力F=4.5MN。
例7 - 4 反挤压筒形件,已知挤压材料为纯铁,毛坯直径d0=70mm,高度h0=35mm,凸模直径d1=58mm,求单位挤压力和挤压力。
解:从图7-23①区查凸模直径d1=58mm,作水平线与毛坯直径d0=70mm相交,从交点垂直向上求得断面变化率φ=69%;再向上进入②区与毛坯相对高度h0/d0=35/70=0.5曲线相交,由交点的横坐标线得修正系数K=0.94;由交点再向上与纯铁材料曲线相交,得未经校正的凸模单位压力p=1860MPa;再向左进入③区进行修正,经毛坯修正系数K=0.94和毛坯直径d0=70mm的曲线进行修正后,得修正后的单位压力p=1660MPa;最后垂直向下进入④区,与凸模直径d1=58mm在④区的投影相交即得挤压力F=4.5MN。
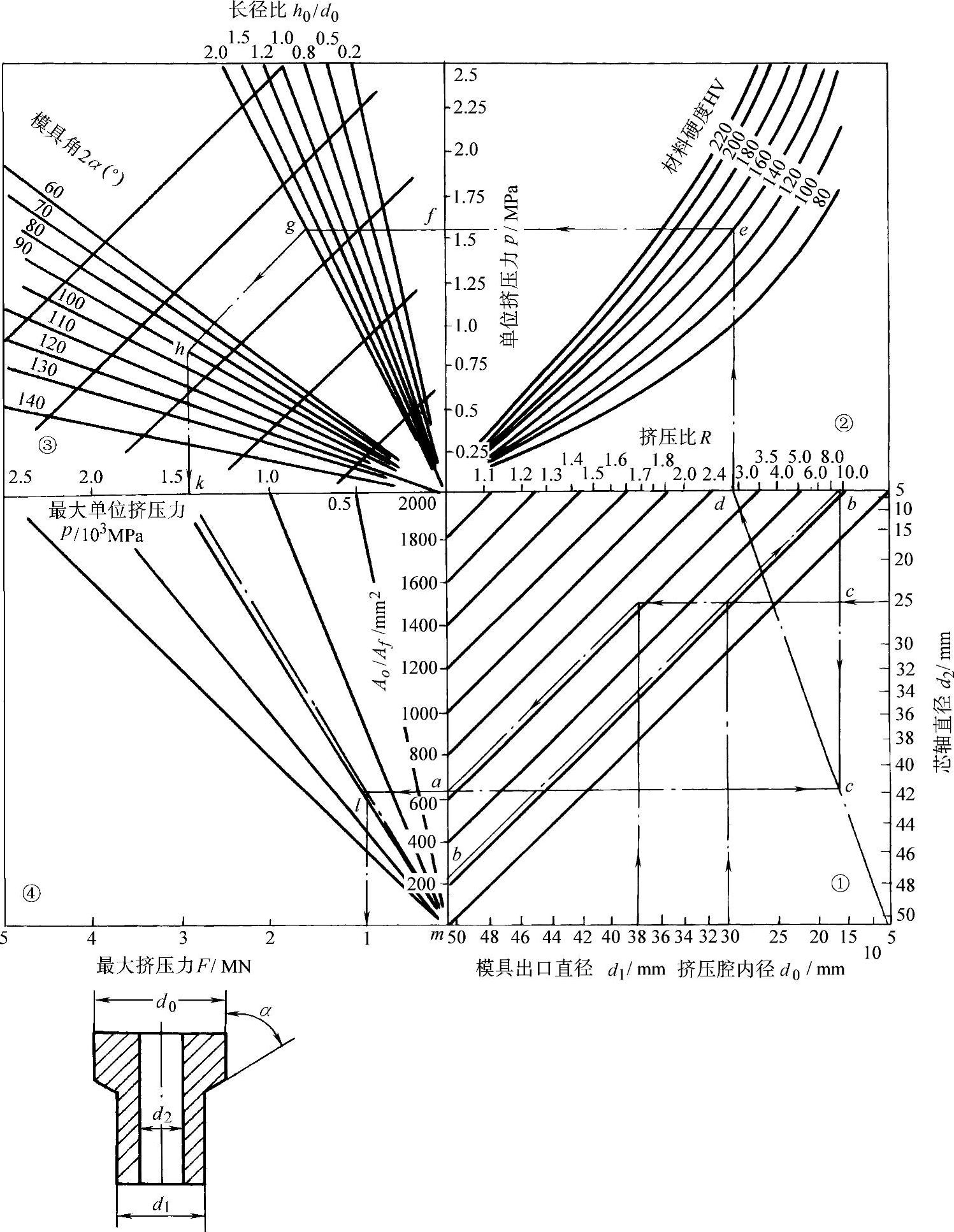
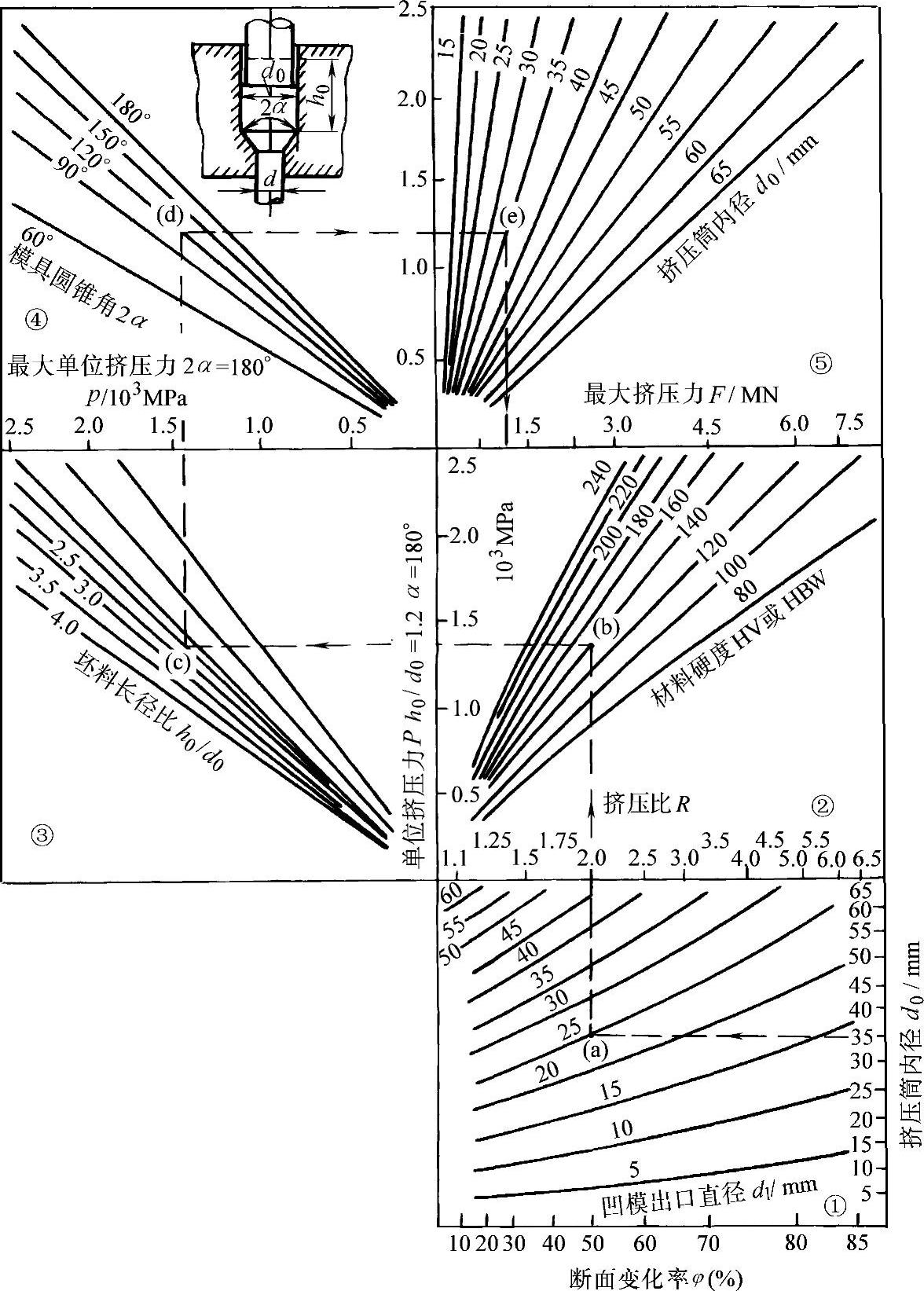
图7-25 钢铁材料正挤压空心件的挤压力图解(ICFG数据表)
例7 - 5 正挤压实心件,材料为30钢,硬度为138~145HBW,毛坯直径(或凸模直径)d0=35mm,毛坯长度h0=70mm,挤压后直径d1=25mm,凹模中心角αp=120°,求单位挤压力和挤压力。
解:从图7-24中①区找到d0=35mm,作水平线与挤压后直径d1=25mm相交;从交点垂直向上求得挤压比 ;由挤压比R=2向上进入②区与140HBW相交;由交点作水平线得未经修正的单位挤压力p=1.35×103MPa;继续向左进入③区,与毛坯相对高度h0/d0=70/35=2相交;由此点作垂线得修正后的单位挤压力p=1.45×103MPa;继续向上进行凹模中心角αp=120°中心角修正;由此交点作水平线进入⑤区,与毛坯直径d0=35mm相交进行修正后;由交点作垂线,得最大挤压力F=1.2MN。
;由挤压比R=2向上进入②区与140HBW相交;由交点作水平线得未经修正的单位挤压力p=1.35×103MPa;继续向左进入③区,与毛坯相对高度h0/d0=70/35=2相交;由此点作垂线得修正后的单位挤压力p=1.45×103MPa;继续向上进行凹模中心角αp=120°中心角修正;由此交点作水平线进入⑤区,与毛坯直径d0=35mm相交进行修正后;由交点作垂线,得最大挤压力F=1.2MN。
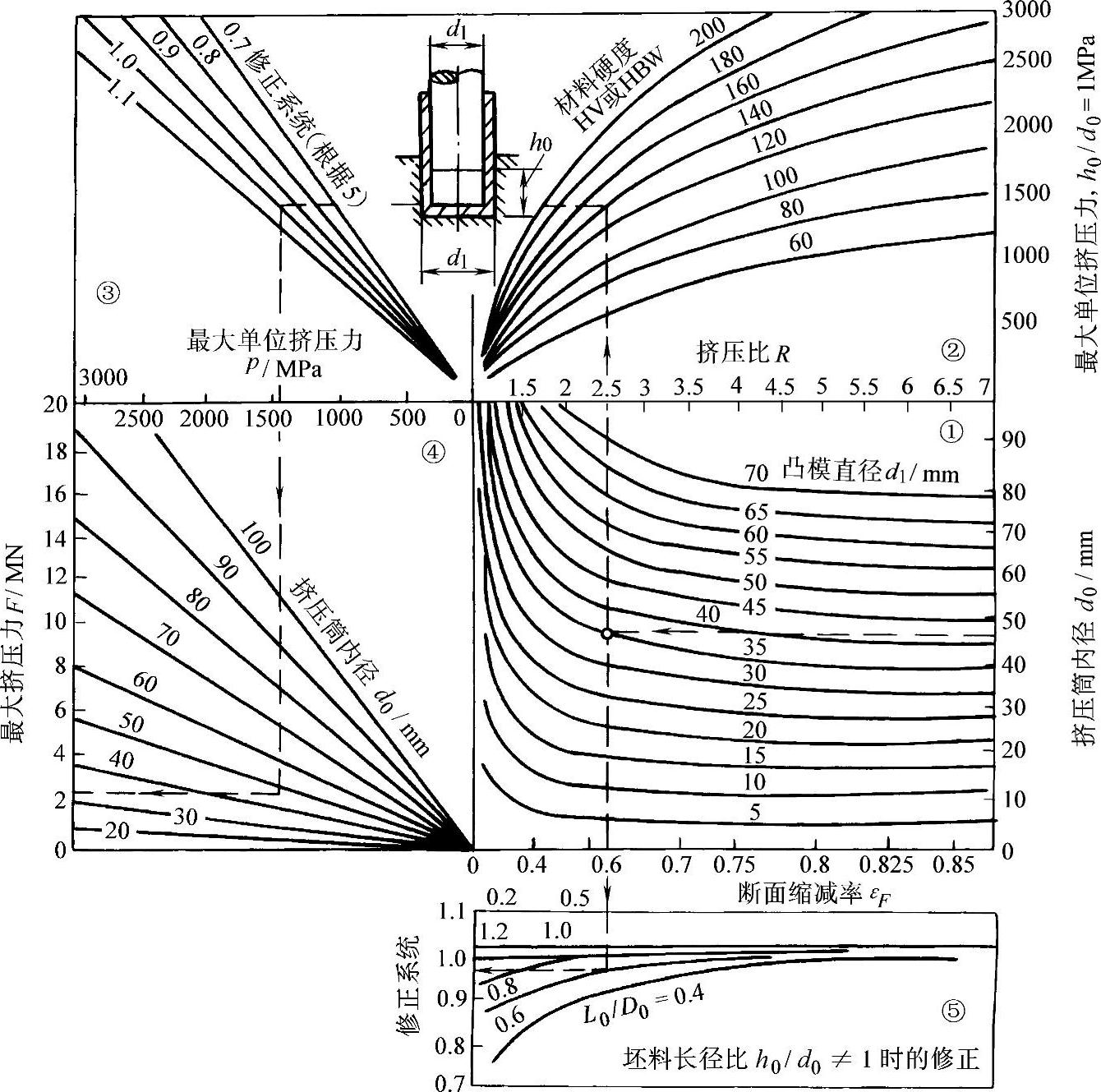
图7-26 钢铁材料反挤压杯形件的挤压力图解(ICFG数据表)
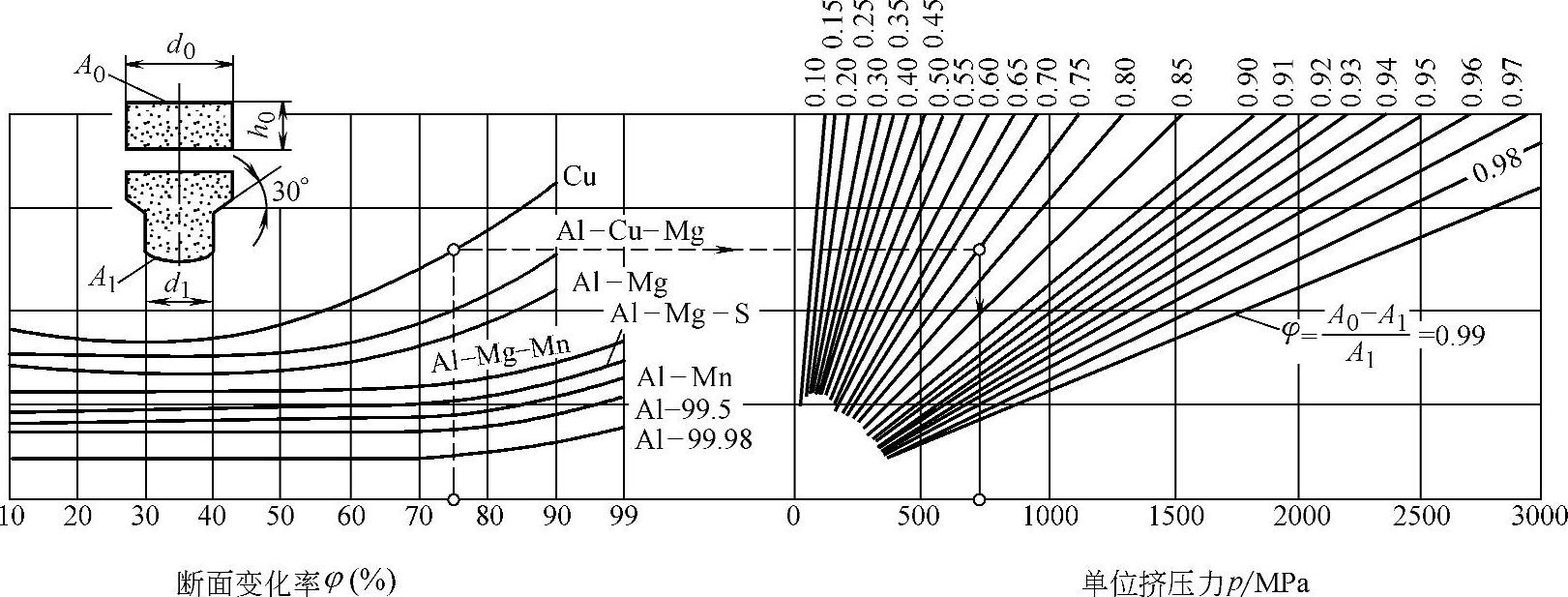
图7-27 非铁金属正挤压实心件的单位挤压力图解
例7 - 6 正挤压实心件如同7-30所示,材料为纯铜T1。
解:先求断面变化率φ
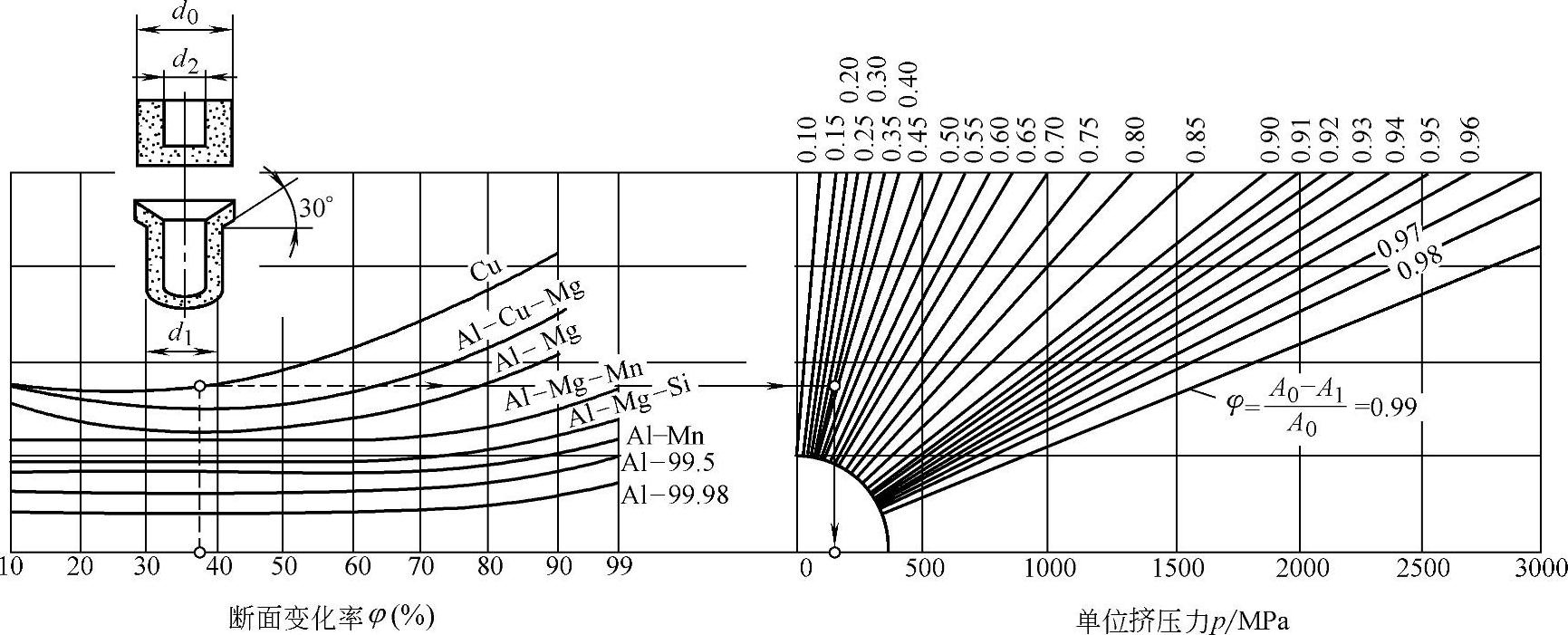
图7-28 非铁金属正挤压空心件的单位挤压力图解
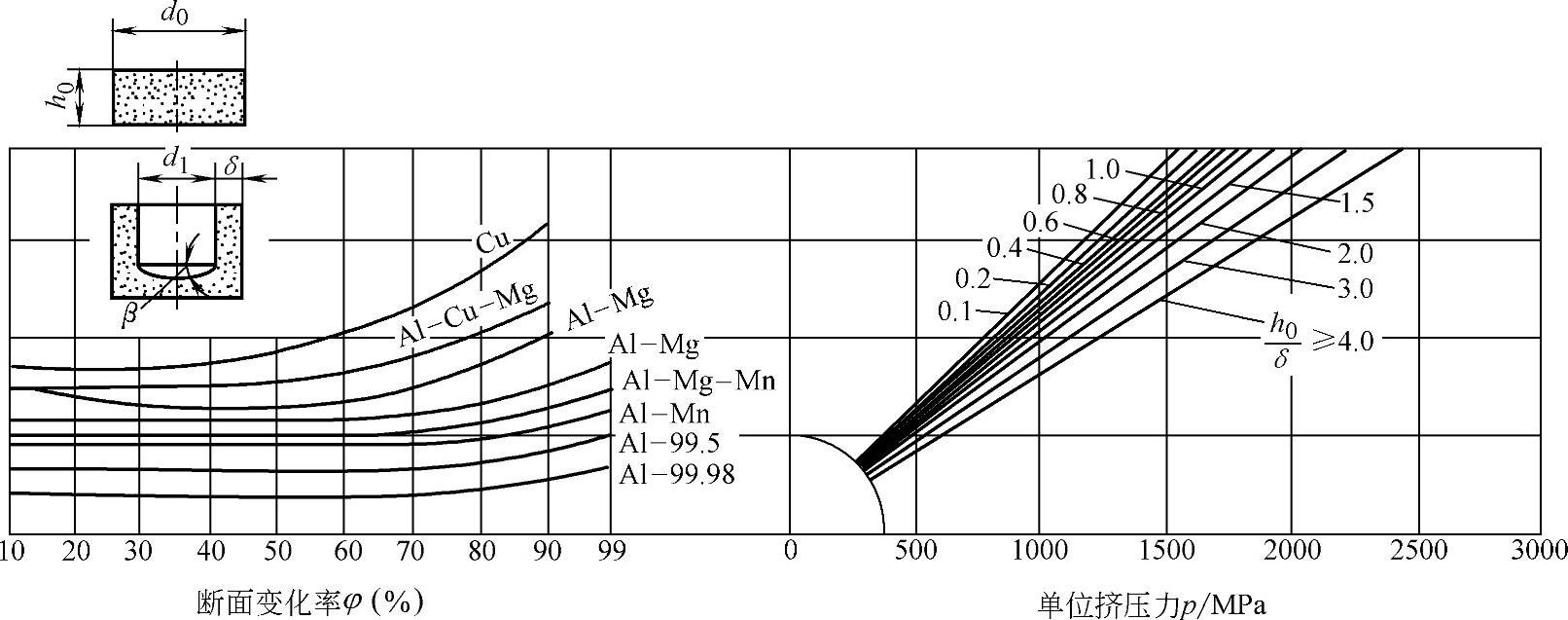
图7-29 非铁金属反挤压筒形件的单位挤压力图解

从图7-27找到φ=74%作垂线向上和Cu曲线相交,从交点向右作水平线与断面变化率φ=0.74斜线相交,从交点垂直向下和单位挤压力相交,得单位挤压力p=700MPa。
将p代入式(7-1)

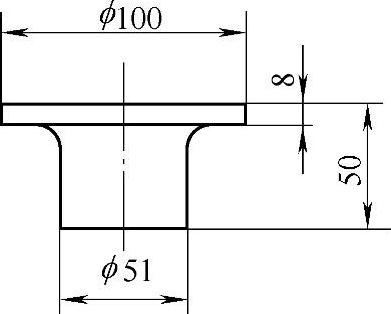
图7-30 正挤压实心件
表7 - 22 钢实心件正挤压单位挤压力 (单位:MPa)
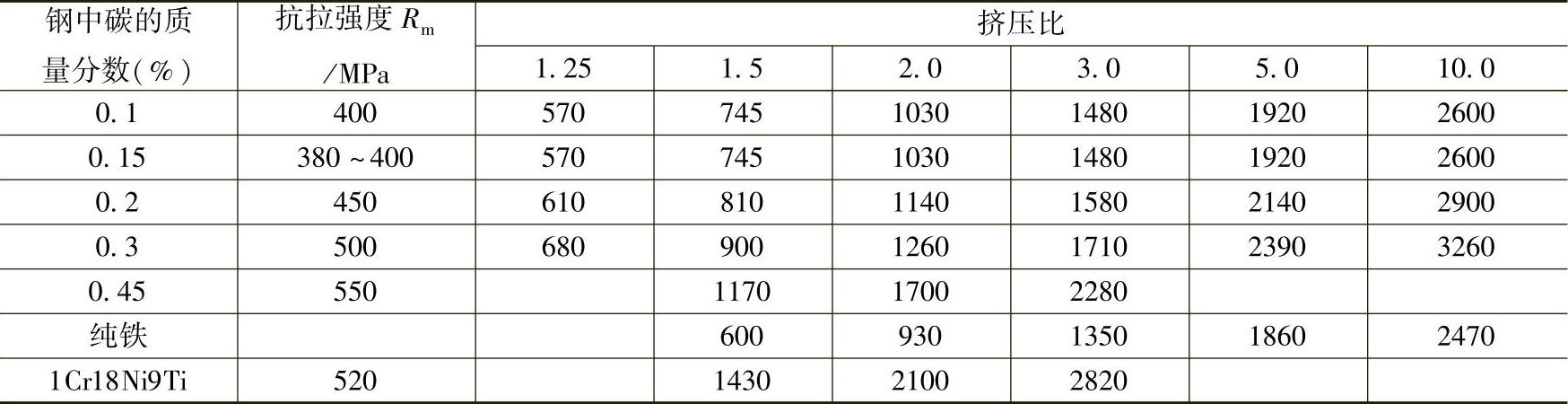
表7-23 铝实心件正挤压单位挤压力 (单位:MPa)

表7-24 筒形件反挤压单位挤压力 (单位:MPa)
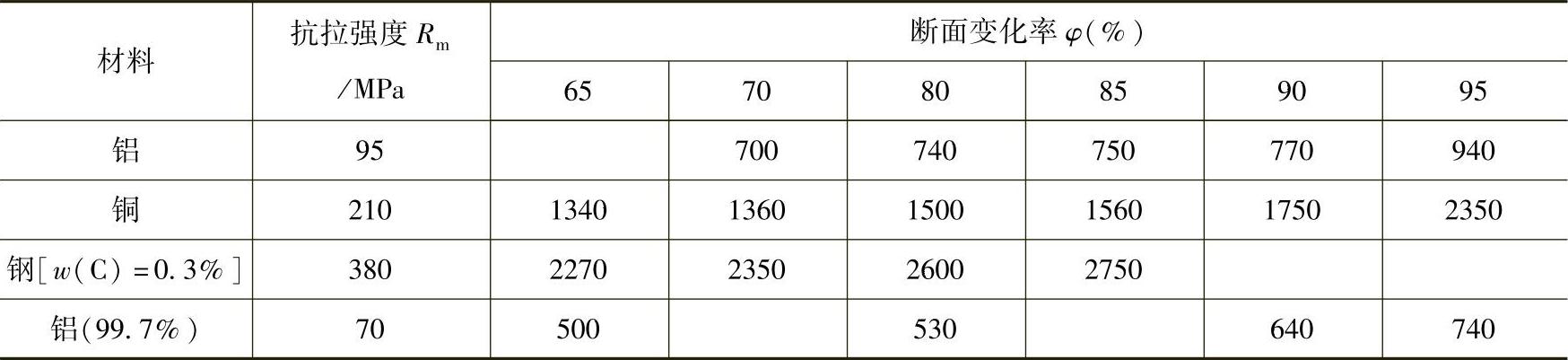
表7-25 筒形件反挤压单位挤压力 (单位:MPa)

3.复合冷挤压力
图7-31所示为常用的三种典型的复合挤压,当金属向正、反两个方向的流动为自由的情况下,其冷挤压力可作如下考虑:
1)图7-31a、b是上下对称的杆形件和上下对称的筒形件正、反复合挤压。在其稳定挤压阶段的挤压力与一个方向上的单独挤压力都小,所以,可以用前面的计算公式或图形算法确定挤压力。
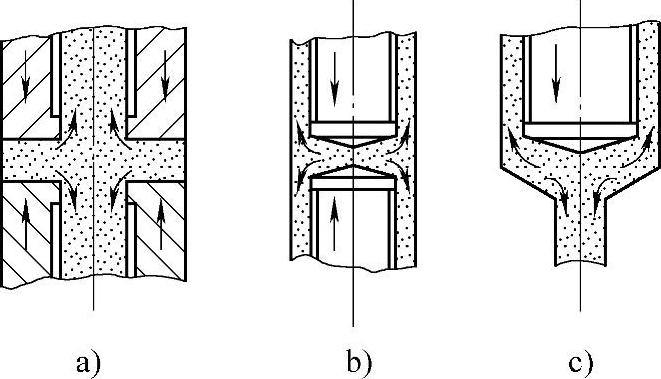
图7-31 复合挤压
2)图7-31c所示为正挤压杆形件,反挤筒形件的筒杆复合挤压,先分别计算出纯正挤压或纯反挤压的挤压力,然后乘以比值即可得到复合挤压的挤压力。即
F=K1Fa (7-2)
F=K2Fb (7-3)
式中 F——复合挤压力(kN);
Fa——纯正挤压力(kN);
Fb——纯反挤压力(kN);
K1——复合挤压力与纯正挤压力比值,由图7-32查得;
K2——复合挤压力与纯反挤压力比值,由图7-33查得。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。