



在冲裁弯曲级进模中,弯曲件向上弯曲成形,弯曲凸模安装在凸模固定板中的常称压弯凸模。弯曲成形的凹模镶块装在下模的凹模或凹模固定板中。
1.向上弯曲成形凸模的结构形式
图4-46所示为冲裁、弯曲级进模中常用的装在上模的向上弯曲的凸模结构形式,图4-46a、b所示为采用台阶固定装在凸模固定板上的弯曲凸模,图4-46c所示为采用螺钉固定装在凸模固定板上的弯曲凸模,图4-46d、e所示为采用台阶固定在卸料板上的弯曲凸模。为防止弯曲变形和弯曲成形后的后变形,应在凸模上设置弹顶装置,图4-46所示为采用弹簧1、推杆2组成的弹顶装置。为了使直角弯曲件有较高的精度,可在弯曲凸模3上设计一小凸台,在弯曲时对材料进行镦压,以强化折弯处的塑性变形,以减少弯曲后的回弹。
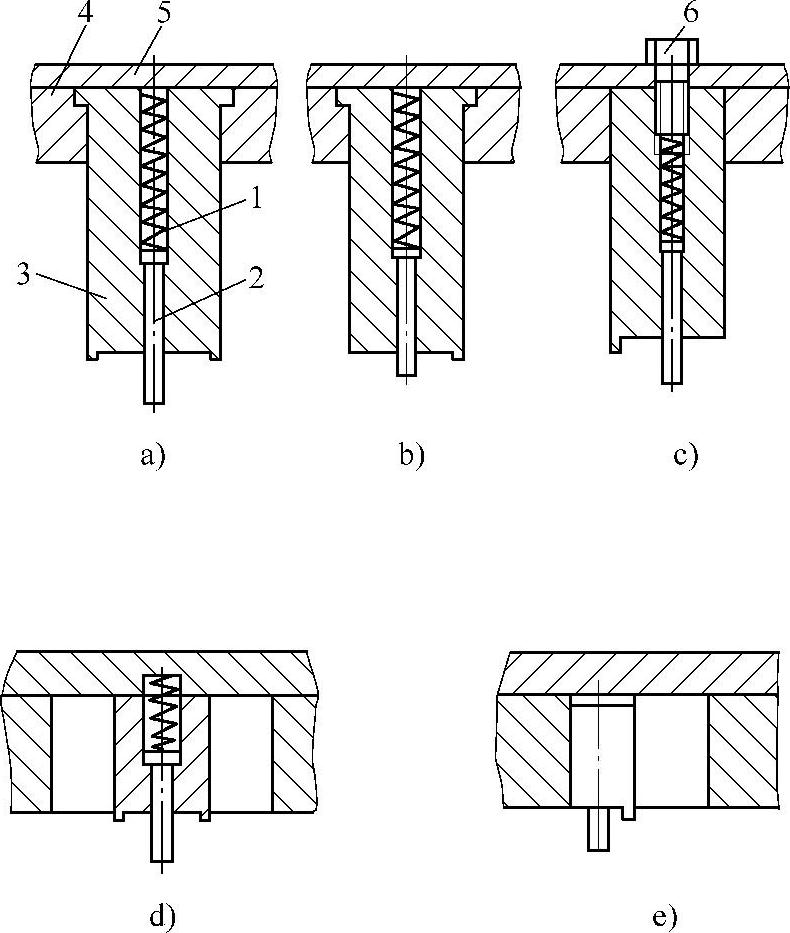
图4-46 向上弯曲成形凸模
1—弹簧 2—推杆 3—弯曲凸模 4—固定板 5—垫板 6—螺钉
2.向上弯曲成形凹模镶块的结构形式
图4-47所示为冲裁、弯曲成形级进模中常用的装在凹模或凹模固定板中的向上弯曲成形凹模镶块的结构形式,图4-47a、b为台肩固定式,图4-47c为螺钉固定式。
3.弯曲件向上弯曲成形的结构形式(https://www.xing528.com)
图4-48a、b所示分别为两个向上弯曲和一个向上弯曲成形凸、凹模的工作部分结构形式,弯曲凸模3用台肩固定在卸料板2内,弯曲凹模镶块5用台肩固定在凹模8中,成形顶块4的高度L1一个由螺钉控制,一个由台肩控制,成形顶块和凹模的厚度绝对值应完全一致。弯曲凹模镶块、成形顶块和托料销及活动导料销的高度之差要求如图4-48所示。
图4-49所示为弯曲件钝角弯曲成形结构弯曲件向上弯曲成形凸、凹模工作部分结构形式。
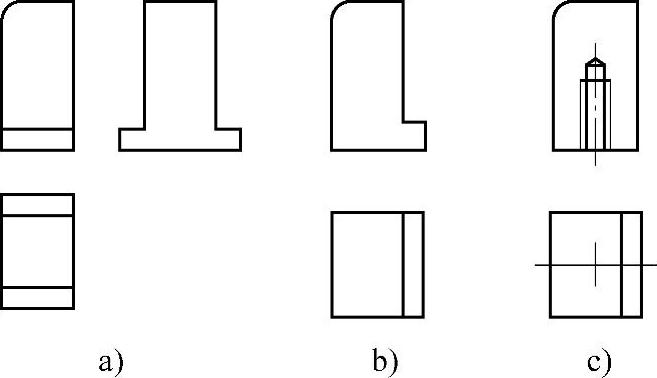
图4-47 向上弯曲成形凹模镶块
图4-50所示为需在同一工位上完成切断、弯曲两个工序的冲压或需最后从载体上分离出制件时,同时进行弯曲成形的向上弯曲的结构形式。必须是在当卸料板2与下模的成形顶块8压紧卷料弯曲成形处切断,再逐步进行后面的弯曲成形,切断凸模的高度差要大,以留有先切断后成形的时间差。
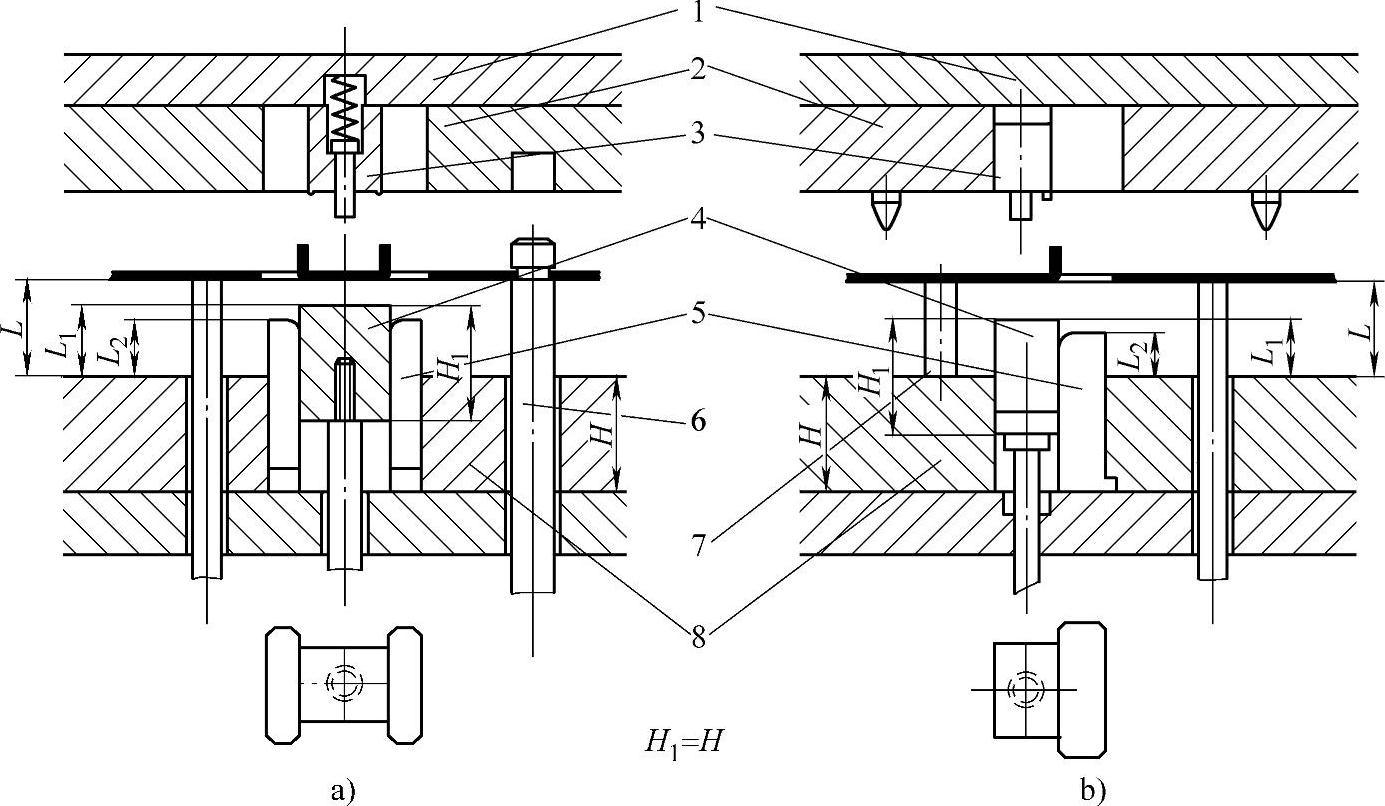
图4-48 向上弯曲成形凸、凹模的工作部分结构形式
1—卸料板垫板 2—卸料板 3—弯曲凸模 4—成形顶块 5—弯曲凹模镶块 6—活动导料销 7—托料销 8—凹模
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。