



【摘要】:图5-50 球形制件的形式1)半球形制件。图5-51 不带压边圈的球形件拉深图5-52 拉深肋凹模拉深2)当球形制件带有高度h=d的直壁或带有凸缘使d1=d时,虽然变形程度有所加大,但对球面的成形却有好处。因此,对于不带凸缘和不带直壁的球形制件的表面质量和尺寸精度要求高时,可加大毛坯尺寸,形成凸缘拉深之后再切除。当毛坯直径D>9rt时,应加大毛坯直径,并用强力压边圈或带压料肋的模具进行拉深,以克服回弹并防止毛坯在成形时产生偏移。
球形制件一般有如图5-50所示几种形式。

图5-50 球形制件的形式
1)半球形制件。半球形制件如图5-50a所示,其拉深系数为

这说明半球形制件变形程度不大,一次拉深就可成形,但由于球形制件拉深时,有部分材料处于悬空状态,材料薄容易起皱,所以不能简单地用拉深系数来衡量,而应以毛坯的相对厚度作为判断成形难易程度和选择拉深方法的依据。
① 当(t/D)×100>3时,由于稳定性好,可不用压边圈一次拉深成形,在最后进行整形,如图5-51所示。
② 当(t/D)×100=0.5~3时,需要用压边圈或反向拉深方法。(https://www.xing528.com)
③ 当(t/D)×100<0.5时,稳定性差,一般采用带拉深肋的凹模或反向拉深的方法,带拉深肋的凹模拉深如图5-52所示。
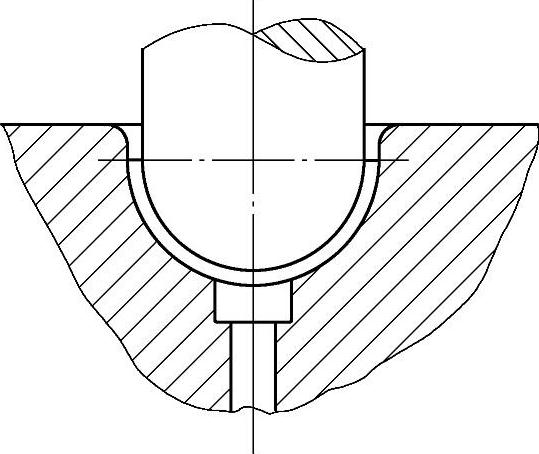
图5-51 不带压边圈的球形件拉深

图5-52 拉深肋凹模拉深
2)当球形制件带有高度h=(0.1~0.2)d的直壁(图5-50c)或带有凸缘使d1=(1.2~2)d时(图5-50b),虽然变形程度有所加大,但对球面的成形却有好处。因此,对于不带凸缘和不带直壁的球形制件的表面质量和尺寸精度要求高时,可加大毛坯尺寸,形成凸缘拉深之后再切除。
3)高度小于球面半径的浅球形制件(图5-50d)在成形时,除了容易起皱外,坯料还容易偏移,卸载后还有一定的回弹。所以当毛坯直径D≤9rt时,可以不压料,用球形底的凹模一次成形。当球面半径r较大,材料厚度t和深度较小时,必须按回弹量修模。当毛坯直径D>9rt时,应加大毛坯直径,并用强力压边圈或带压料肋的模具进行拉深,以克服回弹并防止毛坯在成形时产生偏移。多余的材料可在成形后切边。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。