



条料在送进过程中,必须控制每次送进的距离,保证每次送进的距离相等。常用的有固定挡料销(JB/T7649.10—2008)、始用挡料装置(JB/T7649.1—2008)、侧刃(JB/T7648.1—2008)、A型侧刃挡板(JB/T7648.2—2008)和B型侧刃挡板(JB/T7648.3—2008)等。
(1)挡料销 限制条料送进距离的销叫挡料销,挡料销的常用结构见表2-19~表2-25。
(2)始用挡料装置 在级进模中,条料开始送进时使用的挡料装置叫始用挡料装置。
图2-15所示为JB/T7649.1—2008规定的始用挡料装置,一般用于工位较少用固定挡料销定距的级进模中。
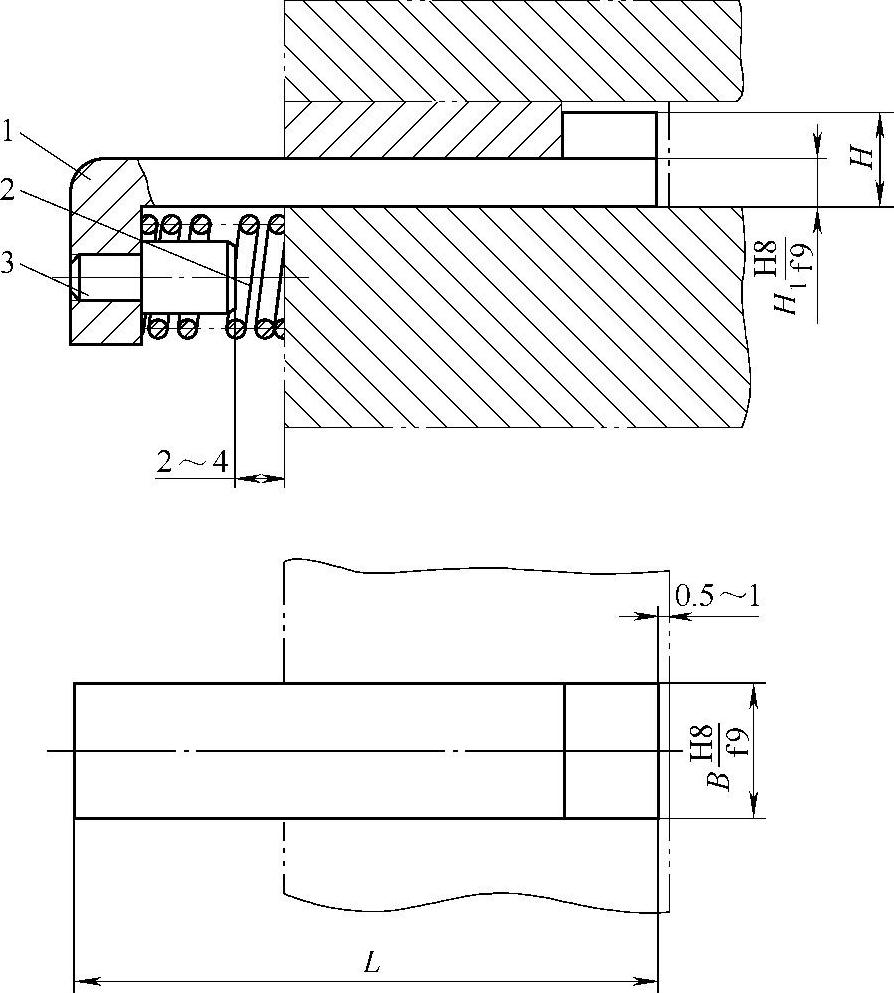
图2-15 始用挡料装置
1—始用挡料块 2—弹簧 3—弹簧芯柱
(3)侧刃 在级进模中,为了限制条料的送料步距,在条料的一侧或两侧冲切一定形状缺口的凸模叫侧刃。表2-24为侧刃的应用。
表2-24 侧刃的应用(摘自JB/T7648.1—2008)
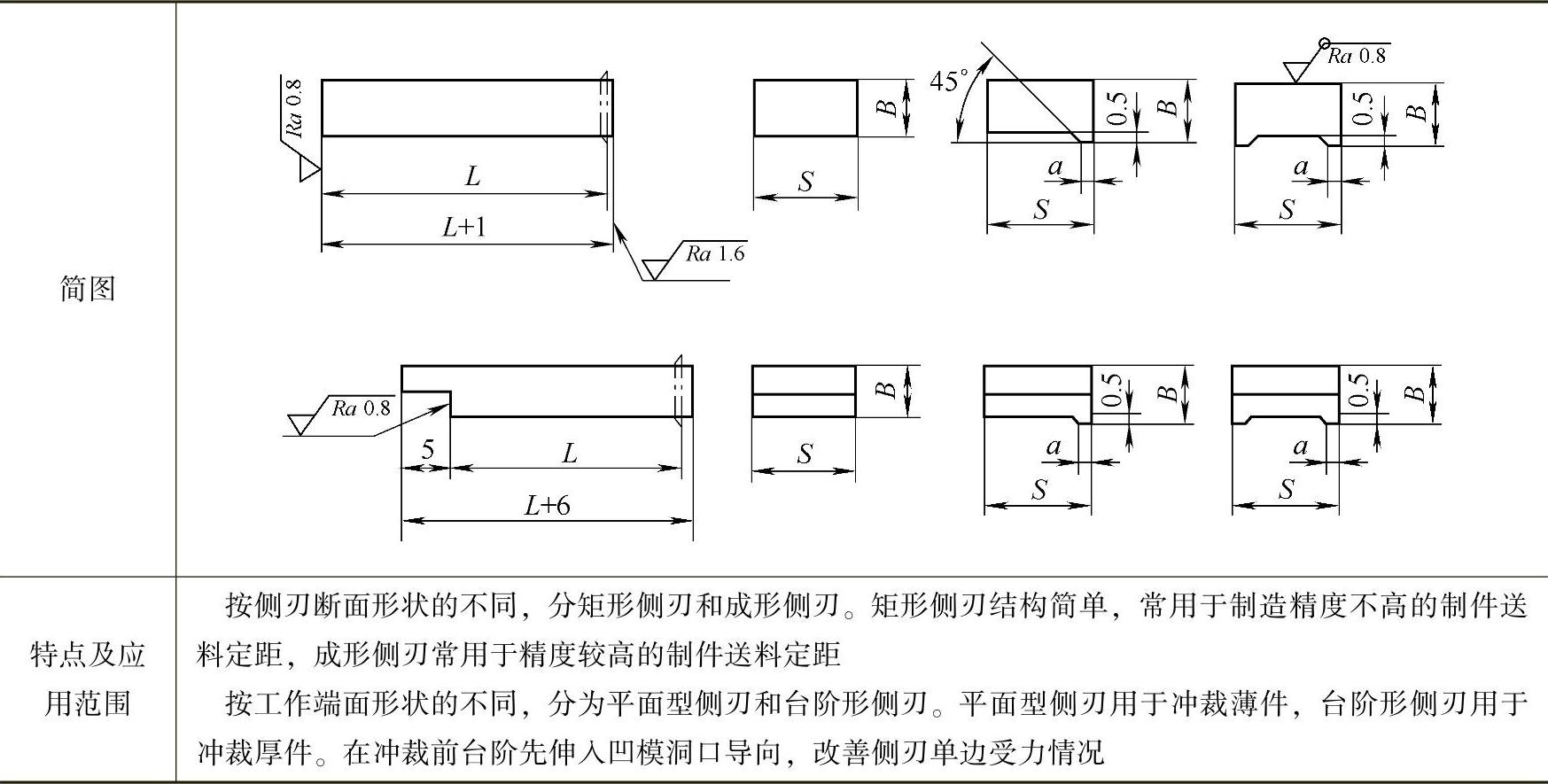
侧刃断面的关键尺寸是宽度S,S值一般等于步距,推荐使用正负极限偏差,不使用标准S0-0.02,而使用
S±0.01或S±0.02 (2-14)
当侧刃和导正销同时使用时,其宽度为
[S+(0.05~0.1)]±0.01或 [S+(0.05~0.1)]±0.02 (2-15)
(4)侧刃挡块 承受条料对定距侧刃的侧压力,并起挡料定距作用的板件称为侧刃挡板。由于导料板一般采用Q235钢制造,若用导料板直接挡料定距,则磨损严重,定位不准,因而采用硬度高、耐磨性好的侧刃挡块。
表2-25为JB/T7648.2—2008规定的A型侧刃挡块,主要用于固定卸料板级进模中,绝不能用于弹压卸料板级进模中,以防松动发生冲压事故。
表2-26为JB/T7648.3—2008规定的B型侧刃挡板。主要用于弹压卸料板级进模中,也可用于固定卸料板级进模中。
表2-25 A型侧刃挡板(摘自JB/T7648.2—2008)
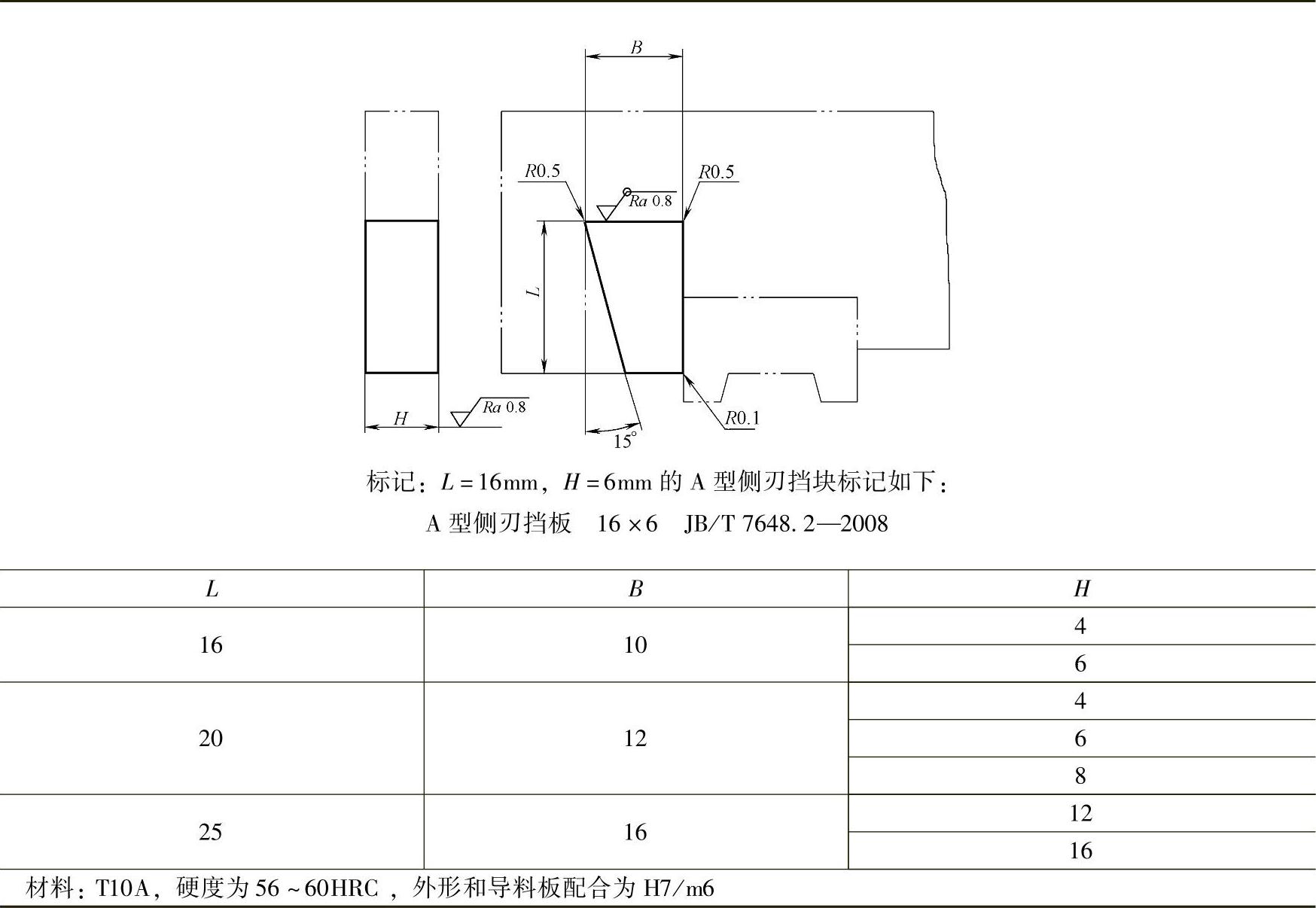
表2-26 B型侧刃挡板(摘自JB/T7648.3—2008)
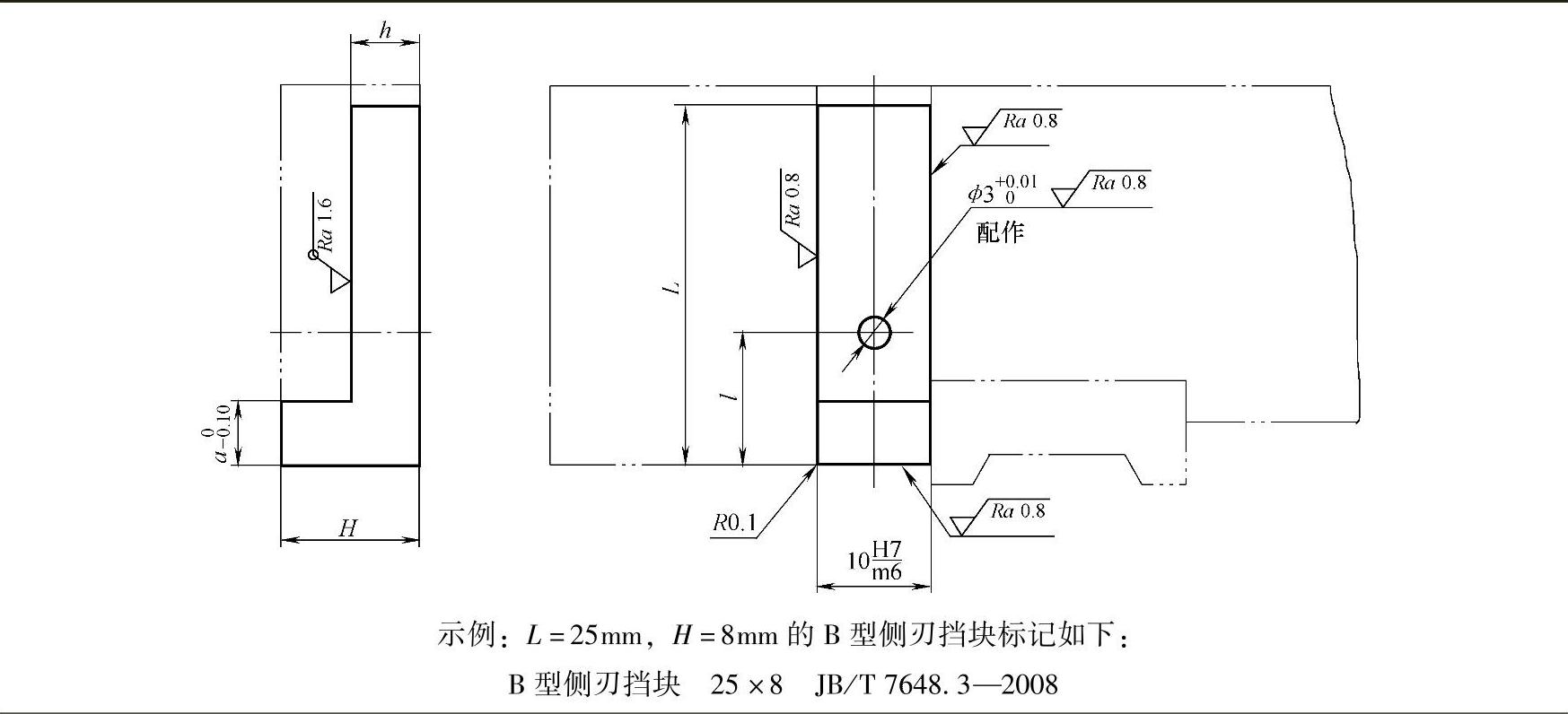
(续)
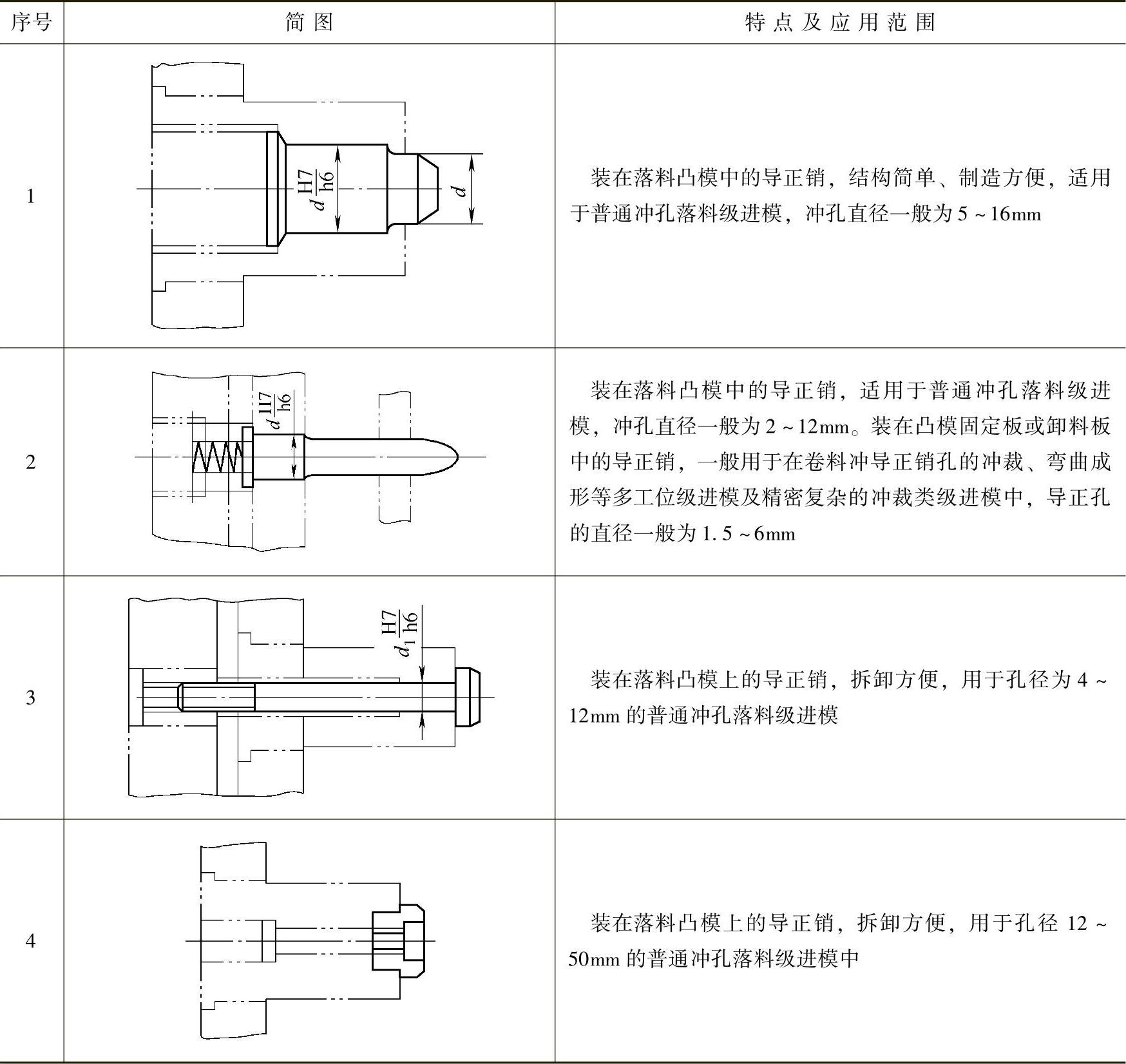
(5)导正销 冲裁中,先进入预冲孔中,导正条料位置,保证孔与外形的相对位置,消除送料误差的销件叫导正销(表2-27)。导正销一般用于级进模中起精定距作用,以消除送料导向及送料定距的误差,以保证制件的相互位置精度。
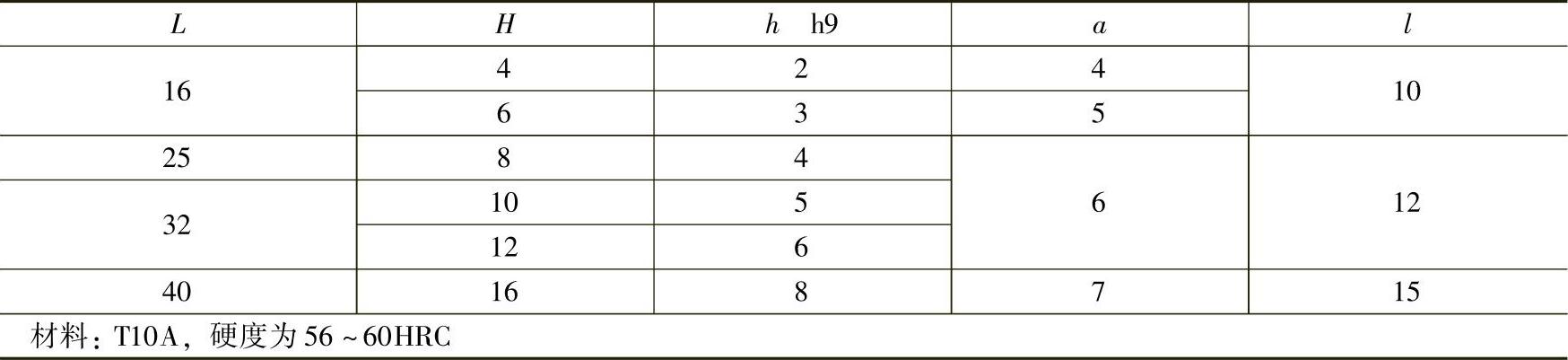
表2-27 导正销(摘自JB/T7647—2008)
 (https://www.xing528.com)
(https://www.xing528.com)
为了使导正销工作可靠,避免折断,导正销的直径一般应大于1.5mm。
导正销的工作部分由圆柱导正部分和圆锥导入部分组成。导正部分的直径部分高度按表2-29选用,也可按图2-16选用,导正部分的直径按下式计算
d=dp-a (2-16)
式中 d——导正销公称尺寸(mm);
dp——冲孔凸模的公称尺寸(mm);
a——导正销与冲孔凸模直径的差值(mm),见表2-28。
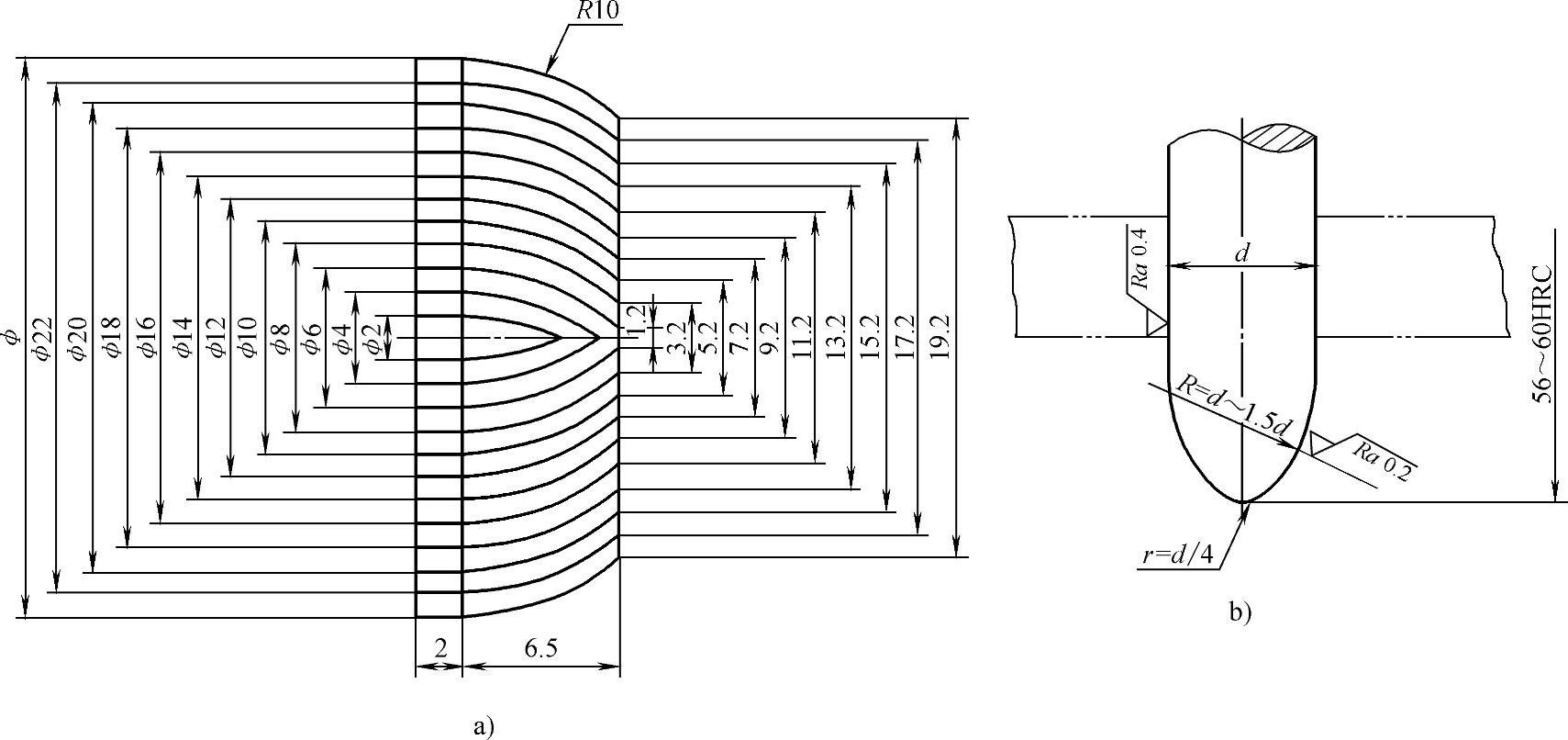
图2-16 导正销头部形状
a)R型导正销头部形状 b)常用的弧形导正销
表2 - 28 导正销直径与冲孔凸模直径的差值a (单位:mm)

表2 - 29 导正销圆柱部分高度h (单位:mm)

在普通冲裁类级进模中,由于导正销常和挡料销配合使用,挡料销的位置必须保证导正过程中条料有活动可能,挡料销与导料销的位置关系如图2-17所示。
按图2-17a所示方式定距,挡料销与导料销的中心距为
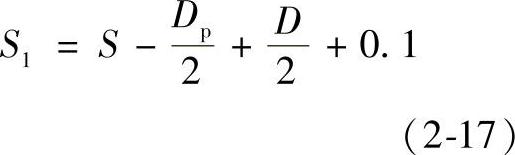
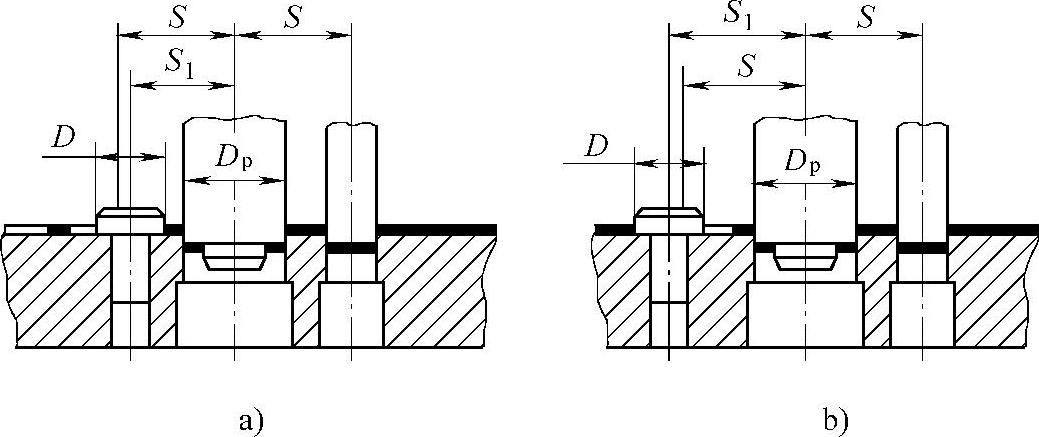
图2-17 挡料销与导料销的位置关系
按图2-17b所示方式定距,挡料销与导料销的中心距为

式中 S——步距(mm);
Dp——落料凸模直径(mm);
D——挡料销头部直径(mm);
S1——挡料销与凹模的中心距(mm)。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。