



1.拉深件的工艺设计
图1-280所示为拉深件的工艺设计,共分8道工序完成拉深件的拉深过程。带宽凸缘筒形件的拉深必须保证第一次拉深已经成形的凸缘尺寸保持不变,因为在以后的拉深工序中,既使凸缘部分产生很小的变形,筒壁传力区也会产生很大的拉应力,从而使危险断面拉裂。
2.拉深模设计
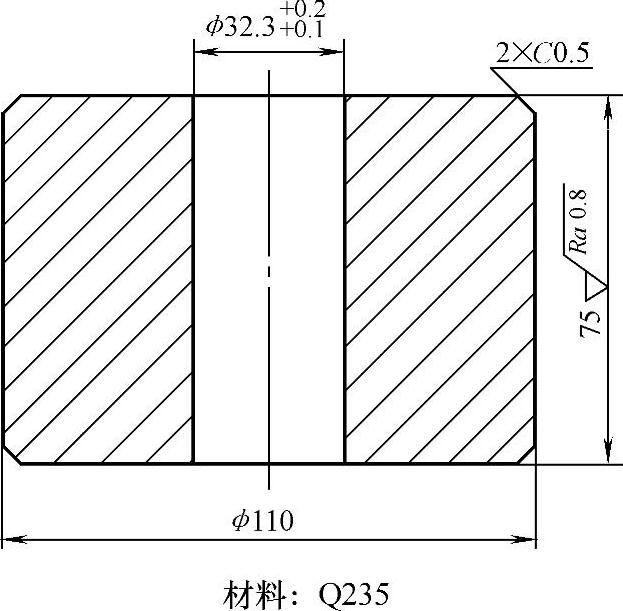
图1-279 中垫板
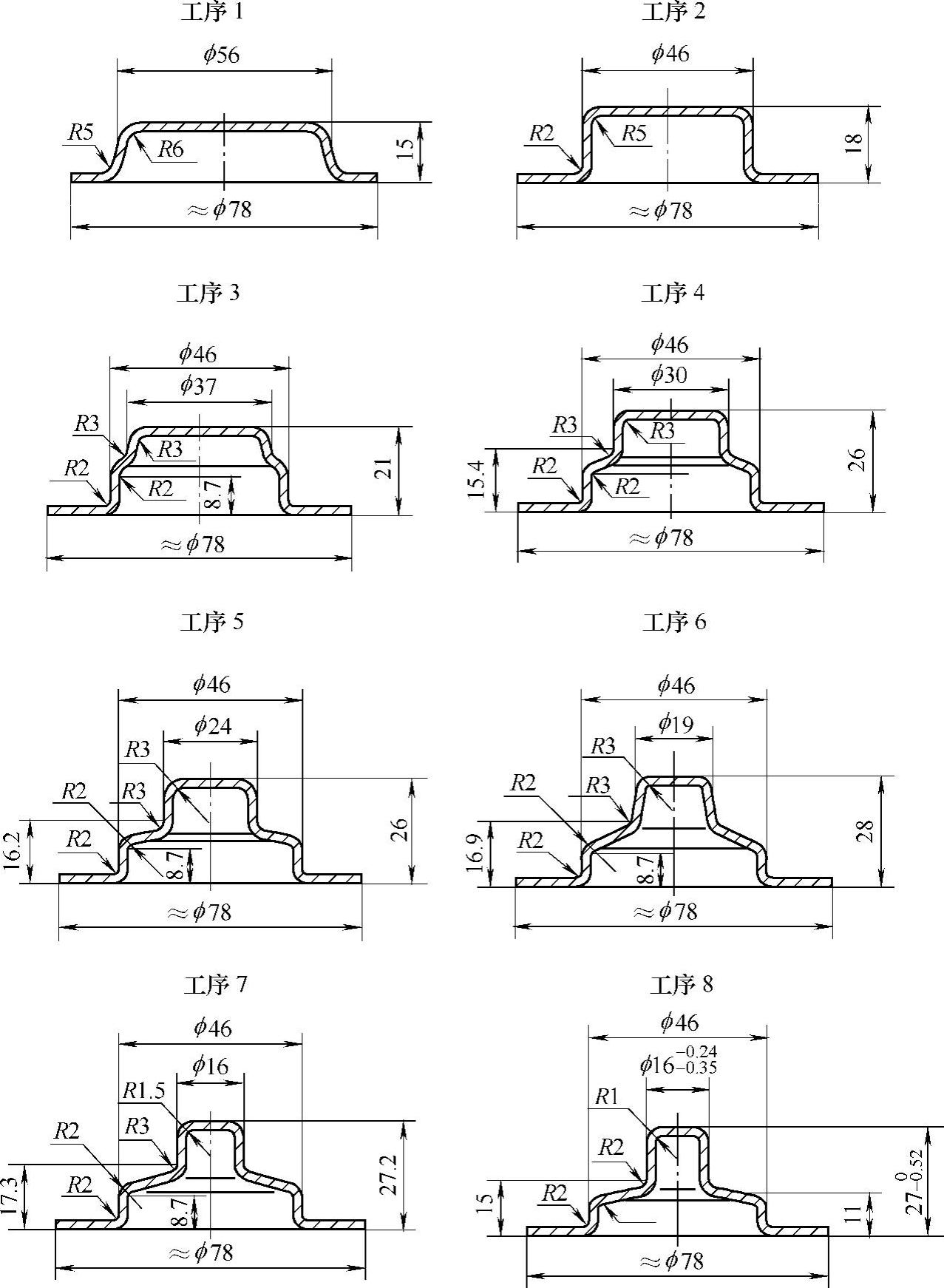
图1-280 宽凸缘筒形拉深件工艺设计
图1-281~图1-288所示为8道工序拉深模,工序1为落料拉深复合模,工序2~7为单工序拉深模,工序8为整形。在工序1~8中,为了有利于拉深成形和从拉深凸模上退下拉深件,凸模上都设有出气孔。为了有较好的压料效果,拉深工序都采用气垫压料装置。工序2的压料板上有定位槽,工序件1凸缘放在槽内初定位,而后用凹模15上的圆角导正。本套模具均采用打杆机构将拉深件从凹模中推出,而后用压缩空气吹出。
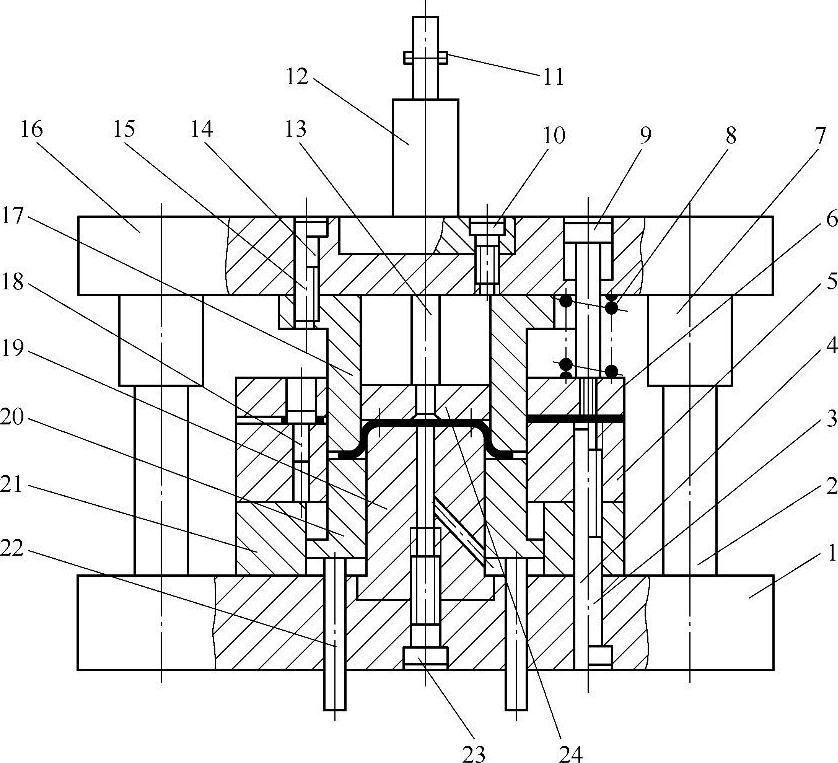
图1-281 落料拉深复合模
1—下模座 2—导柱 3、10、14、23—螺钉 4、11、15—销 5—落料凹模 6—弹压卸料板 7—导套 8—弹簧 9—弹压螺钉 12—模柄 13—打杆 16—上模座 17—落料拉深凸凹模 18—挡料销和导料销 19—拉深凸模 20—顶件块 21—中垫板 22—顶杆 24—推板
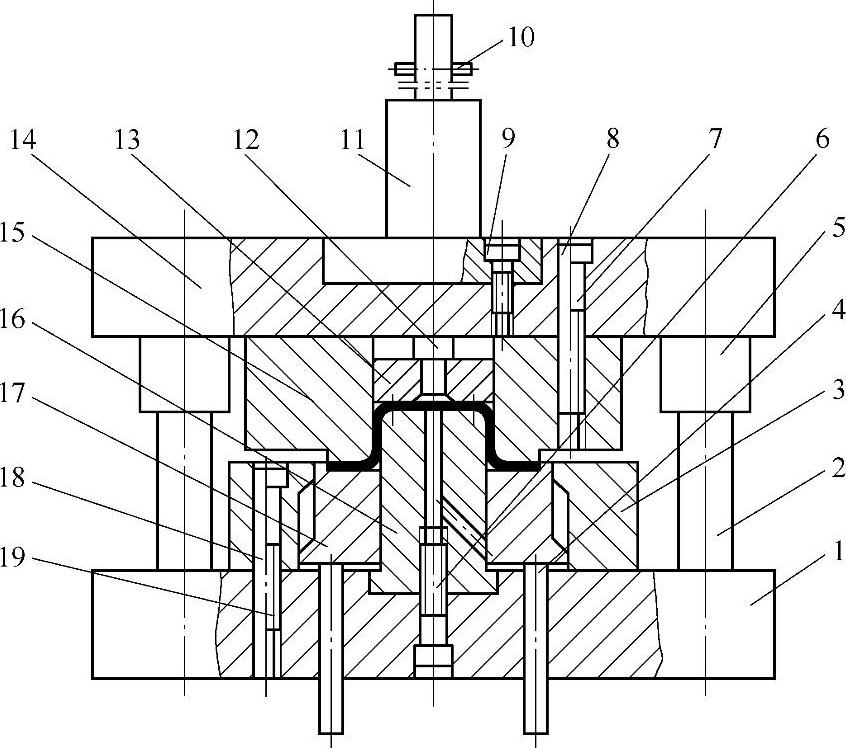
图1-282 第二次拉深模
1—下模座 2—导柱 3—导板 4—顶杆 5—导套 6、7、9、19—螺钉 8、10、 18—销 11—模柄 12—打杆 13—推板 14—上模座 15—拉深凹模 16—拉深凸模 17—顶件块
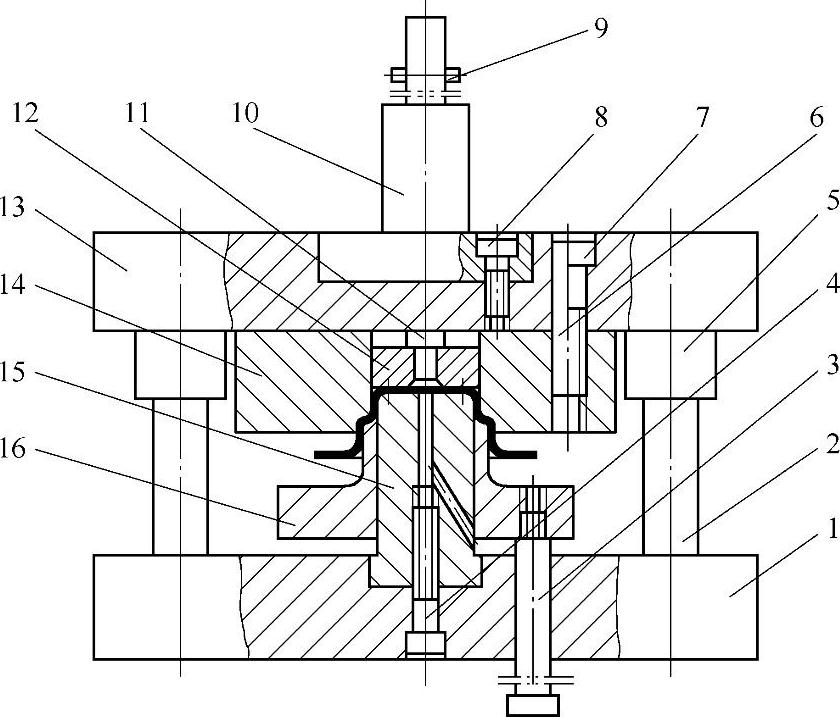
图1-283 第三次拉深模
1—下模座 2—导柱 3—弹压螺钉 4、7、8—螺钉 5—导套 6、9—销 10—模柄 11—打杆 12—推板 13—上模座 14—拉深凹模 15—拉深凸模 16—定位套(https://www.xing528.com)
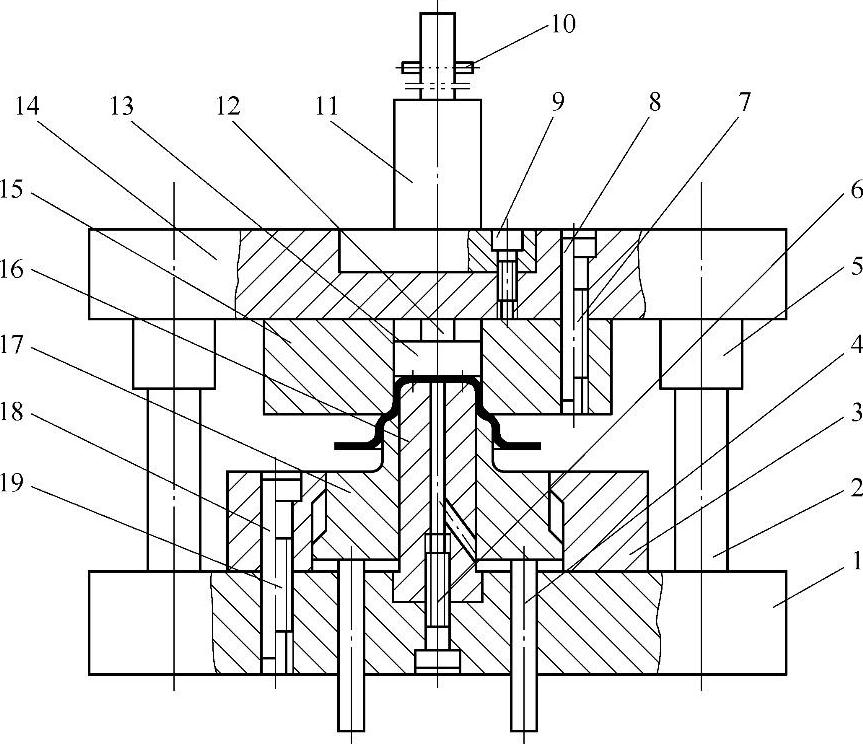
图1-284 第四次拉深模
1—下模座 2—导柱 3—导板 4—顶杆 5—导套 6、7、9、19—螺钉 8、10、18—销 11—模柄 12—打杆 13—推板 14—上模座 15—拉深凹模 16—拉深凸模 17—定位套
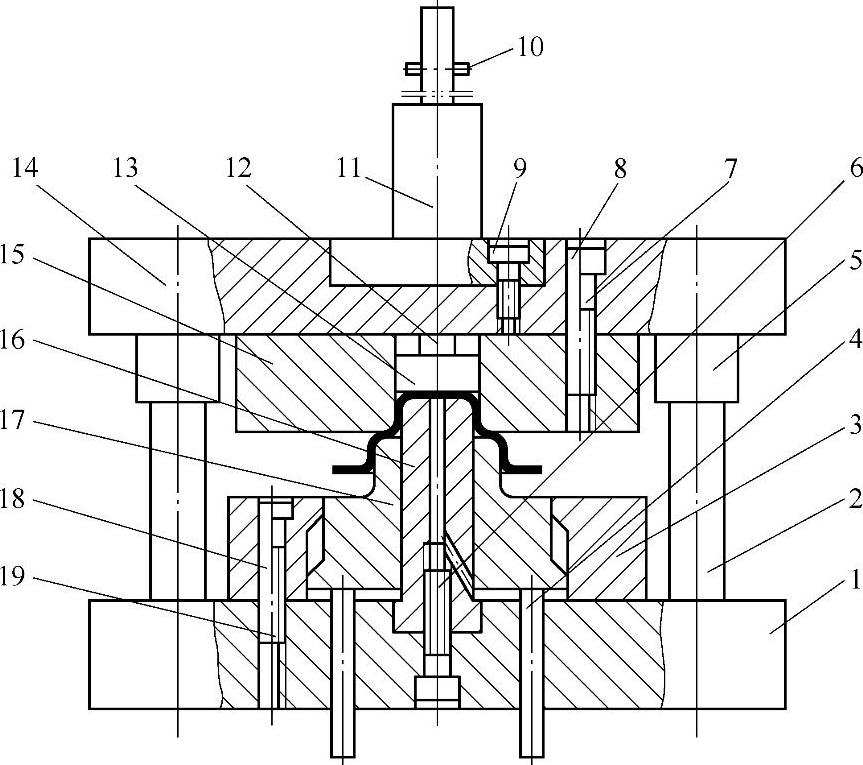
图1-285 第五次拉深模
1—下模座 2—导柱 3—导板 4—顶杆 5—导套 6、7、9、19—螺钉 8、10、18—销 11—模柄 12—打杆 13—推板 14—上模座 15—拉深凹模 16—拉深凸模 17—定位套
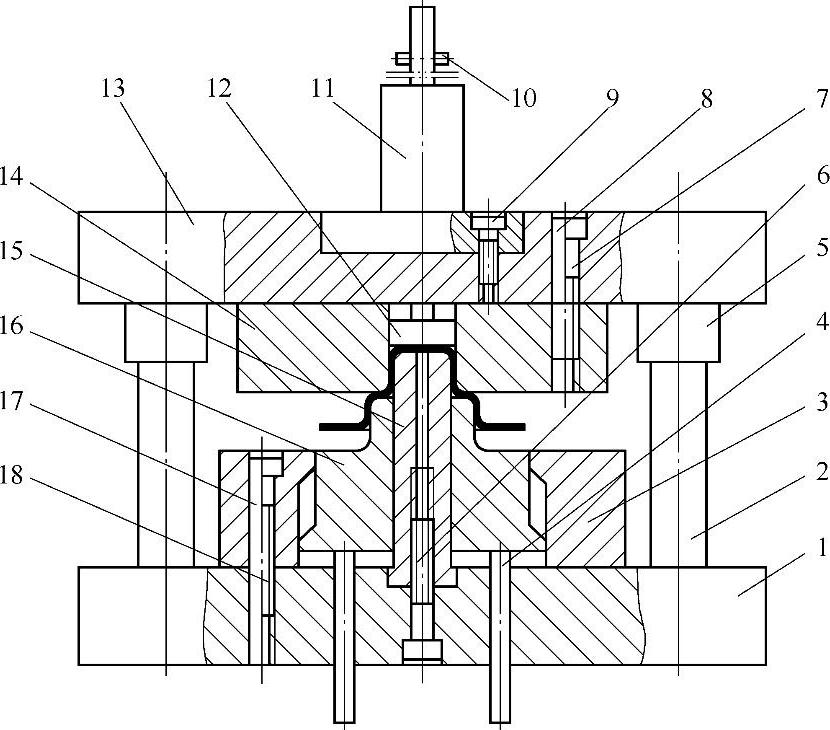
图1-286 第六次拉深模
1—下模座 2—导柱 3—导板 4—顶杆 5—导套 6、7、9、18—螺钉 8、10、17—销 11—模柄 12—打杆 13—上模座 14—拉深凹模 15—拉深凸模 16—定位套
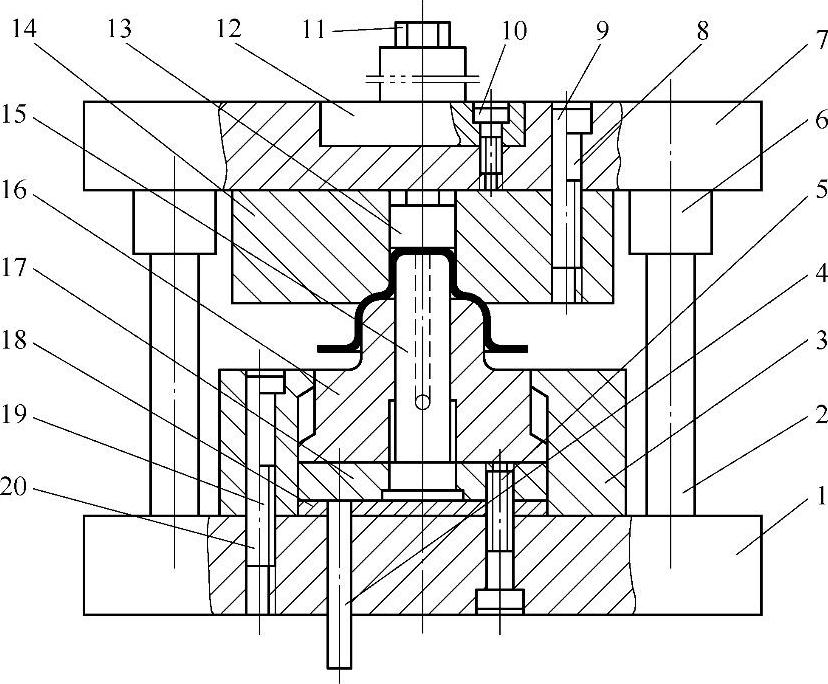
图1-287 第七次拉深模
1—下模座 2—导柱 3—导板 4—顶杆 5、8、10、19—螺钉 6—导套 7—上模座 9、20—销 11—螺母 12—模柄 13—打杆 14—拉深凹模 15—拉深凸模 16—定位套 17—凸模固定板 18—垫板
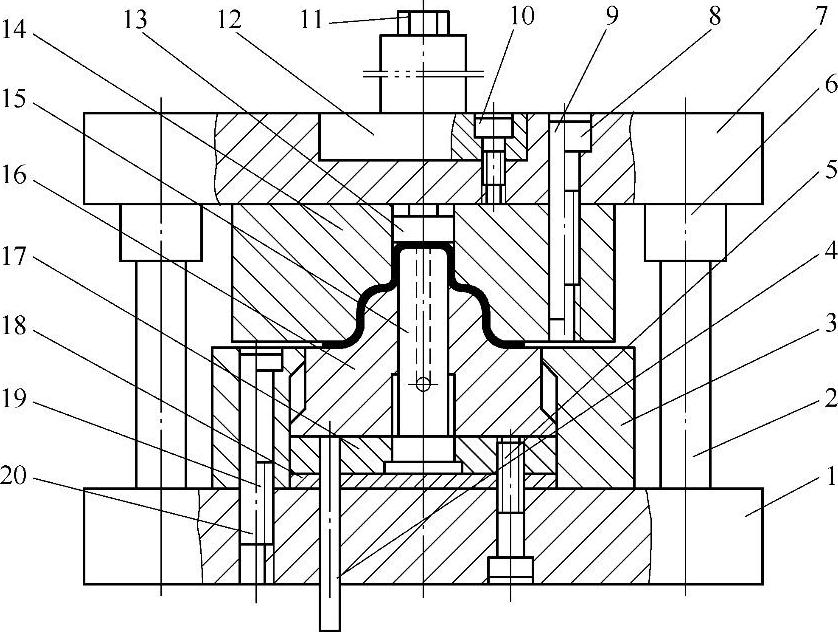
图1-288 第八次整形模
1—下模座 2—导柱 3—导板 4—顶杆 5、8、10、19—螺钉 6—导套 7—上模座 9、20—销 11—螺母 12—模柄 13—打杆 14—拉深凹模 15—拉深凸模 16—定位套 17—凸模固定板 18—垫板
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。