



1.浅抛物线形制件(h/d<0.5~0.6)
其变形特点及拉深方法与半球形制件相似。图5-53所示为灯罩及其拉深模。材料为08钢,厚度为0.8mm,经计算得毛坯直径D=280mm,根据h/d=0.58,(t/D)×100=0.29,所以采用上述半球形的第三种成形方法,即用有两道压料肋的凹模进行拉深。
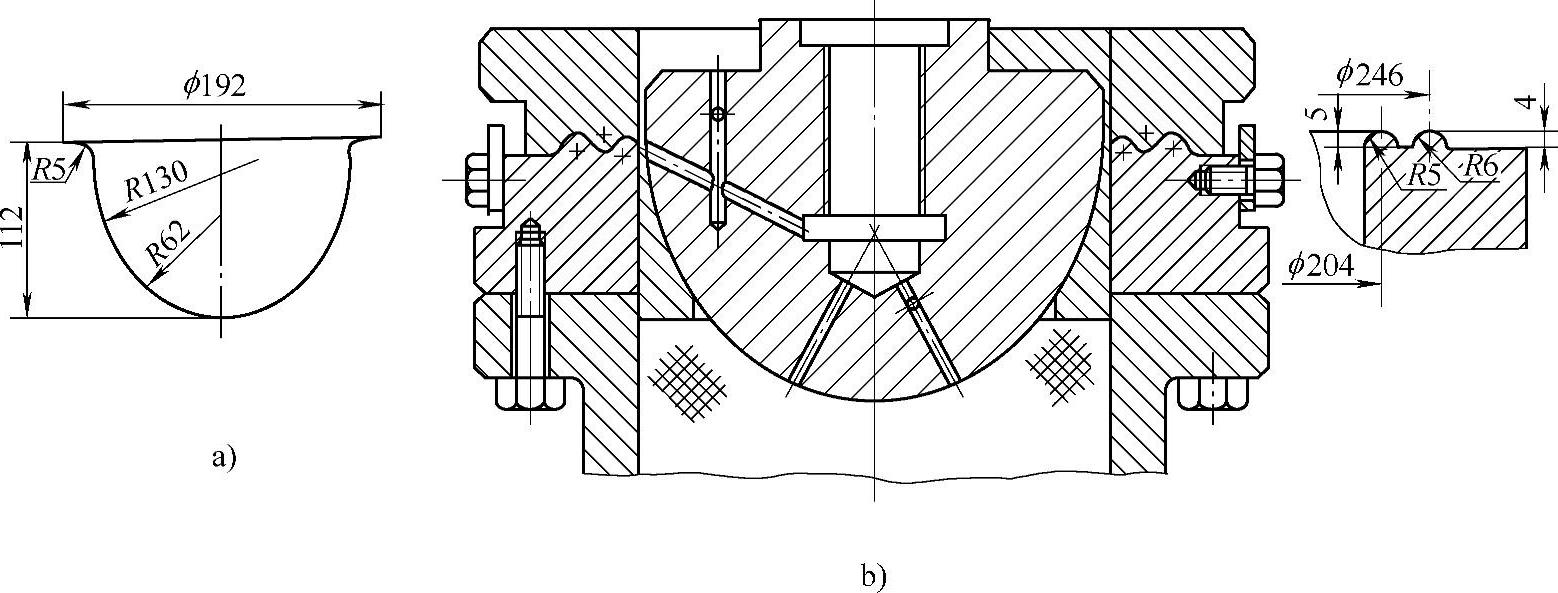
图5-53 灯罩及其拉深模
a)制件图 b)拉深模
2.深抛物线形制件(h/d>0.6)
此类制件一般需多次拉深,逐步成形,常用的拉深方法如下:
(1)直接拉深法 材料相对高度较小h/d≈0.6~0.7,材料相对厚度较大时,由于产生起皱的可能性小,一般可以使制件上部按图样尺寸拉成近似形,然后再次拉深时使制件下部接近图样尺寸,最后全部拉深成形,如图5-54a所示。材料相对高度较小,材料相对厚度较小时,首先作预备形状,凸模头部制成带锥度的或普通圆弧形状,然后再多次拉深,使制件成形,如图5-54b所示。
(2)阶梯拉深法 经多次拉深到大直径,再保持拉深直径不变,拉深成近似形状的阶梯圆筒形件,最后以胀形成形,如图5-55所示。
(3)反拉深法 首先拉深成圆筒形,然后反拉深逐渐拉深成所需形状。此方法对h/d较大、t/D较小的抛物线形制件的效果很好,如图5-56所示。
(4)液压机械拉深法 在拉深过程中,毛坯在液压作用下,在凸、凹模的间隙之间形成反凸而构成液体“凸坎”,它起着拉深肋的作用,同时凸模下压时造成的液压压力使毛坯反拉而贴靠凸模成形,创造了良好的拉深条件,可减少拉深次数,如图5-57所示。(https://www.xing528.com)

图5-54 抛物线形制件的直接拉深法

图5-55 抛物线形制件的阶梯拉深法
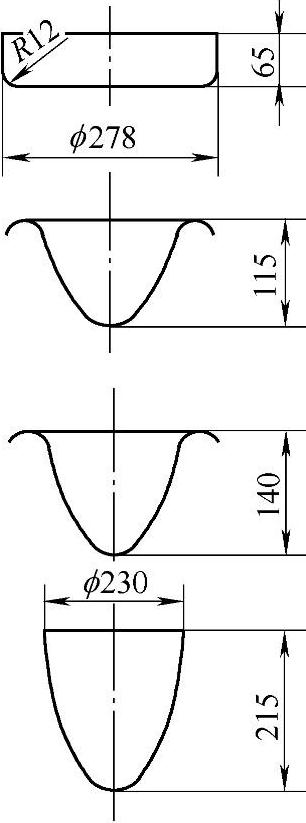
图5-56 抛物线形件的反拉深法

图5-57 抛物线形制件的液压机械拉深法
1—压力控制阀 2—下模座 3—凹模 4—密封阀 5—凸模 6—压边圈
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。