



拉深带凸缘圆筒形拉深件分两种情况,一种是dt/d=1.1~1.4,称为小凸缘筒形件,另一种情况是dt/d>1.4称为宽凸缘筒形件。拉深小凸缘筒形件时,可以将其当做无凸缘筒形件进行拉深,只是在最后两道拉深工序中才将工序件拉成具有锥形的凸缘,最后通过整形工序压成平面凸缘。图5-8为小凸缘圆筒形件拉深工艺过程。
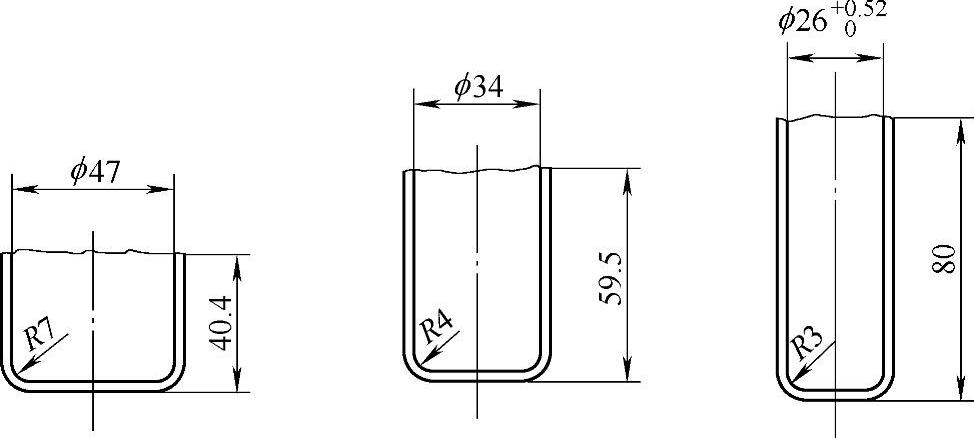
图5-7 无凸缘筒形件拉深工序图
宽凸缘筒形件的拉深不能采用无凸缘筒形件的拉深系数,因为它只有把凸缘全部转移成拉深件的筒壁才适用。而在拉深宽凸缘件时,在用相同的毛坯直径D拉深出相同的直径d时,拉深出各种不同凸缘直径dt和不同高度H的拉深件,如图5-9所示。凸缘直径越小,高度越高,其变形程度越大。因此:用m1=d/D便不能表达各种不同的dt和H下的实际变形程度。
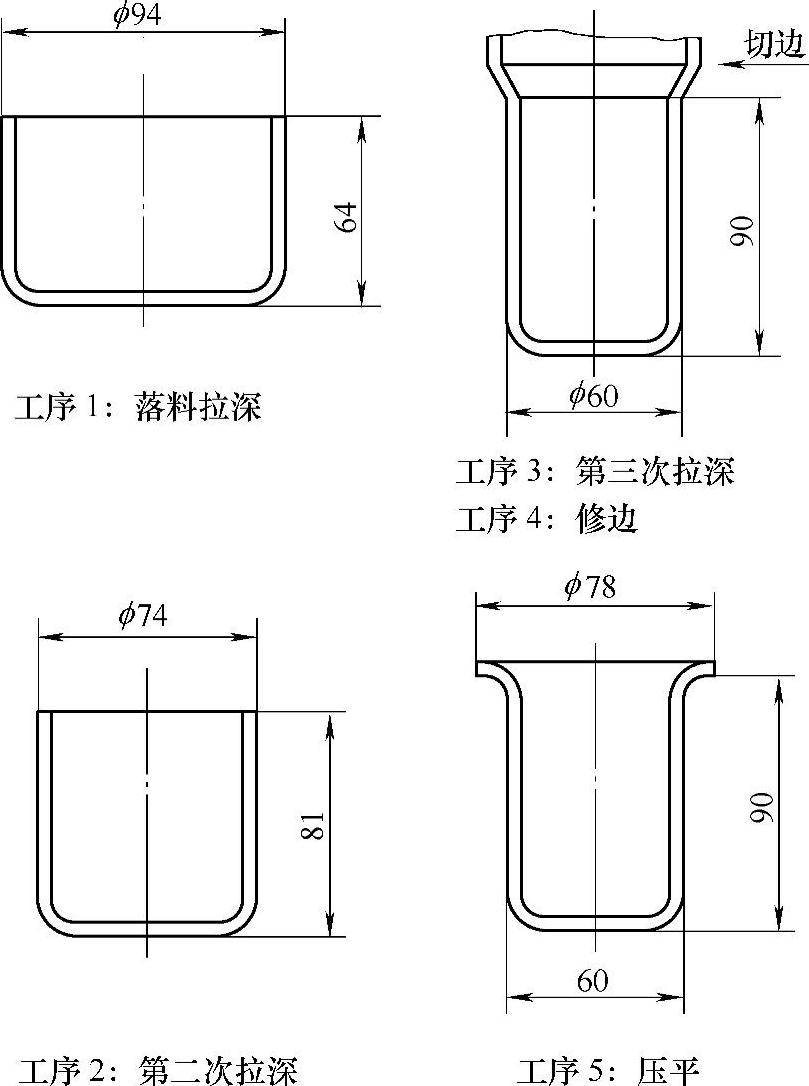
图5-8 小凸缘拉深工艺过程
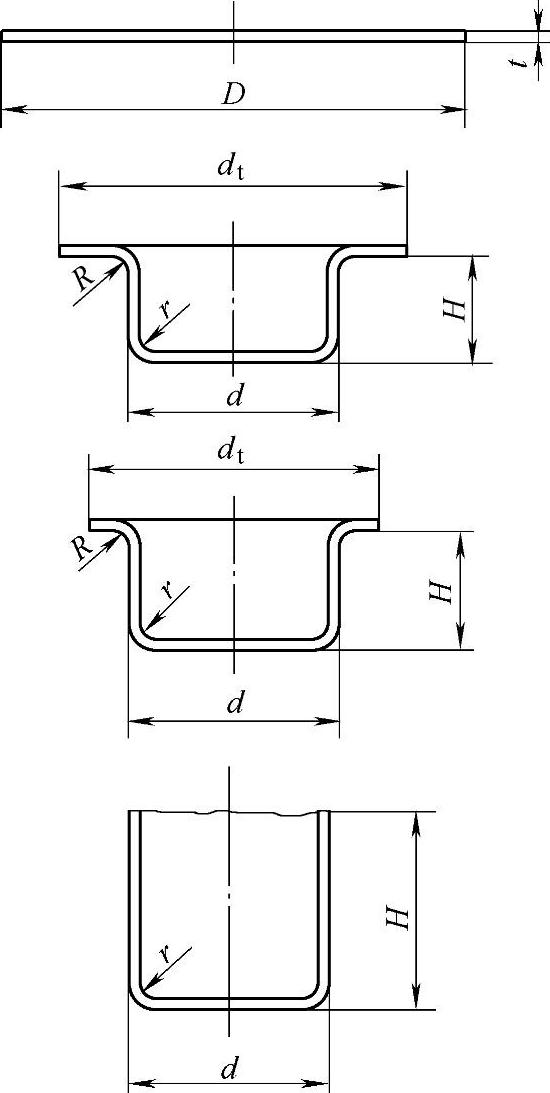
图5-9 拉深过程中凸缘尺寸的变化
1.宽凸缘筒形件拉深系数m1的确定
宽凸缘筒形件的拉深如图5-10所示,当r=R时,按表5-4序号20公式计算。
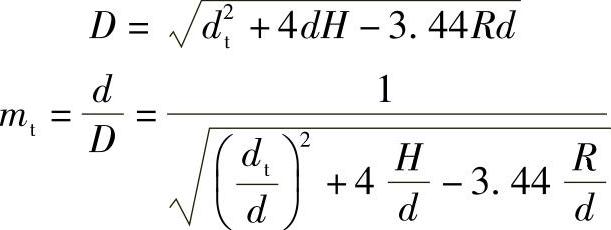
上式说明,宽凸缘筒形件的拉深系数取决于dt/d、H/d、r/d,此外,还应考虑毛坯相对厚度t/D的影响。宽凸缘筒形件第一次拉深的极限拉深系数见表5-16,宽凸缘筒形件第一次拉深的相对高度h1/d1见表5-17。宽凸缘筒形件以后各次的拉深系数见表5-18。
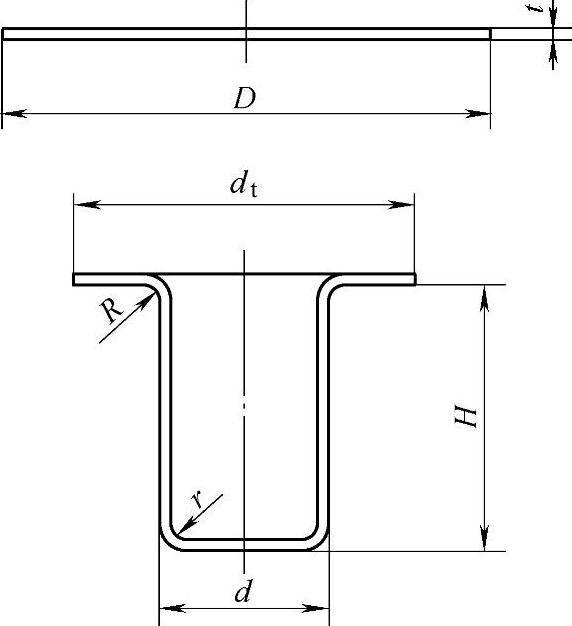
图5-10 宽凸缘筒形拉深件与毛坯图
表5-16 宽凸缘筒形件第一次拉深的极限拉深系数
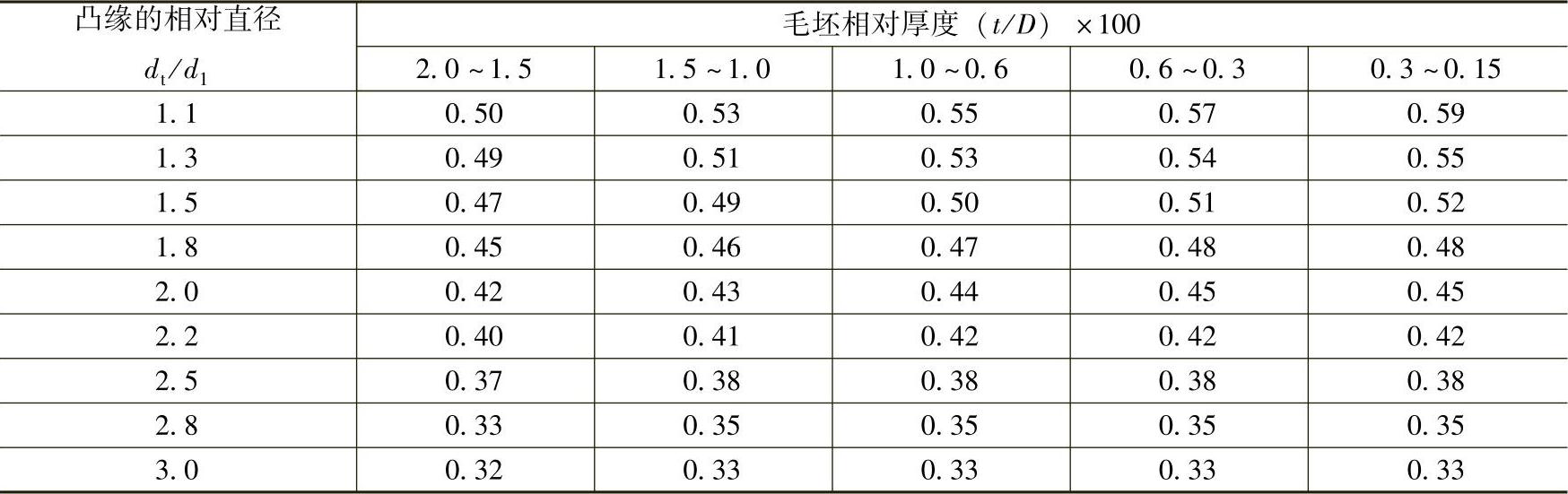
表5-17 宽凸缘筒形件第一次拉深的相对高度h1/d1
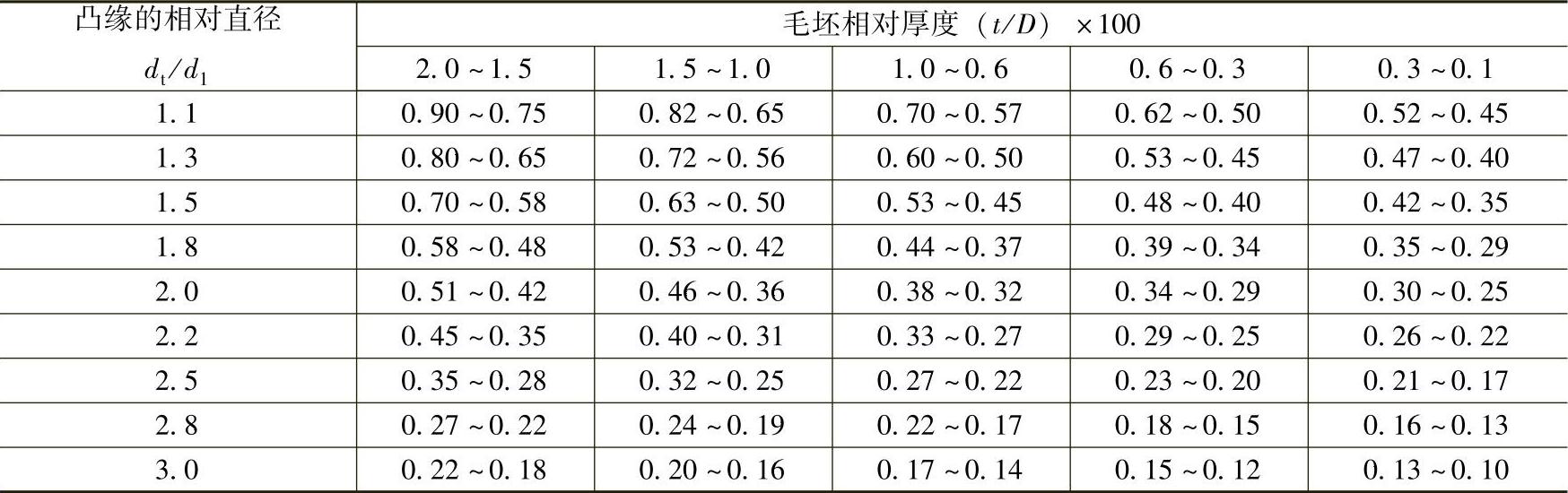
表5-18 宽凸缘筒形件以后各次的拉深系数

注:在应用中间退火的情况下,可以将以后各次的拉深系数减小5%~8%。
2.宽凸缘筒形件拉深方法
宽凸缘筒形件需多次拉深的工艺方法通常有两种,如图5-11所示。
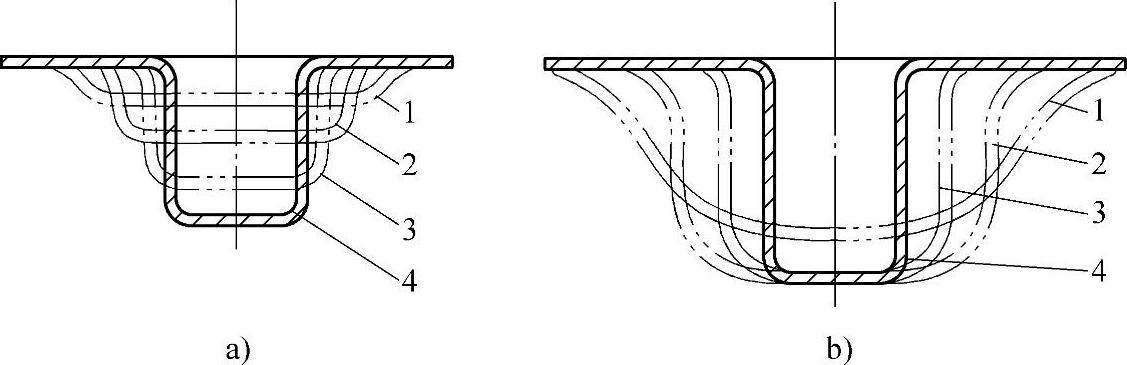
图5-11 宽凸缘筒形件需多次拉深的工艺方法
1)通过多次拉深逐步缩小筒形部分直径以增大其高度,如图5-11a所示。
2)第一次拉深后的工序件,其凸缘处和底部的圆角半径很大,在以后各次拉深中,高度保持不变,逐步减小圆角半径和筒形部分直径并达到最终尺寸要求,如图5-11b所示。
3.宽凸缘筒形件拉深工序件高度的计算
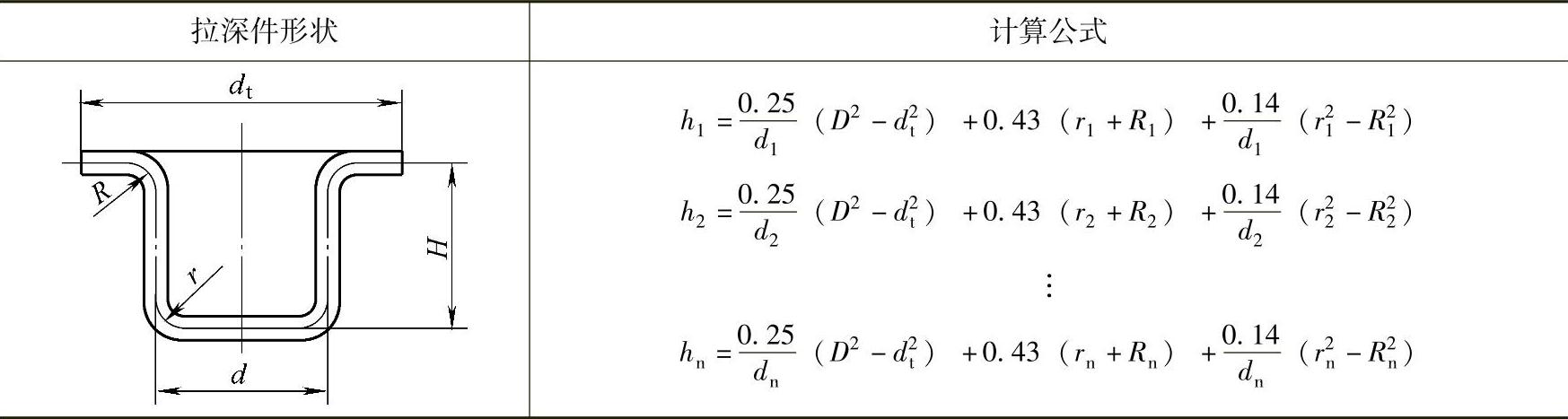
根据宽凸缘筒形件毛坯直径计算公式推导出各次工序件高度的计算公式见表5-19。
表5-19 宽凸缘筒形件各次拉深工序件高度的计算公式
宽凸缘多次拉深必须遵守一个原则,即第一次拉深成宽凸缘工序件时,其凸缘的直径等于制件凸缘直径加上修边余量,在以后各次拉深中仅仅使已拉深成形的工序件的直筒部分参加变形,逐步达到制件尺寸要求,而第一次拉深成形的凸缘直径保持不变。为保证第一次拉深成形时的凸缘直径保持不变,通常有意把第一次拉深时拉入凹模的毛坯面积加大3%~5%,在以后各次拉深中,逐步将这多拉入的面积转移到凸缘上去。
4.宽凸缘筒形件多次拉深工艺计算
例5-4 试对图5-12所示宽凸缘拉深件进行工艺计算,材料:08钢,厚度2mm。
(1)预算毛坯直径 ,查表5-2得ΔR=2.2,取2,故实际dt=80mm。
,查表5-2得ΔR=2.2,取2,故实际dt=80mm。
凸缘部分面积为

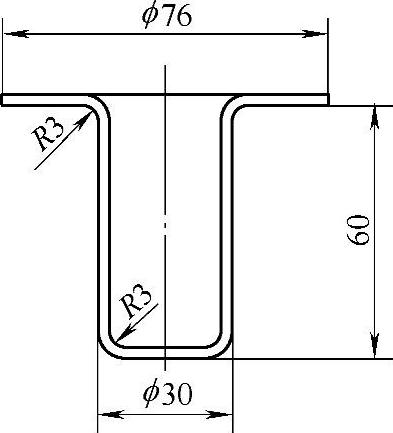
图5-12 宽凸缘拉深件(https://www.xing528.com)
除凸缘部分面积根据表5-4序号19公式可推出

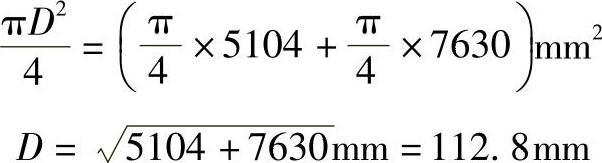
取D=113mm。
(2)判断是否可能一次拉深成形

查表5-16和表5-17都说明不能一次拉深成形,需多次拉深。
(3)修正毛坯直径 设第一次拉深时要多拉入凹模的毛坯面积为5%,则修正后的毛坯直径为

(4)预定首次拉深工序件直径 因为确定宽凸缘拉深件首次拉深系数时,需要知道dt/d的值,所以用逼近法以表格的形式列出有关数据进行比较来选取m1和d1的值,见表5-20。
表5-20 用逼近法初选直径d1和拉深系数m1
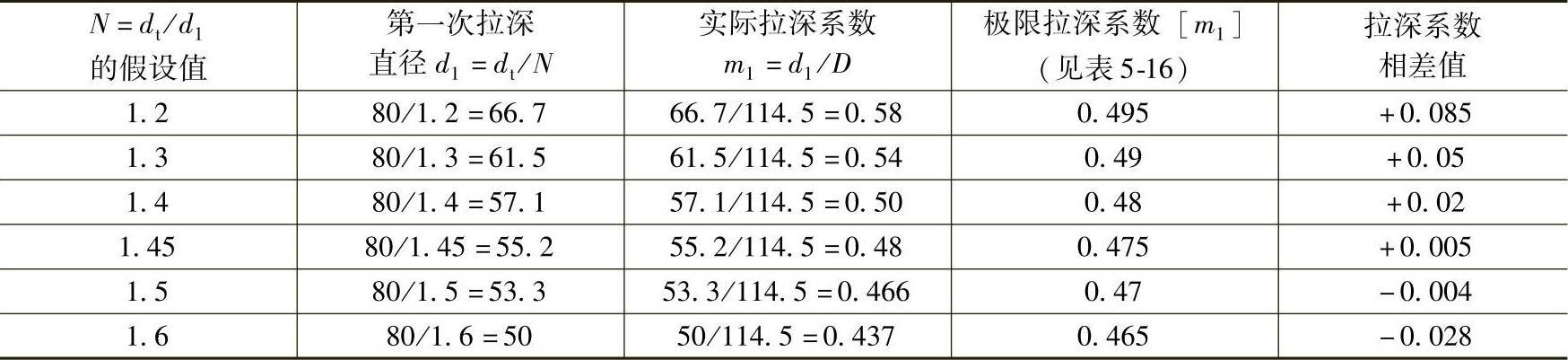
应取实际拉深系数等于或稍大于极限拉深系数,故暂定第一次拉深直径d1=55.2mm。
(5)计算以后各次拉深工序件直径
查表5-18得m2=0.73,m3=0.75,m4=0.78
则d2=m2d1=0.73×55.2mm=40.3mm
d3=m3d2=0.75×40.3mm=30.2mm
d4=m4d3=0.78×30.2mm=23.6mm
因为d4=23.6mm<28mm,故四次可以拉深成形。
调整拉深系数(调整拉深直径)
m1=0.5,m2=0.76,m3=0.8,m4=0.82
d1=m1D=0.5×114.5mm=57.25mm (取57mm,m1=0.498)
d2=m2d1=0.76×57mm=43.3mm (取43mm,m2=0.754)
d3=m3d2=0.8×43mm=34.4mm (取34mm,m3=0.791)
d4=m4d3=0.82×34mm=27.9mm (取28mm,m4=0.824)
(6)确定各次工序件中的Rd和rp
Rd1=rp1=9,Rd2=rp2=7,Rd3=rp3=5,Rd4=rp4=3
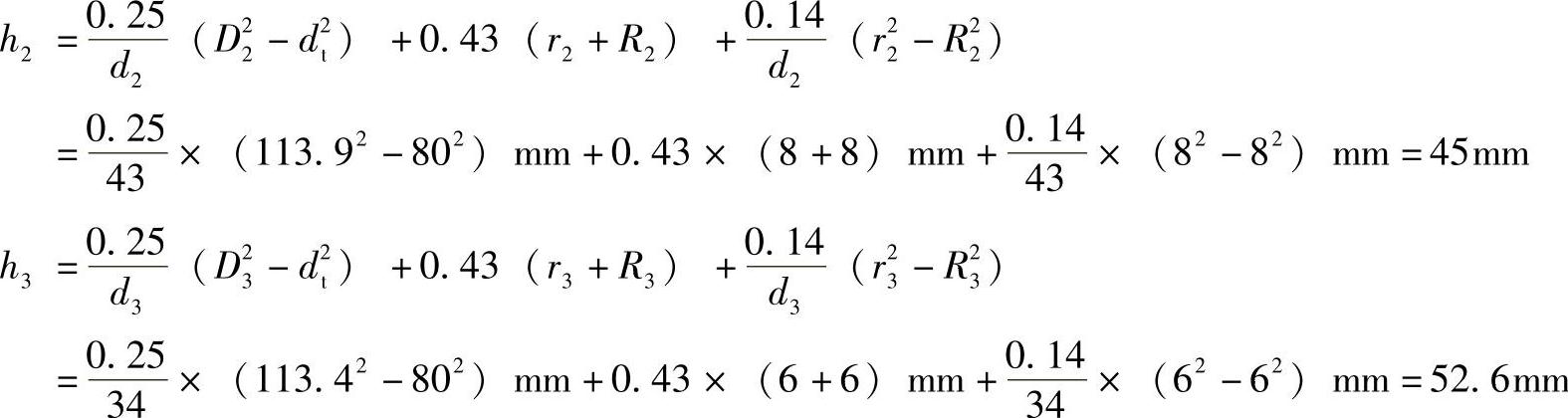
(7)计算各次拉深工序件的高度 根据表5-19公式计算


计算第二次和第三次拉深件高度h2和h3时,需假设第二次多拉入凹模材料的面积为3%(其余2%的材料返回到凸缘上),第三次拉深时多拉入凹模材料的面积为1.5%(其余1.5%的材料返回到凸缘上),第四次拉深达制件高度(原来多拉入1.5%的材料返回到凸缘上)。则第二次和第三次拉深假想毛坯直径为

故
将上述按中线尺寸计算的工序件尺寸换算成外径和总高度尺寸,如图5-13所示。
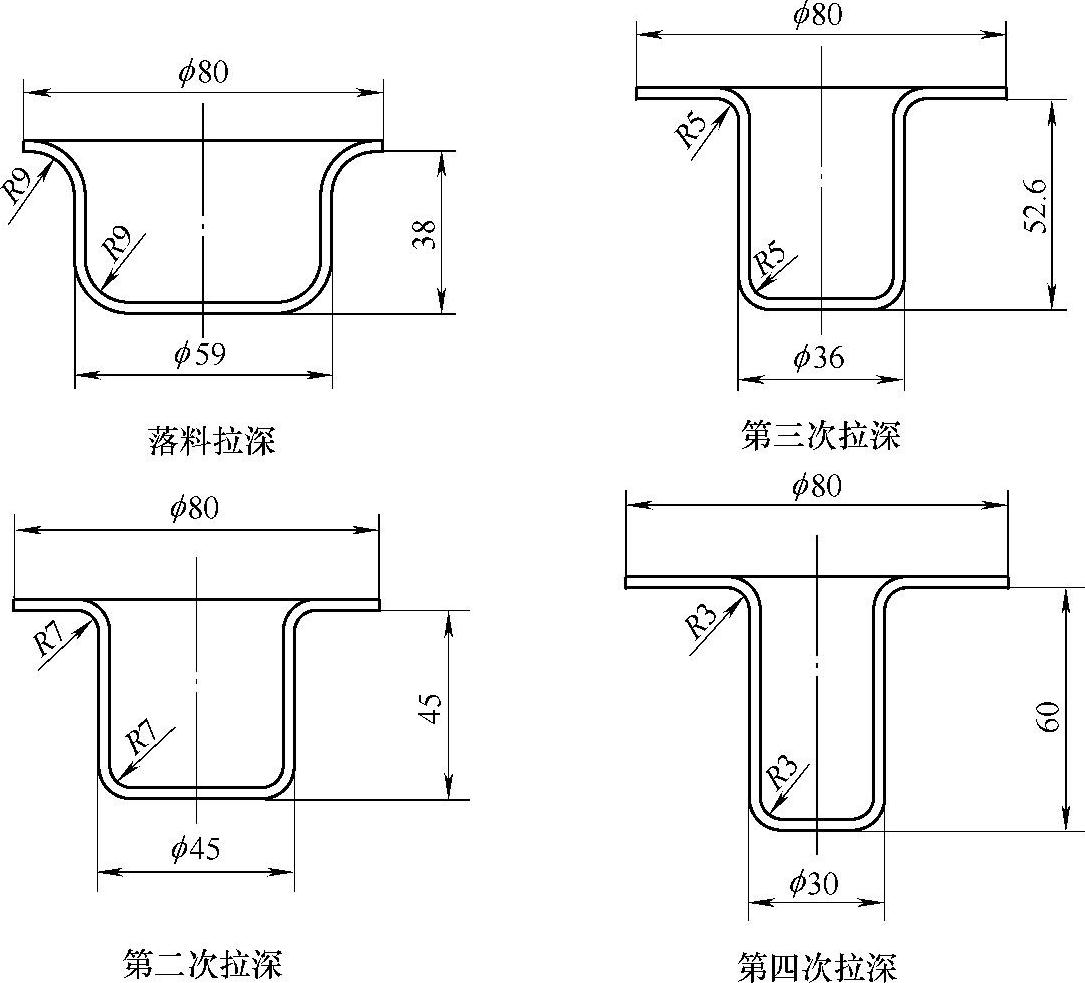
图5-13 宽凸缘拉深件工序图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。