



计算方法一般分为两类:
1.按凸模与凹模图样分别加工
这主要用于高效率、高精度、高寿命冲模中,其中有单工序落料模,大多数为多工序复杂级进模,凹模采用镶拼式结构,采用高精度机床加工,具有互换性。落料、冲孔时各部分尺寸及公差分布情况如图3-5所示。
(1)落料 图3-6a所示为落料件,图3-6b所示为冲制该落料件所用落料凹模刃口磨损情况,图3-6中虚线表示凹模刃口磨损后的尺寸变化情况。从图3-6b可看出,凹模刃口磨损后尺寸有变大、变小和不变三种情况,其计算按表3-7进行。
表3-7 落料时凸模与凹模按图样加工计算方法
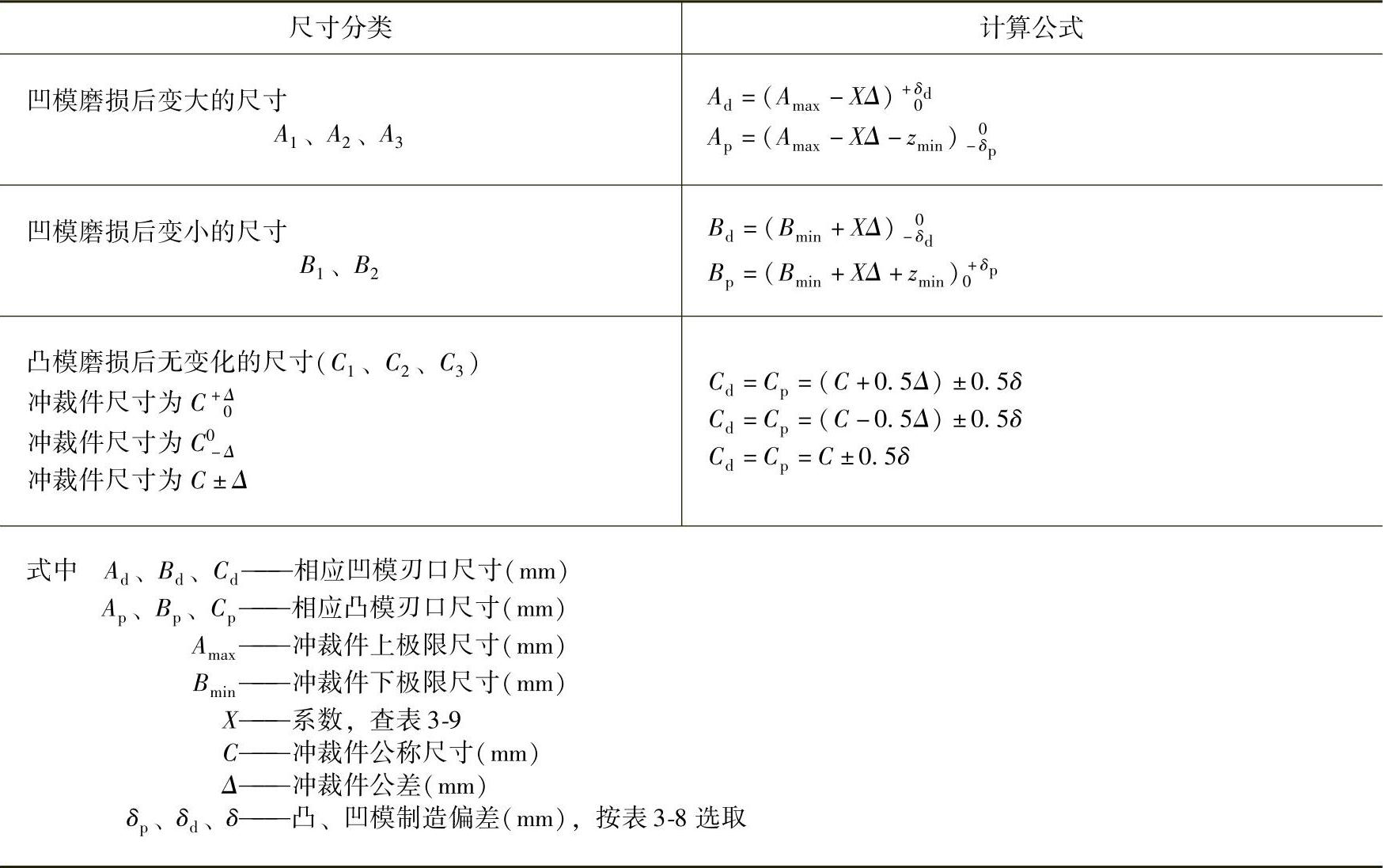
表3 - 8 凸、凹模制造偏差 (单位:mm)

表3 - 9 系数X值

注:精度高时必须采用小间隙冲裁。冲裁后的弹性恢复,孔的尺寸小于凸模尺寸,落料件的尺寸大于凹模尺寸。如按现有资料推荐取X=1,都可能造成尺寸超差,因此,当制件公差很小时,应取X>1。

图3-6 落料时凸、凹模尺寸计算
a)落料件 b)凹模刃口磨损情况
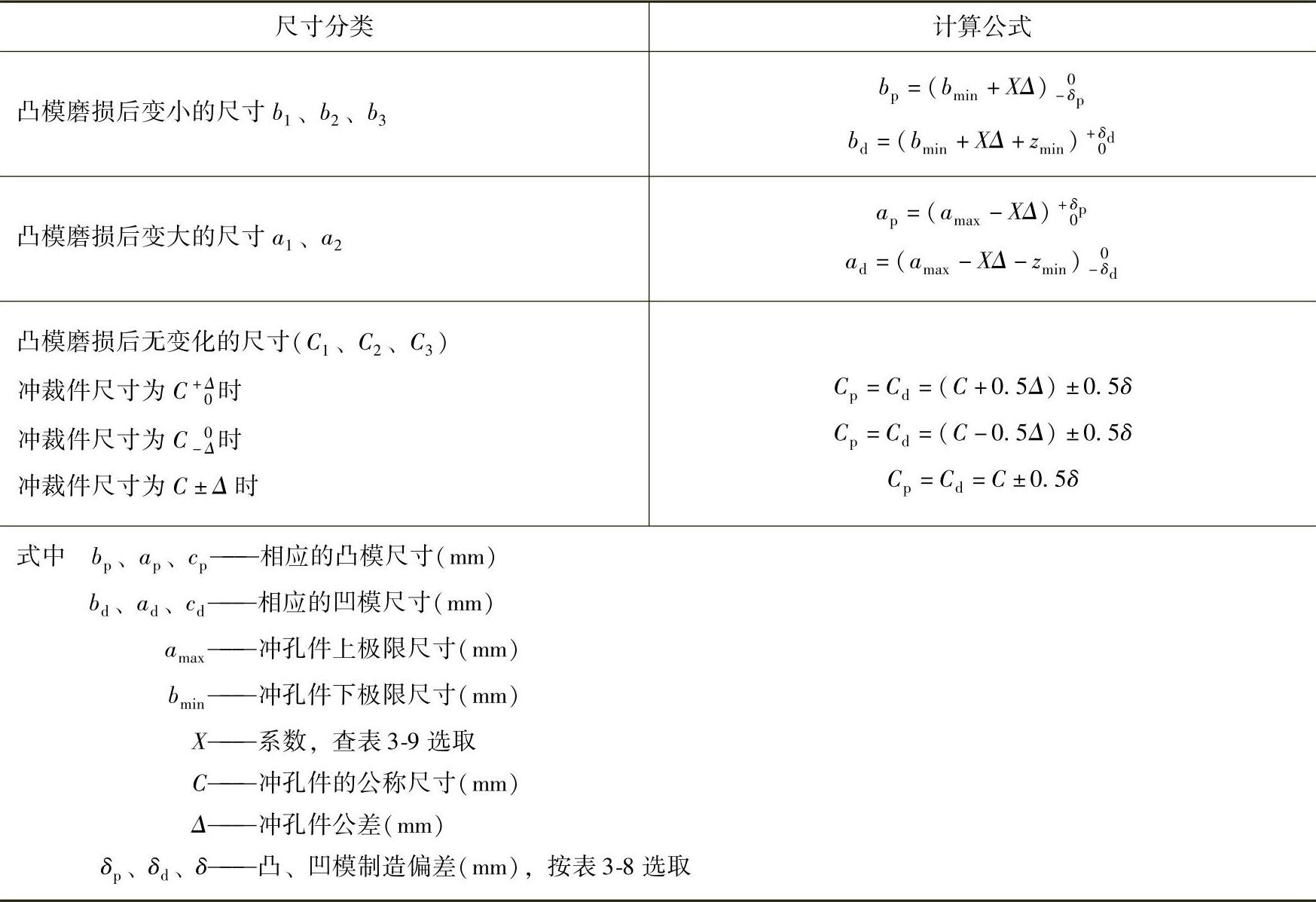
(2)冲孔 图3-7a所示为冲孔件,图3-7b所示为凸模刃口磨损情况,图3-7中虚线表示冲孔凸模刃口磨损后的尺寸变化情况。同样有变大、变小、不变三种情况,其计算按表3-10进行。
表3-10 冲孔时凸模与凹模按图样加工计算方法 (单位:mm)(https://www.xing528.com)
2.凹模按凸模配作加工
本手册不采用其他手册或书本中推荐的“落料时凸模按凹模配作,冲孔时凹模按凸模配作”的方法,在实际生产中,包括发达工业国家,不论是冲孔还是落料都采用凹模按凸模配作,设计与制造变得方便。尤其在多工位级进模中,上文已述。
(1)落料 图3-6a所示为落料时凸、凹模尺寸计算采用凹模按凸模配作加工凸模尺寸计算按表3-11进行。
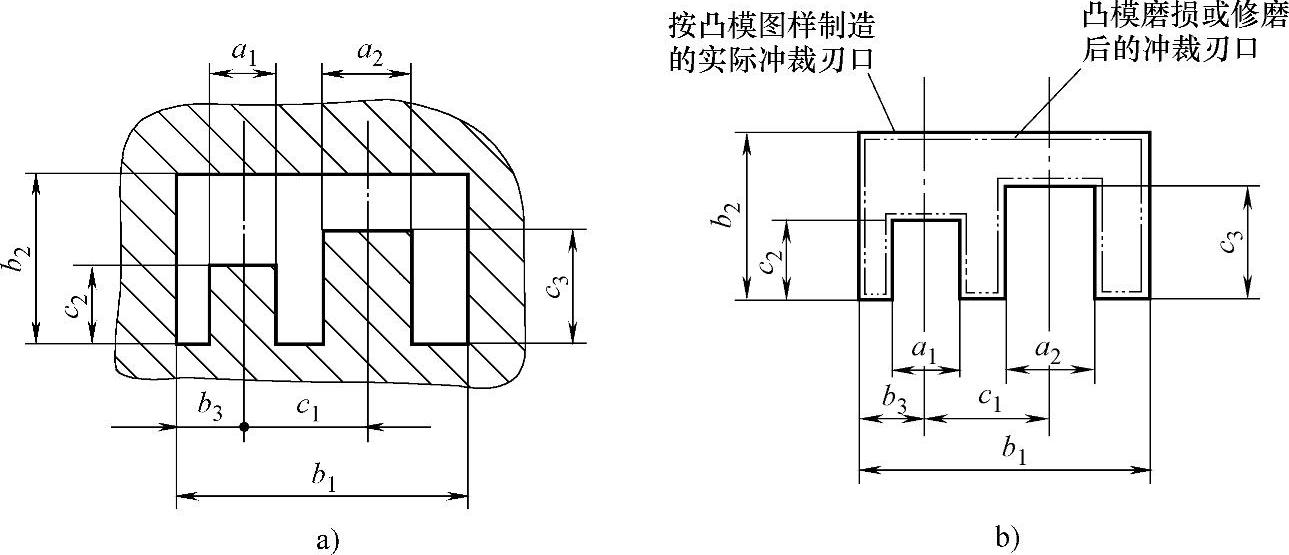
图3-7 冲孔时凸、凹模尺寸计算
a)冲孔件 b)凸模刃口磨损情况
表3 - 11 落料时凹模按凸模配作加工凸模尺寸计算方法 (单位:mm)
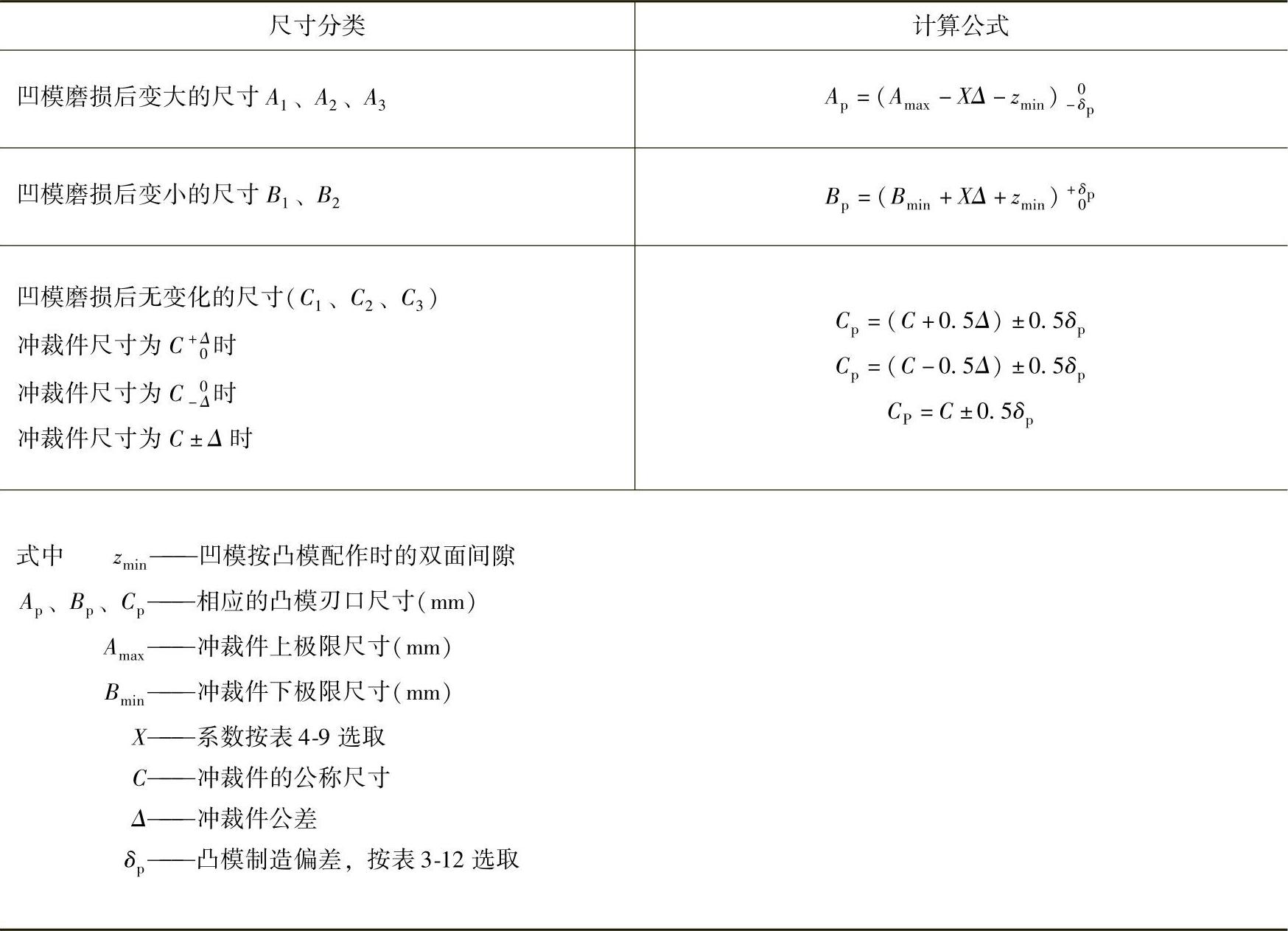
表3 - 12 凸模制造公差 (单位:mm)

(2)冲孔 图3-7所示为冲孔时凸、凹模尺寸计算,采用凹模按凸模配作加工凸模尺寸计算见表3-13。
表3 - 13 冲孔时凹模按凸模配作加工凸模尺寸计算方法

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。