



在冲压过程中,冲模中被制件或废料所包容的工作零件叫凸模,一般用于冲压加工制件内孔或内表面。
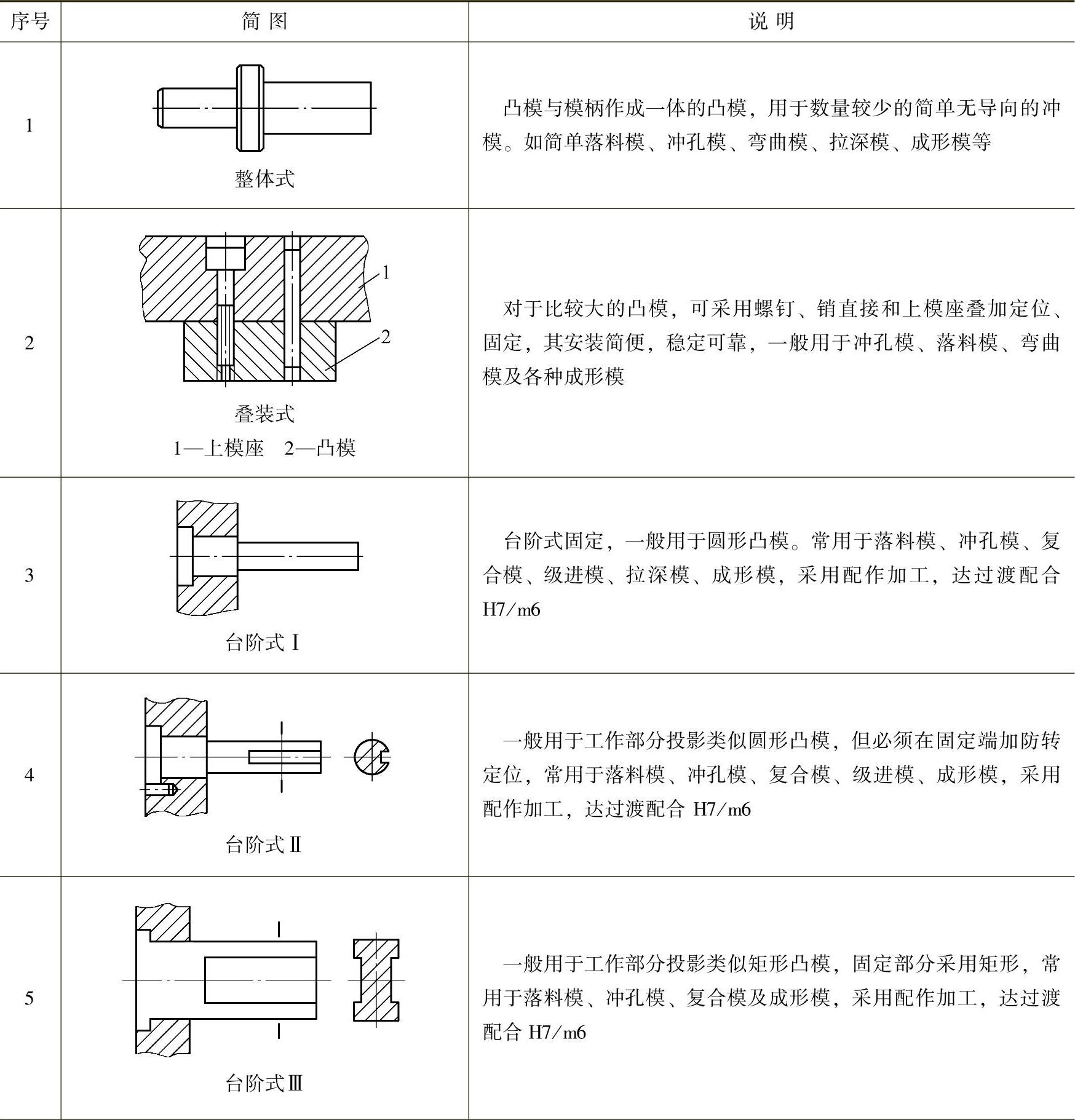
(1)凸模的形式 由于制件的形状和尺寸的不同,冲模结构与加工及装配工艺等实际条件的不同,凸模工作部分的形状是各式各样的,但按工作部分和固定部分的形状不同基本分为两种。一种是台阶式凸模,即工作部分和固定部分的形状和尺寸不一致,工作部分是各式各样的,固定部分是圆形的或矩形的。另一种是直通式凸模,即工作部分和固定部分的形状和尺寸完全一致。圆形凸模一般都采用台阶式,非圆形凸模在强度与刚度足够时,应尽量采用直通式,以便线切割加工和成形磨削加工。
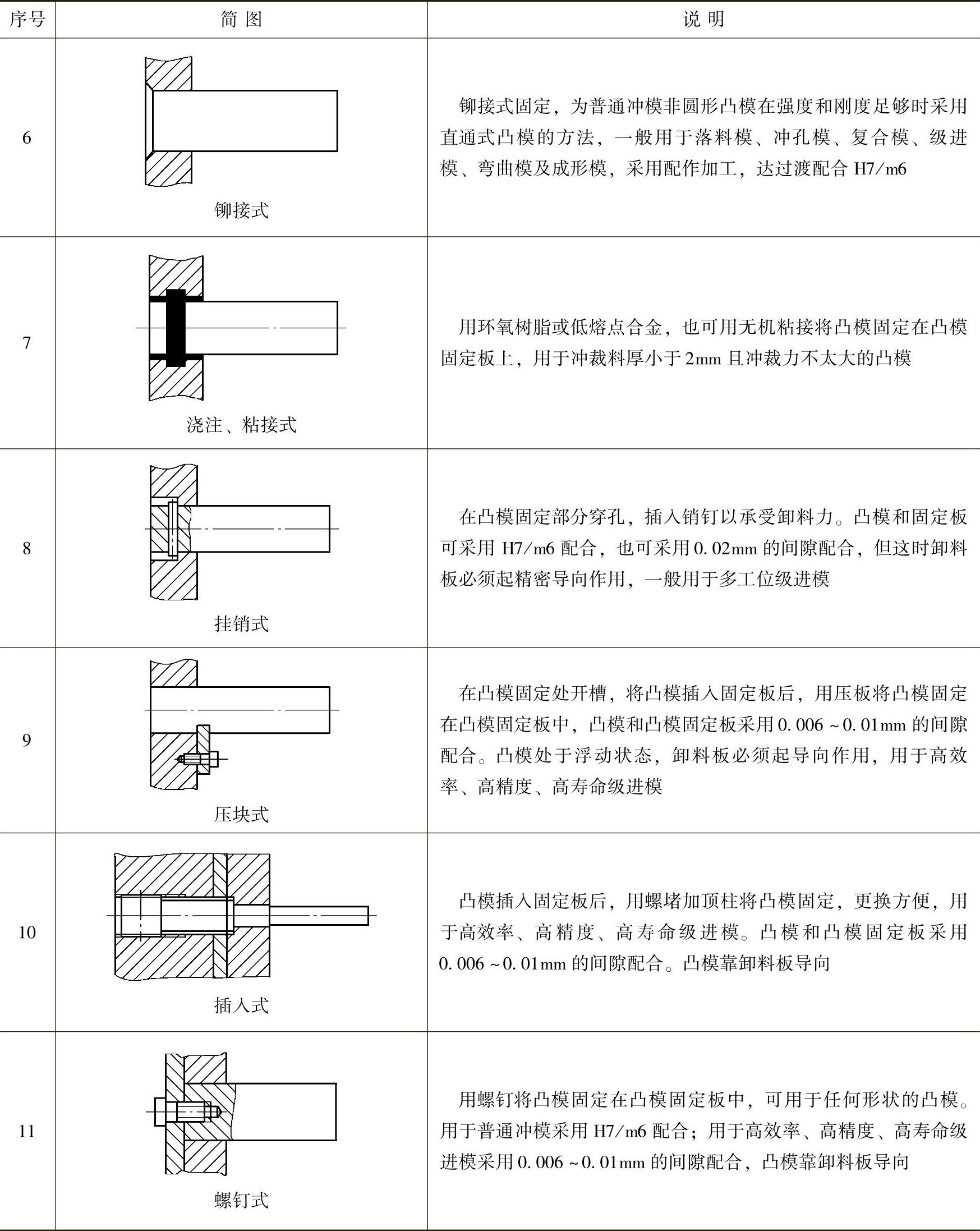
(2)凸模固定方法(表2-9)
表2-9 凸模固定方法
(续)
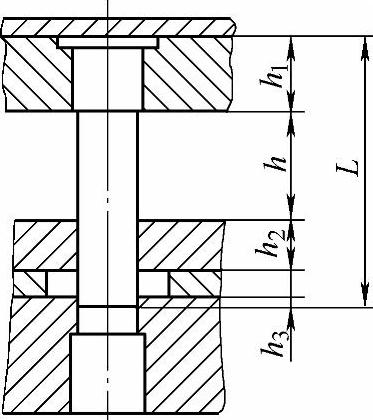
(3)凸模的长度 落料模、级进模、复合模的结构已标准化,凸模长度应按标准结构选取。若采用非标准结构,可按下式计算。有关数据如图2-1所示。
L=h1+h2+h3+h (2-1)
式中 L——凸模长度(mm);
h1——凸模固定板厚度(mm);
h2——固定卸料板厚度(mm);
h3——导料板厚度(mm);
h——附加长度(mm),一般取15~20mm。
(4)凸模强度与刚度校核 一般情况下,凸模强度与刚度是足够的,没有必要进行校核。但是,当凸模的断面尺寸很小,凸模长度又长同时制件较厚时,则应进行承压能力和抗纵向弯曲能力的校核。
1)承压能力校核。
 (https://www.xing528.com)
(https://www.xing528.com)
图2-1 凸模长度的计算
对于圆形模
对于其他形状凸模
式中 dmin——凸模最小直径(mm);
Smin——凸模最小横截面积(mm2);
F′z——凸模纵向所承受的压力,它包括冲裁力和推件力或顶件力(N);
t——制件厚度(mm);
τ——材料抗剪强度(MPa);
[Rmc]——凸模材料淬火回火后的许用压应力(MPa),可取[Rmc]=(1.0~1.6)×103MPa,如凸模有导向可取[Rmc]=(2~3)×103MPa。
2)失稳弯曲应力校核。
有导向的异形凸模
有导向的圆凸模
无导向的异形凸模
无导向的圆凸模
式中 Lmax——凸模允许最大长度(mm);
I——凸模最小横截面积的惯性矩(mm4)。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。