



为了解决拉深过程中的起皱问题,生产中常采用压边圈将料压牢进行拉深,是否采用压边圈可由表5-56中所列条件确定。
表5 - 56 拉深时是否采用压边圈的条件

1.压料装置
(1)弹性压料装置 这种装置多用于普通单动压力机上,其压料力随压力机的行程而变化,有弹簧压边装置。如将橡胶改为弹簧即为弹簧压料装置。橡胶压料装置如图5-63所示,气垫压料装置或氮气弹簧压料装置,如图5-64所示。
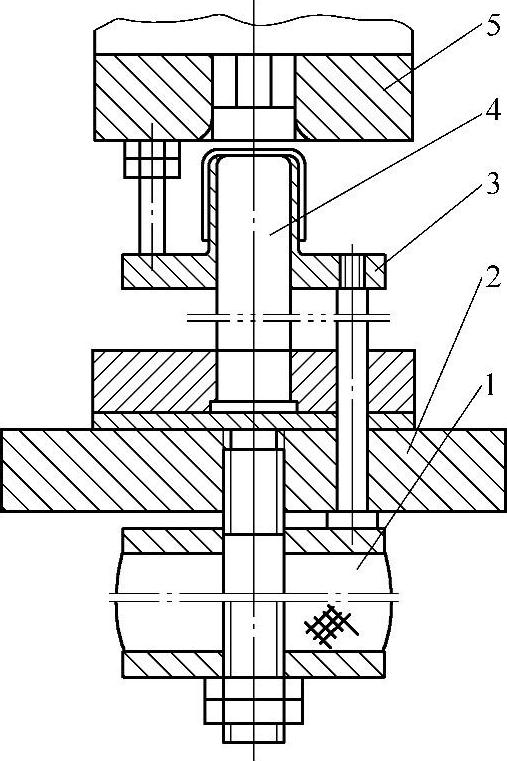
图5-63 橡胶压边装置
1—橡胶 2—下模座 3—定位套 4—凸模 5—凹模
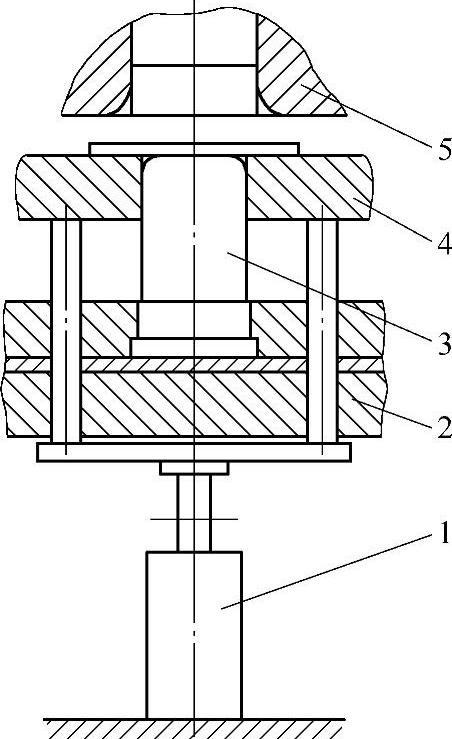
图5-64 气垫压料装置
1—气垫 2—下模座 3—凸模 4—压边圈 5—凹模
这三种压边装置压料力的变化曲线如图5-65所示,从图中可看出,弹簧和橡胶压边装置的压力随行程的增大而升高,而实际上随着拉深深度的增加,所需的压料力逐渐减小,因此这两种压边装置的效果不理想,易造成拉裂,一般适用于浅拉深。气垫式压边装置的压料力随行程变化的变化量很小,因此压边效果较好。但它结构复杂,制造、使用、维修都困难,并需使用压缩空气,因而中、小型企业很少使用,近年来,逐渐被氮气弹簧所代替。
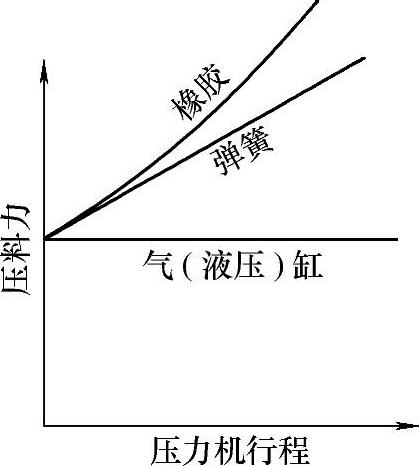
图5-65 压边装置压料力的变化曲线
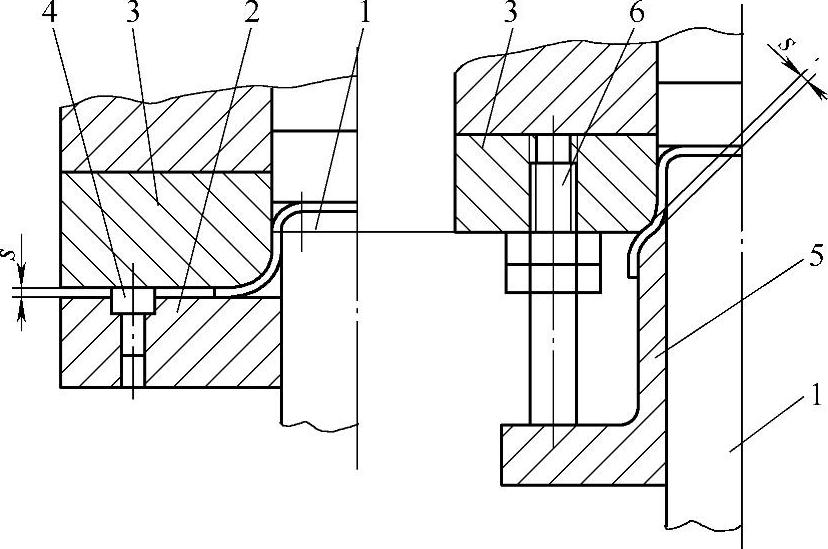
图5-66 带限位装置的压边圈(https://www.xing528.com)
1—凸模 2—压边圈 3—凹模 4—限位销5—定位套(压边圈) 6—限位杆
在拉深过程中,为了防止压边圈将毛坯压得太紧,可采用带限位装置的压边圈,如图5-66所示,使压边圈和凹模之间始终保持一定距离S。拉深钢制件时,S=1.2t,拉深铝合金制件时,S=1.1t。
(2)刚性压料装置 这种压料装置用于双动压力机上,压边圈安装在外滑块上,拉深凸模安装在内滑块上,如图5-67所示。压料力由外滑块产生,拉深过程中压边平稳,压料力不变,适用于拉深大型制件。
2.压料力的计算
压料力过小会起皱,压料力太大会拉裂,因而应在不起皱的情况下压料力越小越好。拉深时压料力的计算可按表5-57所给公式进行。
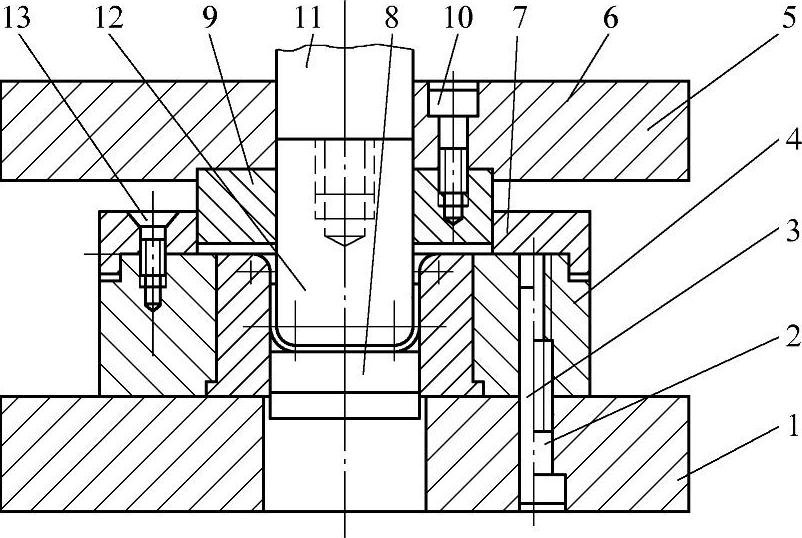
图5-67 刚性压料装置
1—下模座 2、10、13—螺钉 3—销 4—凹模套 5—凹模 6—上模座 7—定位板 8—顶件板 9—压边圈 11—压力机螺杆 12—凸模
表5 - 57 拉深时压料力计算

表5 - 58 单动压力机上拉深时单位面积压料压强

表5 - 59 双动压力机上拉深时单位面积压料压强

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。