



【摘要】:在双边剪切中,凹模与凸模的计算方法与一般落料模相同,但凹模洞口距挡料块的距离S不等于Ld,S值按下式计算无废料冲裁时,凸模的宽度Lp应大于条料宽度1~2mm,如图3-19所示。图3-19 无废料冲裁时凸模宽度注:B为条料宽度在无废料冲孔落料级进模冲裁时,步距的尺寸按下式计算,如图3-20所示。
1.凸模与凹模的形式与尺寸计算
在单边剪切中(图3-17),落料比较通畅,凹模一般制造成直刃口。对于有固定挡料装置的模具,凹模和凸模尺寸按下式计算

式中 Ld、Lp——凹模和凸模的公称尺寸(mm);
Lmax——制件的上极限尺寸(mm);
Δ——制件公差(mm);
X——系数,X=0.6~0.8;
δd、δp——凸模和凹模的制造偏差(mm),δd≈0.6(zmax-zmin),δp≈0.4(zmax-zmin)。
在双边剪切中(图3-18),凹模与凸模的计算方法与一般落料模相同,但凹模洞口距挡料块的距离S不等于Ld,S值按下式计算

无废料冲裁时,凸模的宽度Lp应大于条料宽度1~2mm,如图3-19所示。
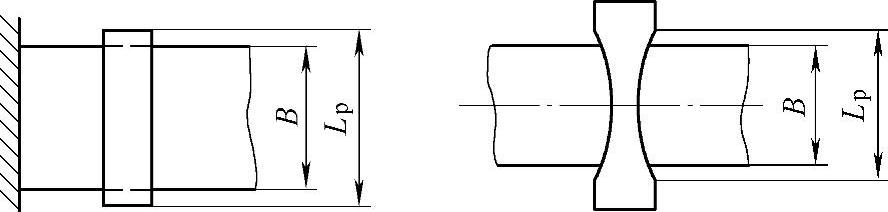
图3-19 无废料冲裁时凸模宽度
注:B为条料宽度
在无废料冲孔落料级进模冲裁时,步距的尺寸按下式计算,如图3-20所示。

2.单边剪切工作部分结构(https://www.xing528.com)
在单边剪切中,为了便于修理和节约材料,凹模可做成镶拼式结构,凸模应有可靠的导向和反侧压力措施,如图3-21所示。各尺寸的关系应满足
h≥2R+1.5t
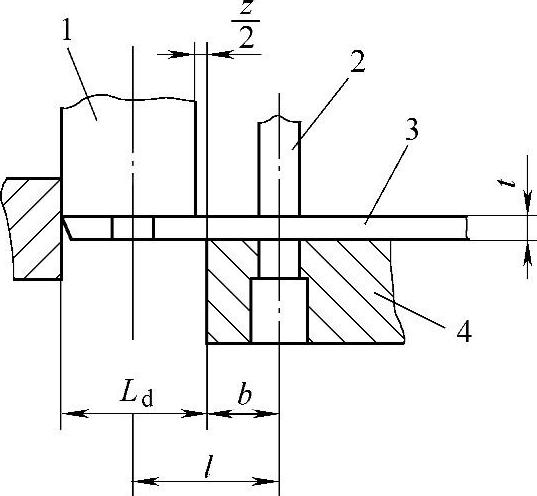
图3-20 无废料冲孔落料级进模步距计算
1、2—凸模 3—条料 4—凹模
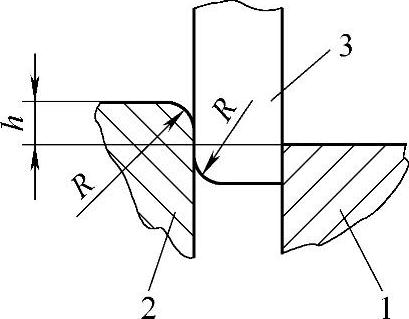
图3-21 单边剪切工作部分结构
1—凹模 2—反侧压板 3—凸模
3.制件的排除方法
制件的排除方法如图3-22所示,图3-22a由落料孔中排除,图3-22b由侧面排除,图3-22c用于双边剪切时制件的排除,α通常取30°~45°,h值见表3-21。
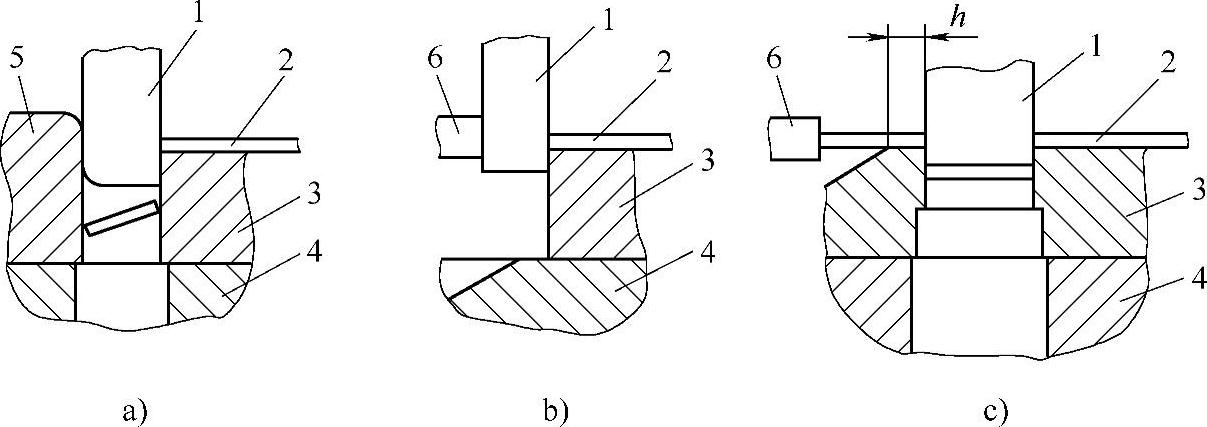
图3-22 制件的排除方法
1—凸模 2—条料 3—凹模 4—下模座 5—反侧压板 6—定位块
表3 - 21 系数h (单位:mm)

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。