



【摘要】:表1-5 变薄拉深各工序尺寸 图1-289 变薄拉深模1—弹性夹头 2—螺纹套 3—凸模 4—定位套 5—上凹模 6—下凹模 7—卸料板 8—锥形垫板 9—导料管 10—销 11—下模座 12、19—螺钉 13—螺塞 14—凹模固定板 15—螺纹套 16—凸模固定板 17—上模座 18—垫板2.旋转变薄拉深模图1-290所示为旋转变薄拉深模。
1.变薄拉深模
图1-289所示为变薄拉深模,其上、下模均采用通用模座,目的是快速更换凸、凹模,不但维修方便,而且可拉深不同尺寸的拉深件。上、下模均采用螺纹套紧固,上模还采用带槽的弹性夹头1,使凸模3紧固牢靠和准确定位。拉深凹模采用阶梯式两层凹模,变薄拉深各工序尺寸见表1-5。
表1-5 变薄拉深各工序尺寸 (单位:mm)

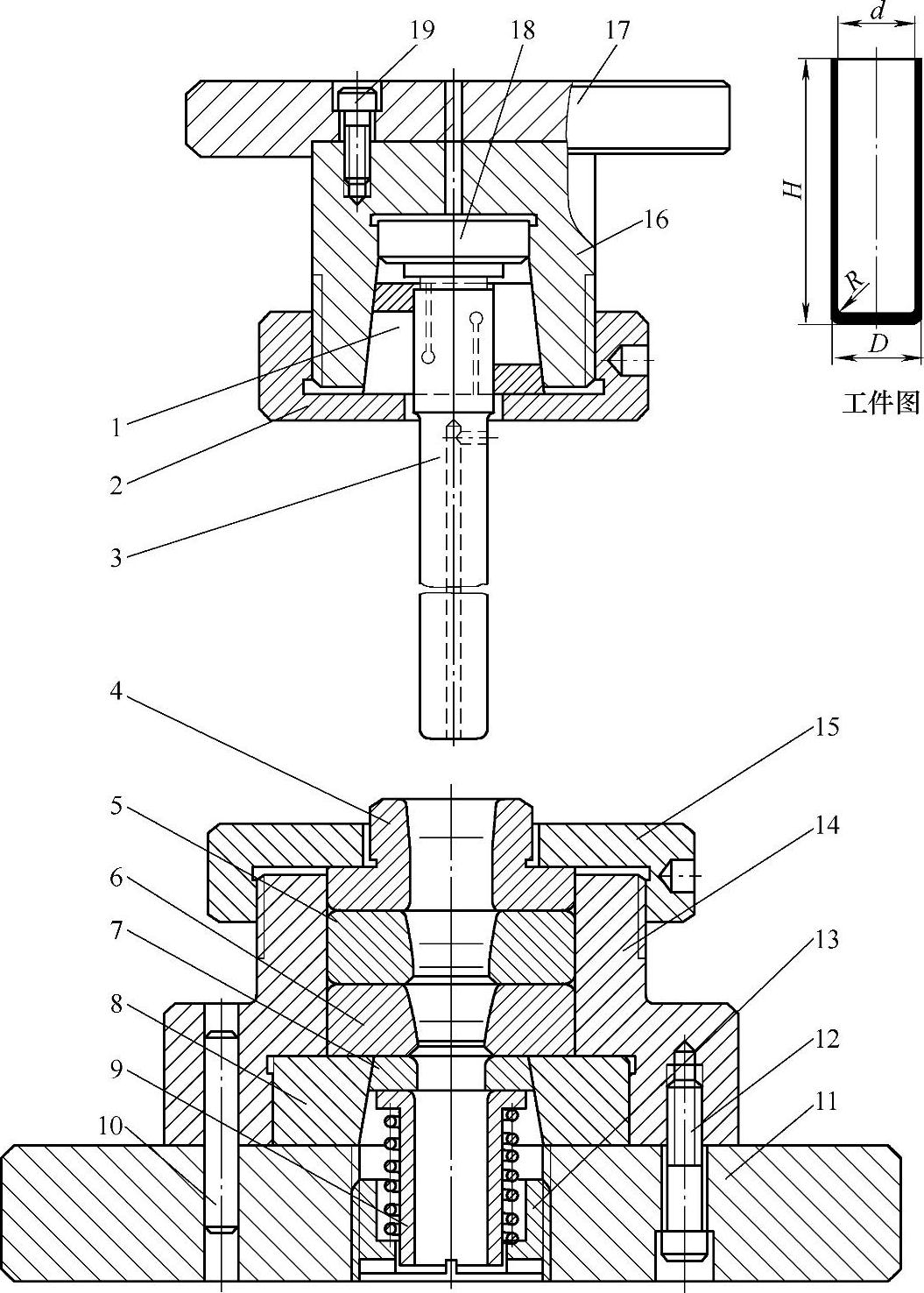
图1-289 变薄拉深模
1—弹性夹头 2—螺纹套 3—凸模 4—定位套 5—上凹模 6—下凹模 7—卸料板 8—锥形垫板 9—导料管 10—销 11—下模座 12、19—螺钉 13—螺塞 14—凹模固定板 15—螺纹套 16—凸模固定板 17—上模座 18—垫板(https://www.xing528.com)
2.旋转变薄拉深模
图1-290所示为旋转变薄拉深模。旋转拉深的基本过程为:将管料套在拉深凸模上,钢球套在凹模中,凹模(或凸模)装在机床主轴上并随主轴旋转,凸模(或凹模)装在机床滑板上并随滑板进给,管坯与钢球的相对转动及移动加之钢球本身的自转,迫使材料逐点产生塑性流动并变薄。
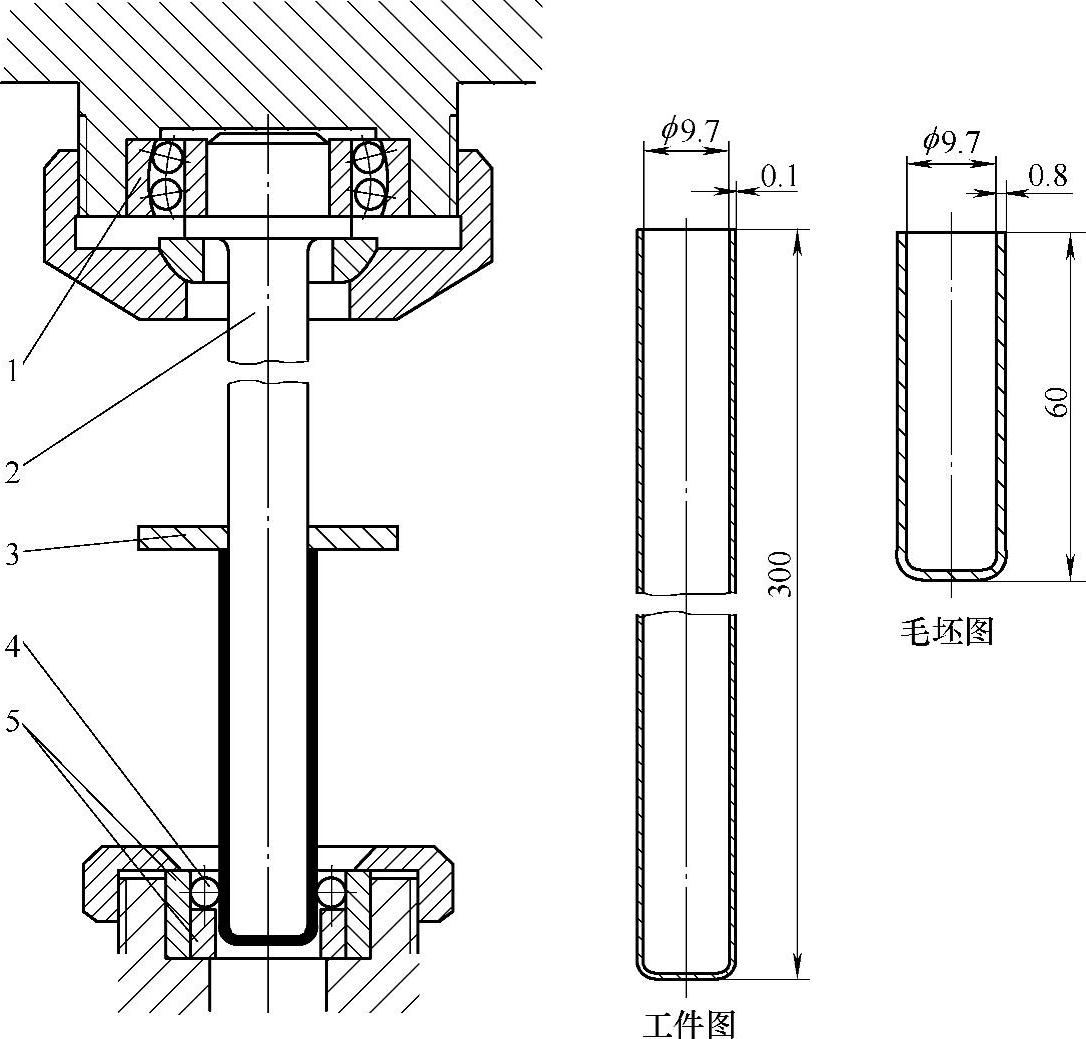
图1-290 旋转变薄拉深模
1—向心球面轴承 2—凸模 3—卸料板 4—钢球 5—凹模
为保证凸凹模之间有较高的同轴度,凸模装在浮动模柄上,采用向心球面轴承,凸模可以在任何方向摆动,以补偿机床,模具制造、安装造成的同轴度误差。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。