



在冲压过程中,与凸模配合直接对制件进行分离或成形的工作零件叫凹模。
凹模的形式有圆形和矩形两种,圆形凹模大多用于圆形制件的落料、冲孔、复合、翻边、缩口、胀形冷挤压等模具中。矩形凹模可用于各种不同类型的冲模中,尤以级进模用得最多。
1)冲裁模凹模洞口结构形式见表2-10,凹模洞口主要参数见表2-11。
表2 - 10 冲裁模凹模刃口形式

(续)
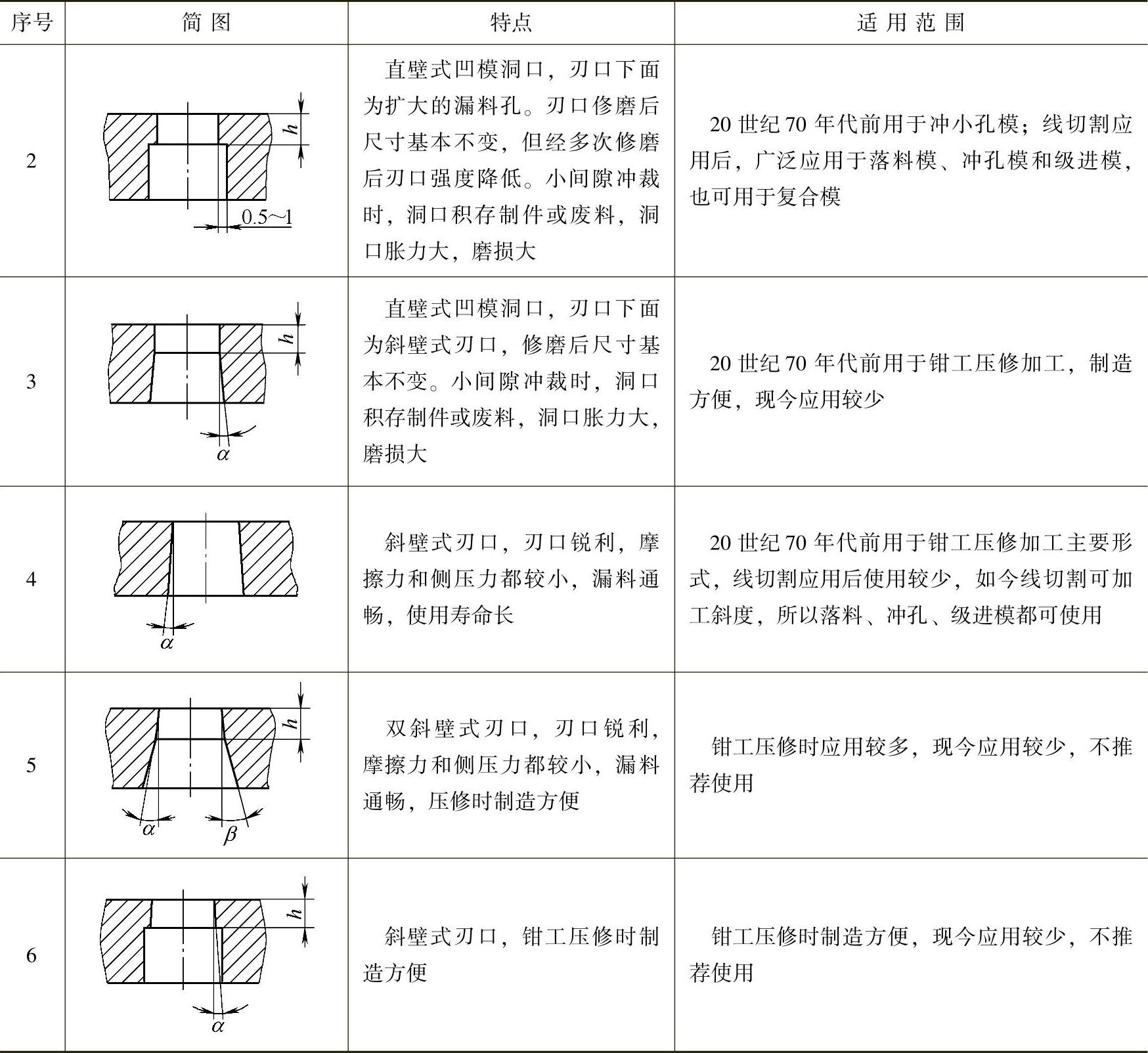
表2 - 11 凹模洞口主要参数

2)凹模轮廓尺寸的确定(图2-2)。凹模一般不进行强度计算,而是根据经验选用标准尺寸,也可按下列经验公式计算后再选用标准尺寸。
H=Kb (2-8)一般不小于8mm。
c=(1.5~2)H (2-9)
B=b+(3~4)H (2-10)
L=l+2c(2-11)
式中 H——凹模厚度(mm);
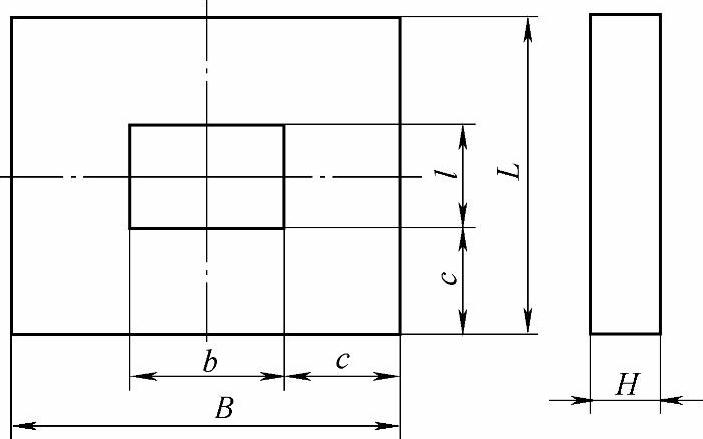
图2-2 凹模外形尺寸
K——系数,见表2-12;(https://www.xing528.com)
b——冲裁件最大宽度(mm);
c——凹模壁厚(mm);
B——凹模宽度(mm);
L——凹模长度(mm);
l——冲裁件最大长度(mm)。
表2 - 12 系数K的数值

对于多工位的级进模,凹模可按表2-15选取凹模尺寸,计算后按近似值选取标准凹模。矩形凹模板见表2-13。
表2 - 13 凹模洞口与边缘、洞口与洞口之间距离c (单位:mm)
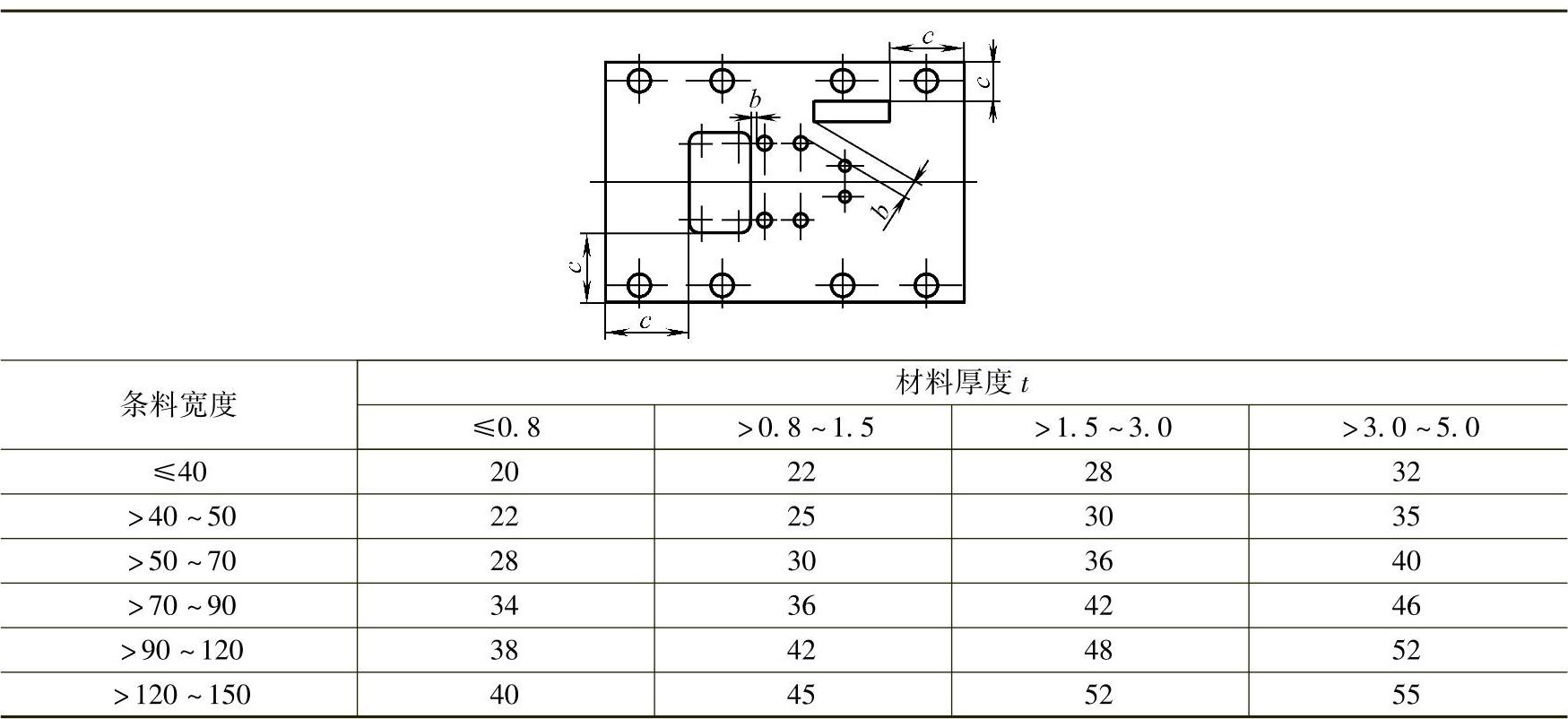
注:1.c的偏差按凹模洞口复杂程度,可取±8mm。
2.b的数值由凹模洞口复杂程度而定,一般不小于5mm,但冲薄材料小孔之间可小些,大孔之间应大些。
凹模一般都采用螺钉、销钉定位和紧固,因此螺钉孔和销钉孔之间的距离,螺钉孔和销孔距凹模边缘及刃口的距离不能太近,否则会影响模具的使用寿命。孔距的最小值可参见表2-16。
表2 - 14 螺钉孔和销钉孔之间及螺钉孔至刃口和边缘的最小距离 (单位:mm)
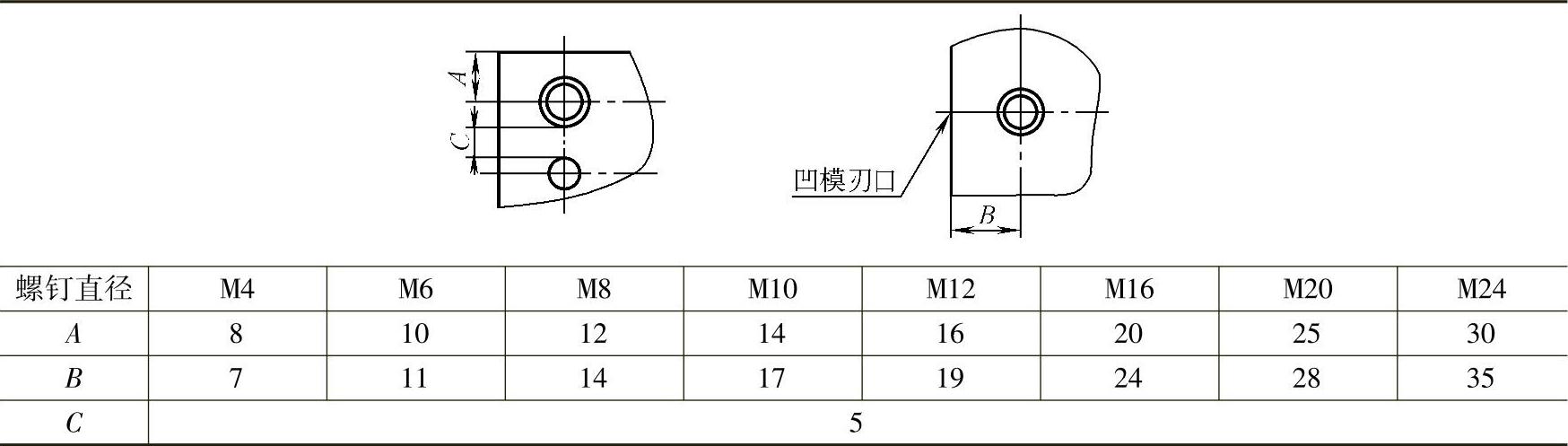
表2 - 15 倒装复合模凸凹模最小壁厚a (单位:mm)

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。