



1.矩形件的修边余量
无凸缘矩形件的修边余量见表5-21,有凸缘矩形件的修边余量可参考表5-2选取(将dt/d改为Bt/B即可)。
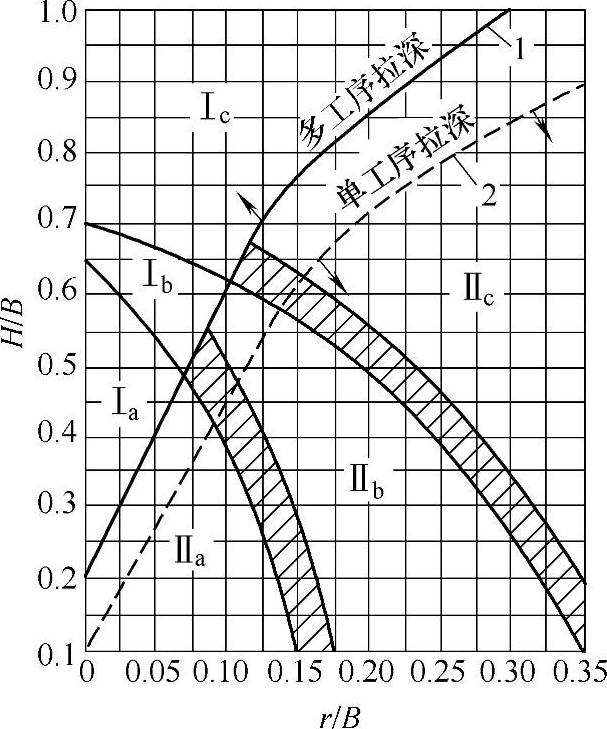
图5-14 矩形件不同拉深情况的分区图
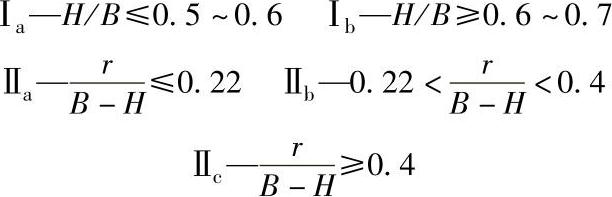
表5-21 无凸缘矩形件的修边余量
2.一次拉深成形的矩形件毛坯尺寸的计算
(1)角部圆角半径较小的低矩形件Ⅱa区 这一区域的矩形件在拉深过程中,只有微量的材料从矩形件的圆角处转移到侧壁上,几乎没有增补侧壁高度,其毛坯尺寸的计算和作图顺序如下:
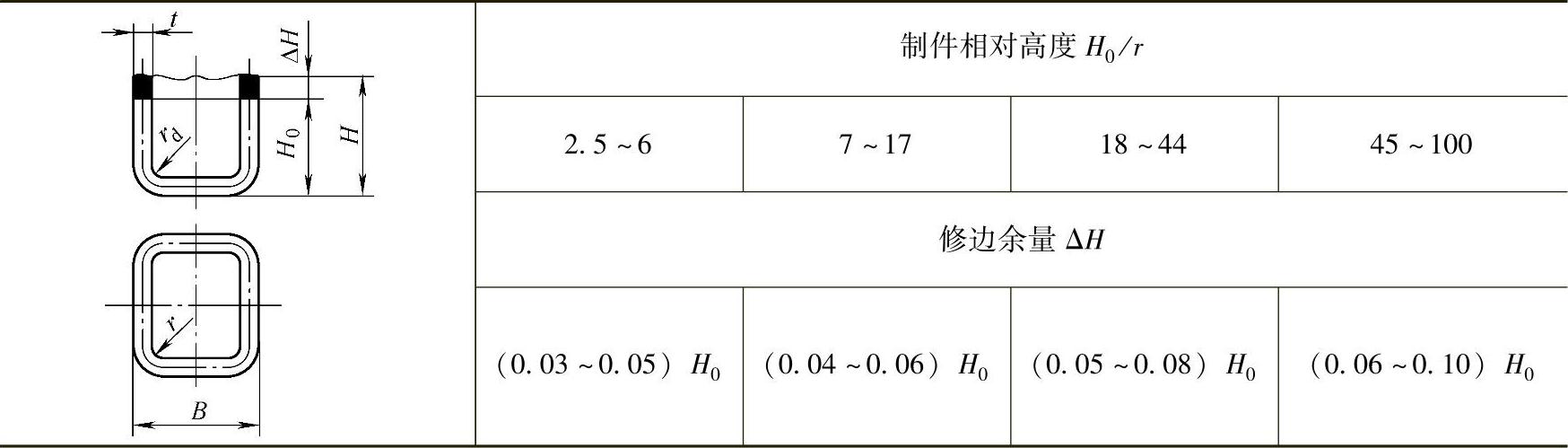
1)首先将矩形件的直边按弯曲变形计算,圆角部分按四分之一圆筒形拉深变形分别展开得ABCDEF轮廓的坯料,如图5-15所示。其中
无凸缘时,l=H+0.57rd (5-11)

有凸缘时,l=H+Rt-0.43(rt+rd) (5-14)

式中,H、Rt当制件高度较小又要求不高时可不加修边余量,否则应加修边余量。
图5-15 低矩形件毛坯作图法
2)修正展开的毛坯形状,使圆角到直边光滑过渡,作法是:从BC、ED中点作圆弧R的切线,再以R为半径作圆弧与直边和切线相切,这时面积a1=a2。
(2)角部圆角半径较大的低矩形件Ⅱb区 这时制件的角部圆角半径较大,拉深时从圆角处转移到侧壁处的材料增多,其毛坯尺寸的计算和作图应先按上述方法作出l、R,如图5-16所示,然后按下述方法修正:
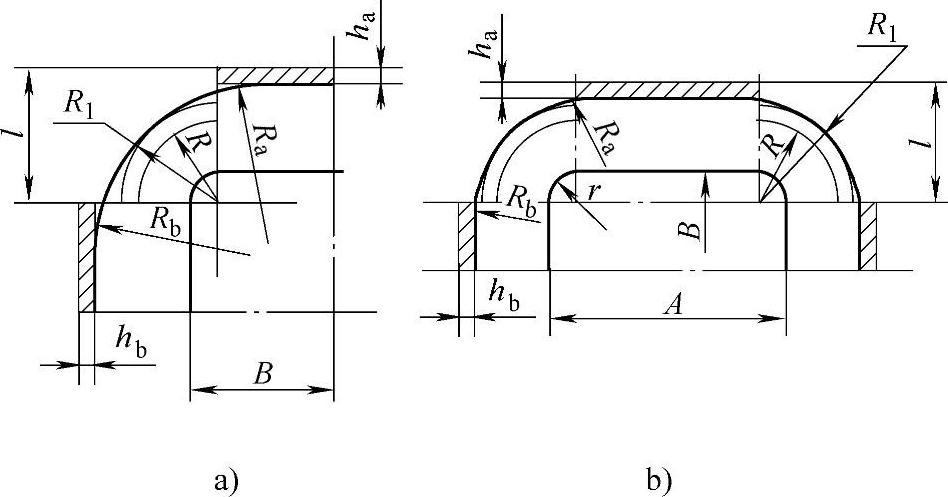
图5-16 角部圆角半径较大的低矩形件的毛坯作图法
a)正方形 b)矩形
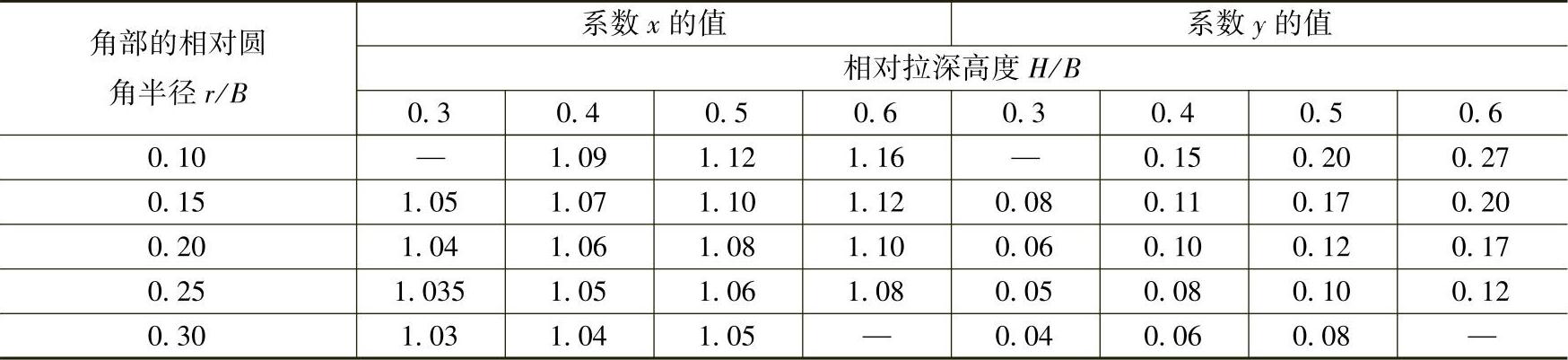
1)对圆角部分展开后的半径R修正为R1,以补偿挤入侧壁的材料,R1=xR,系数x查表5-22。
2)对直边部分展开后的长度l进行修正,减去ha和hb。

y值查表5-22。
表5-22 计算矩形件毛坯尺寸的修正系数x和y
3)毛坯尺寸修正后,用半径Ra和Rb的圆弧连成光滑外形,即得所求之毛坯形状和尺寸。(https://www.xing528.com)
(3)角部具有大圆角半径的较高矩形件Ⅱc区 这类制件有大量材料从圆角处转移到侧壁,使侧壁高度显著增加。毛坯尺寸的计算根据矩形件的表面积与毛坯面积相等的原则进行。对于正方形毛坯形状近似为圆,对于矩形件毛坯为长圆形,如图5-17所示。
1)对于方形件拉深可采用圆形毛坯,如图5-17a所示。
当r=rd时

当r≠rd时

2)对于矩形件拉深可看作由两个宽度为B的半正方形和中间为A-B的直边所组成。此时,毛坯形状是由两个半径为R的半圆弧和两个平行边所组成的长圆形,如图5-17b所示。
其中,毛坯长度为
L=D+(A-B)(5-20)
式中 D——尺寸为B×B的假想方形件的毛坯直径,D=2Rb。
毛坯宽度为

3.多次拉深的矩形件毛坯尺寸计算
多次拉深区可分为Ⅰa和Ⅰb两个区域,Ⅰb是Ⅰa和Ⅰc之间过渡区域,其毛坯尺寸计算方法可用Ⅰa或Ⅰc,视具体情况而定。
(1)角部具有较小圆角半径的较高矩形件区Ⅰa 这一区域相对高度虽不大,但由于圆角半径太小,若一次拉深会因局部变形大而使底部破裂,一般采用两次拉深,第二次拉深近似于整形,主要是用来减小角部和底部圆角,外形基本不变,因此求毛坯尺寸的方法同Ⅱa,如图5-14所示。
由于制作圆角部分要两次拉深,同时材料会向侧壁流动,所以可将展开圆角半径R加大10%~20%。
当r=rd时,
两次拉深的相互关系应符合下列要求,如图5-18所示。
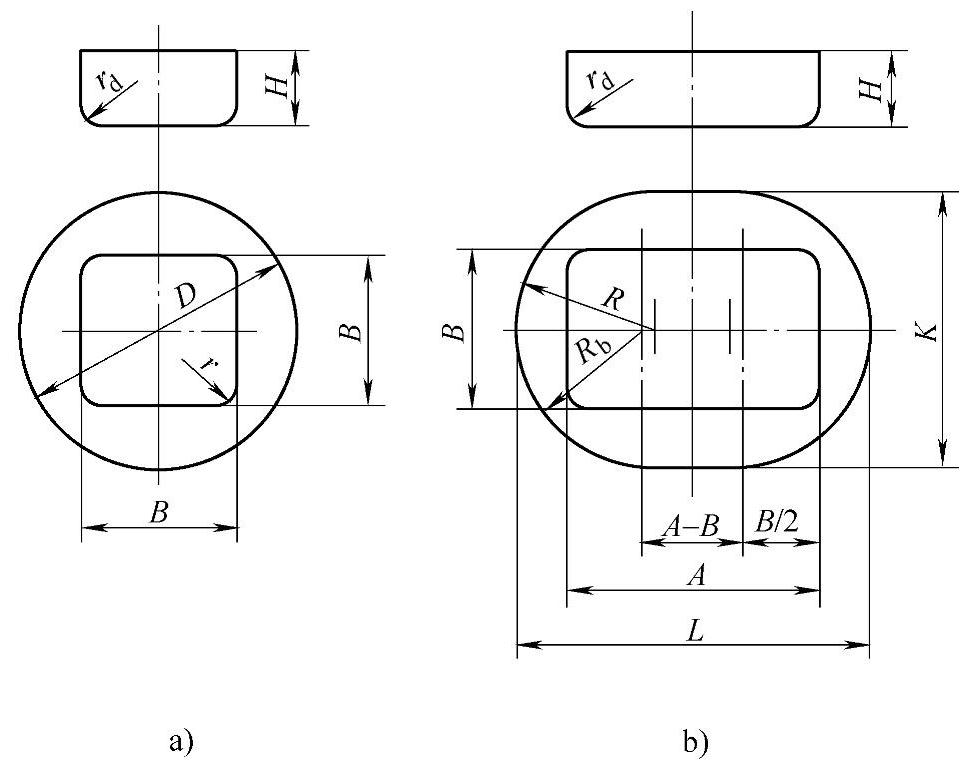
图5-17 角部圆角半径较大的较高低矩形件毛坯形状和尺寸
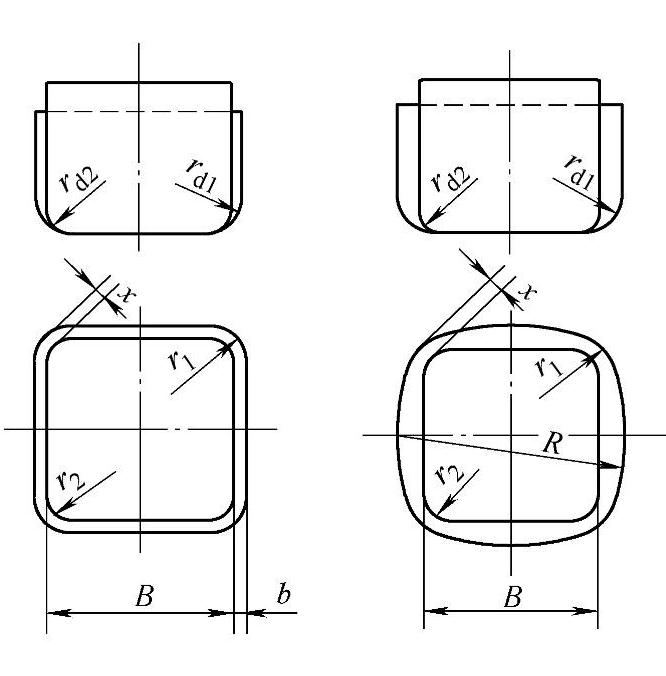
图5-18 角部半径进行整形的方形件拉深
1)两次拉深的角部圆角半径的中心不同。
2)第二次拉深可不用压边圈,故工序间的壁间距b和角间距x不宜太大,可采用B=(4~5)t,x≤0.4b或取x=0.5~2.5mm。
3)第二次拉深高度的增量
ΔH=b-0.43(rd1-rd2)
(2)高矩形件多次拉深毛坯尺寸的确定——Ⅰc 毛坯尺寸的确定与Ⅱc相同。对于方形件,毛坯直径为圆形,可按公式(5-18)、(5-19)进行计算。对于矩形件,毛坯尺寸为长圆形,可按公式(5-20)、(5-21)进行计算;或椭圆形,L和K按公式(5-20)、(5-21)进行计算

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。