



【摘要】:拉深模间隙过小,会使制件壁部厚度严重变薄甚至拉裂。拉深模间隙过大,则毛坯材料容易起皱,拉深件锥度大,精度低。表5 - 53 有压边圈拉深时的单边间隙对于精度要求高的制件,为保证尺寸精度,必须减小拉深后的回弹,因而最后一次拉深时,常采用负间隙拉深,其单边间隙为Z=t 3)对于盒形件拉深模,凸、凹模之间的间隙可参照圆筒形件拉深模凸、凹模之间的间隙选取。但最后一次拉深模间隙,圆角部分的间隙比直边部分大0.1t。
拉深模间隙小,则拉深力大,凹模磨损大,模具寿命低。但拉深件回弹小,精度高。拉深模间隙过小,会使制件壁部厚度严重变薄甚至拉裂。拉深模间隙过大,则毛坯材料容易起皱,拉深件锥度大,精度低。
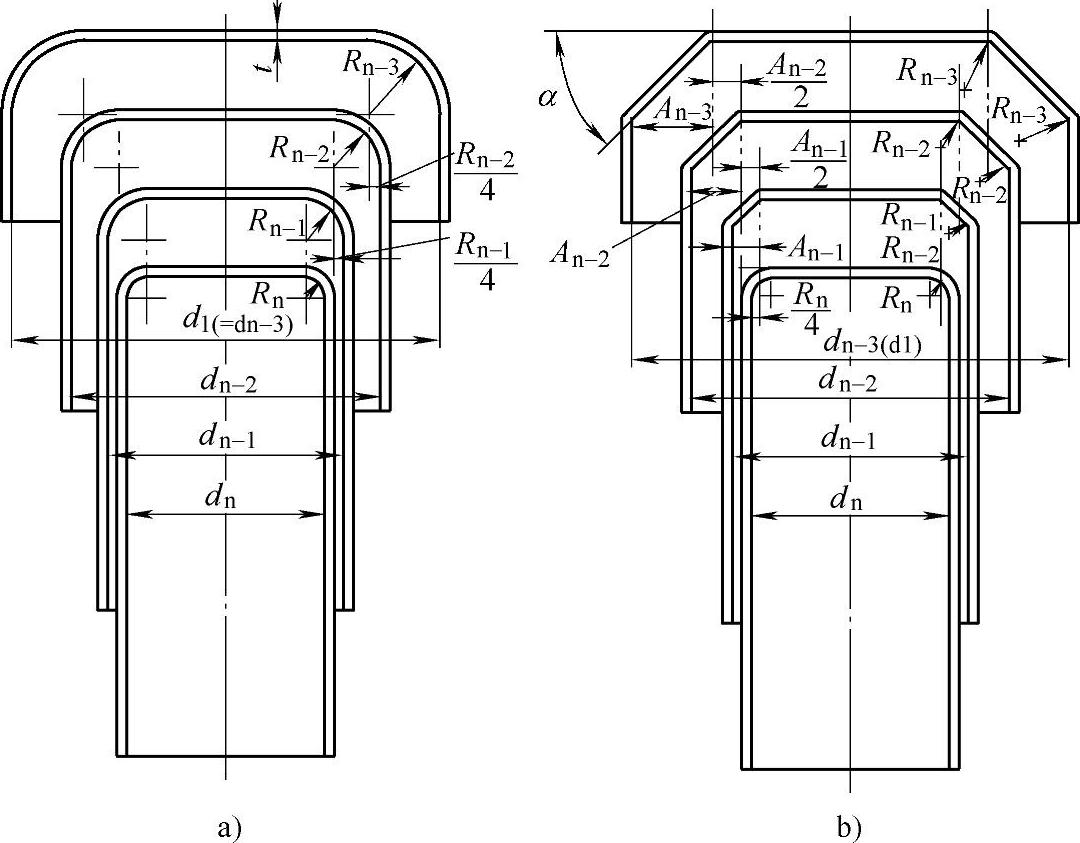
图5-61 凸模圆角半径
a)用于初次拉深d1<60t,最后一次拉深的凸模圆角半径和前一次拉深凸模圆角半径的中心应在同一直线上。 b)用于初次拉深d1>60t
b)用于初次拉深d1>60t 依此类推 斜角αt≤0.7mm α=30°t>0.7~1.5mm α=40°t>1.5mm α=45°
依此类推 斜角αt≤0.7mm α=30°t>0.7~1.5mm α=40°t>1.5mm α=45°
1)无压边圈的拉深模其间隙为
Z=(1~1.1)tmax (5-46)
式中 Z——拉深模凸、凹模之间的单边间隙(mm);
tmax——材料最大极限厚度(mm)。
首次拉深和中间各工序拉深或精度不高制件的拉深取Z=1.1t,最后一次拉深或精度要求高的制件的拉深取Z=t。
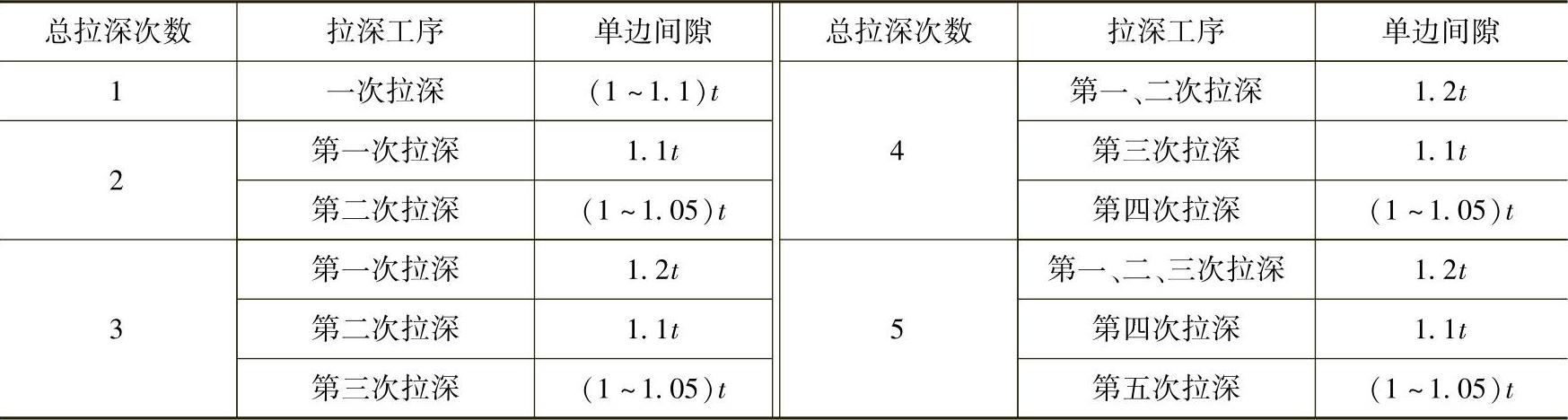
2)有压边圈的拉深模,其间隙可按表5-53确定。
表5 - 53 有压边圈拉深时的单边间隙
 (https://www.xing528.com)
(https://www.xing528.com)
对于精度要求高的制件,为保证尺寸精度,必须减小拉深后的回弹,因而最后一次拉深时,常采用负间隙拉深,其单边间隙为
Z=(0.9~0.95)t (5-47)
3)对于盒形件拉深模,凸、凹模之间的间隙可参照圆筒形件拉深模凸、凹模之间的间隙选取。但最后一次拉深模间隙,圆角部分的间隙比直边部分大0.1t。这是由于材料在角落部分会变厚的缘故。圆角部分的间隙确定方法如图5-62所示。
当制件尺寸标注在内形时,凹模平面转角的圆角半径为

当制件尺寸标注在外形时,凸模平面转角的圆角半径为
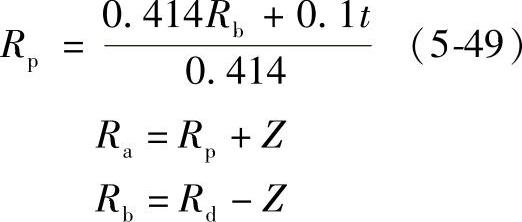
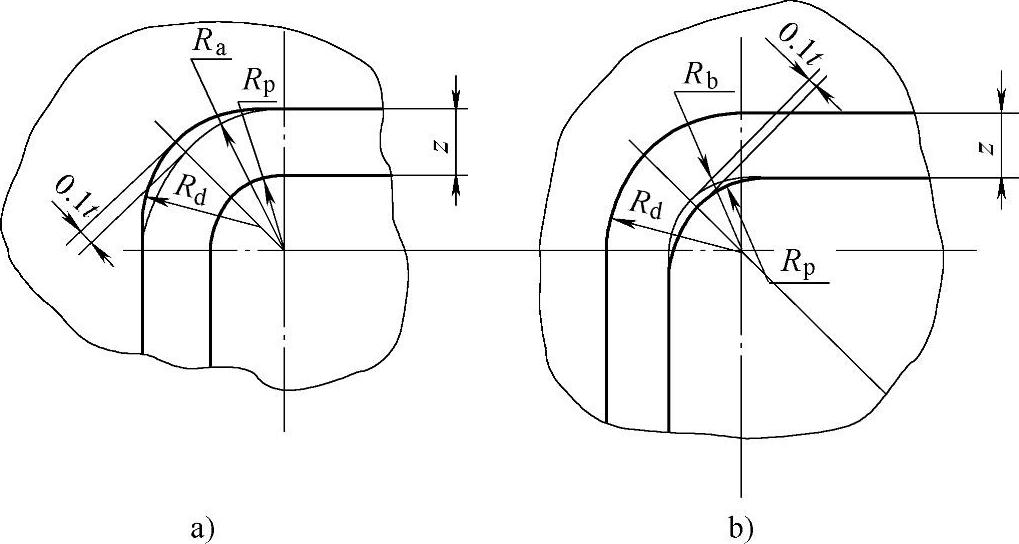
图5-62 矩形件拉深模角部间隙的确定
a)尺寸标注在内形 b)尺寸标注在外形
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。