



1.冲裁时加热规范
层压板主要有酚醛层压布板、层压纸板、层压玻璃布板等,通常采用普通冲裁模冲裁。当厚度大于1.5mm时,为了避免冲裁时引起分层和开裂,均需加热冲裁,加热规范见表3-23。
表3-23 层压板冲裁加热规范

2.非金属材料冲裁凸、凹模尺寸计算
(1)非常温情况 非金属材料冲裁弹性变形大,一般情况下,制件离开凹模后外形胀大,离开凸模后内孔缩小,还有加热冲裁后制件冷却收缩和干燥收缩使制件尺寸产生变化。凸、凹模工作部分尺寸可按下式计算:
1)落料

用普通冲裁模冲裁时换算到凸模上

2)冲孔

3)孔中心距
Ld=Lp=(Lmax-0.5Δ+δ3)±δd/2 (3-25)
式中 Dd——落料凹模公称尺寸(mm);
Dp——落料凸模公称尺寸(mm);
dp——冲孔凸模公称尺寸(mm);
δ1——落料时的平均收缩量δ1=aDmax-A;
δ2——冲孔时的平均收缩量δ2=bdmin+A;
δ3——冲孔中心距平均收缩量δ3=cLmax-A;
A——材料弹性变形系数,见表3-24;
a、b、c——温度收缩系数,见表3-25;
Ld、Lp——孔中心距公称尺寸(mm);(https://www.xing528.com)
Lmax——孔中心距最大尺寸(mm);
Dmax——落料件上极限尺寸(mm);
dmin——冲孔件下极限尺寸(mm);
δd、δp——凹、凸模制造公差;
Δ——制件公差。
表3 - 24 材料弹性恢复量

表3 - 25 系数a、b、c的值 (单位:mm)

(2)常温情况 常温下冲裁时,a、b、c都等于零,只有弹性恢复量A,这时,凸、凹模刃口尺寸按下式计算:
1)落料

换算到凸模上

2)冲孔

3)孔中心距
Ld=Lp=(Lmax-0.5Δ)±δd/2 (3-29)
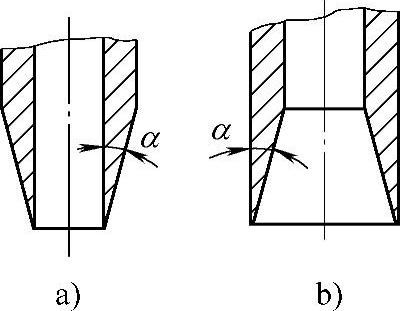
图3-23 尖刃凸、凹模
a)凹模 b)凸模
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。