



图6-16所示为用预冲孔定位的小孔翻边模。将制件预冲孔套在翻边凸模8、26端面小直径上以孔定位,当压力机下行时,翻边凸模伸入翻边凹模20、23中翻边成形。由于翻边后孔会紧紧箍在翻边凸模上,因而由卸料板9、弹簧28、卸料螺钉29组成的卸料装置将翻边后的孔从凸模上顶出去。由于翻孔精度较高,采用小间隙翻边,从凸模上顶出的制件也可能卡在凹模内。因此由推件块10、连接推杆11、推板15、打杆13组成的推件装置将制件从凹模内推出。
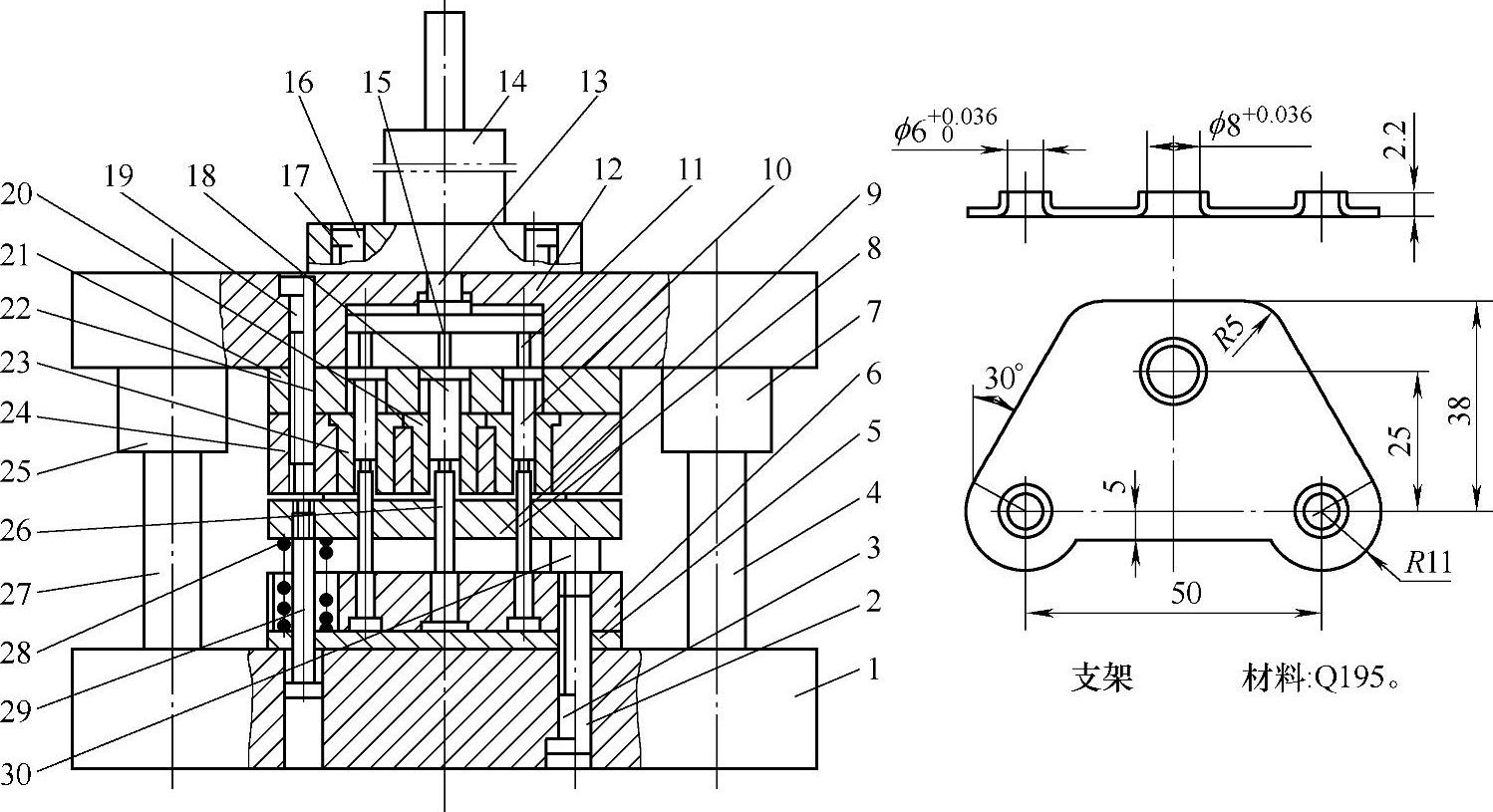
图6-16 预冲孔定位小孔翻边模
1—下模座 2、16、22—销 3、17、19—螺钉 4、27—导柱 5、21—垫板 6、24—固定板 7、25—导套 8、26—翻边凸模 9—卸料板 10、18—推件块 11—连接推杆 12—上模座 13—打杆 14—模柄 15—推板 20、23—翻边凹模 28—弹簧 29—卸料螺钉 30—小导柱

图6-17 靠拉深件内形定位的中、大型孔翻边模
1—下模座 2、23—导柱 3—支座 4、11—弹簧 5—凹模 6—顶件块 7—制件 8、20—导套 9—卸料板 10—上模座 12—卸料螺钉 13—凸模 14、16、21—销 15—模柄 17、22—螺钉 18、24—垫板 19—固定板
图6-17所示为用于靠拉深件内形定位的中、大型孔翻边模。将拉深件套在翻边凹模5的外缘上定位,翻边后由卸料板9、卸料螺钉12、弹簧11组成的卸料装置将制件从凸模13上卸下来。然后由顶件块6、弹簧4、支座3组成的顶件装置将制件从凹模中顶出。(https://www.xing528.com)
图6-18所示为落料、拉深、冲孔翻边制件,图6-19所示为落料、拉深、冲孔、翻边复合模。当上模下行时,落料凹模6和落料拉深凸凹模7落料,紧接着落料拉深凸凹模7和拉深翻边凸凹模37进行拉深。同时凸模34和冲孔翻边凸凹模29冲孔后,接着冲孔翻边凸凹模29和凸凹模拉深翻边37进行翻边,接着成形板33进行压形,当成形板33和冲孔翻边凸凹模29下面接触,将对制件进行整形。
上模回升时,装在下模的顶件装置,通过顶杆40、41,顶件块35、36将制件从拉深翻边凸凹模37中向上顶出。紧接着通过打杆22、推板44、成形板33将冲孔废料和制件向下推出。由于冲孔废料可能吸附在推板44上,故在推板44上加推杆16和橡胶26组成的推件装置。
图6-18 落料、拉深、冲孔翻边制件

图6-19 落料、拉深、冲孔、翻边复合模
1—下模座 2、13、17—螺钉 3、31—导柱 4、14、18、23—销 5—中垫板 6—落料凹模 7—落料拉深凸凹模 8、30—导套 9—弹压卸料板 10—连接推杆 11—上模座 12、38—凸凹模固定板 15—垫圈 16—推杆 19、20—螺母 21—模柄 22—打杆 24—推板 25—支承销 26—橡胶 27、39—垫板 28—卸料螺钉 29—冲孔翻边凸凹模 32—弹簧 33—成形板 34—凸模 35、36—顶件块 37—拉深翻边凸凹模 40、41—顶杆 42—导料销 43—挡料销 44—推板
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。