



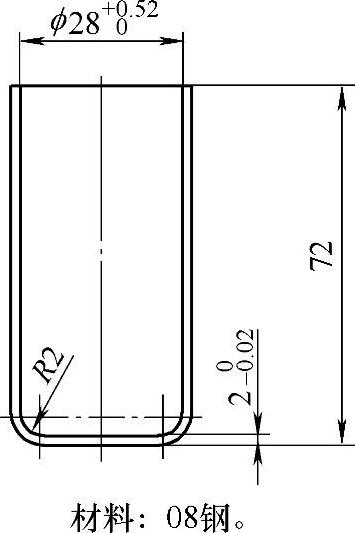
如图1-253所示的拉深件为大量生产,设计拉深模的步骤如下。
1.计算毛坯直径H/d=72mm/(28+2)mm=2.4
查表5-1得 Δh=5mm,H=72mm+5mm=77mm
d1=28mm-2×2mm=24mm
d2=28mm+2mm=30mm
r=2mm+1mm=3mm
h=75mm+5mm-4mm=73mm
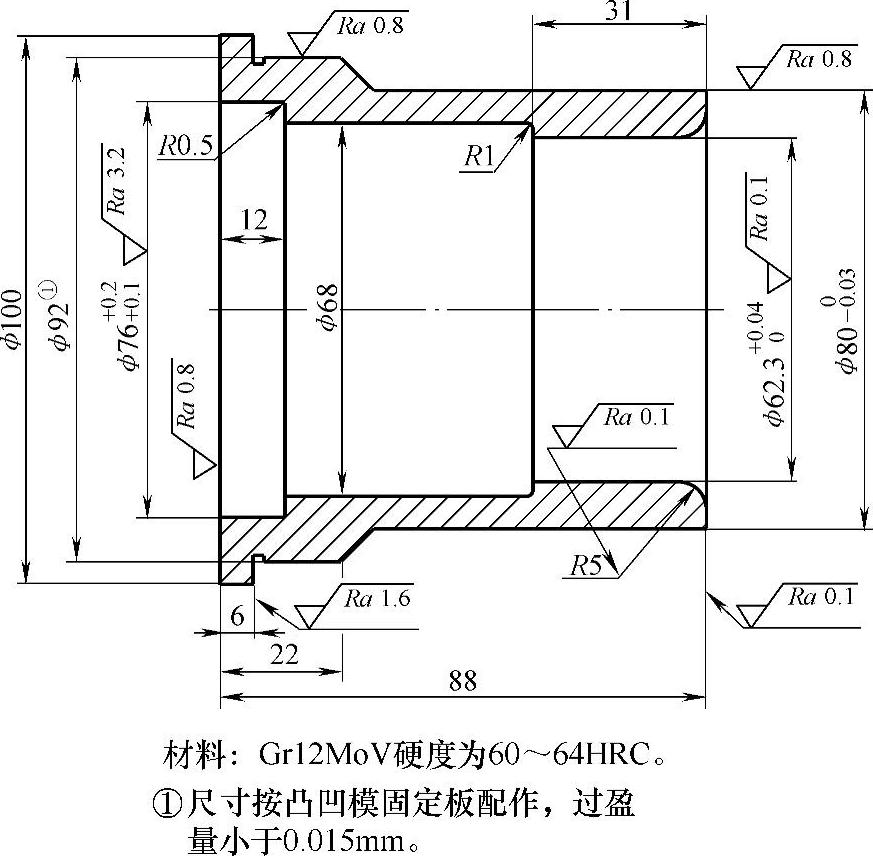
图1-231 落料拉深凸凹模
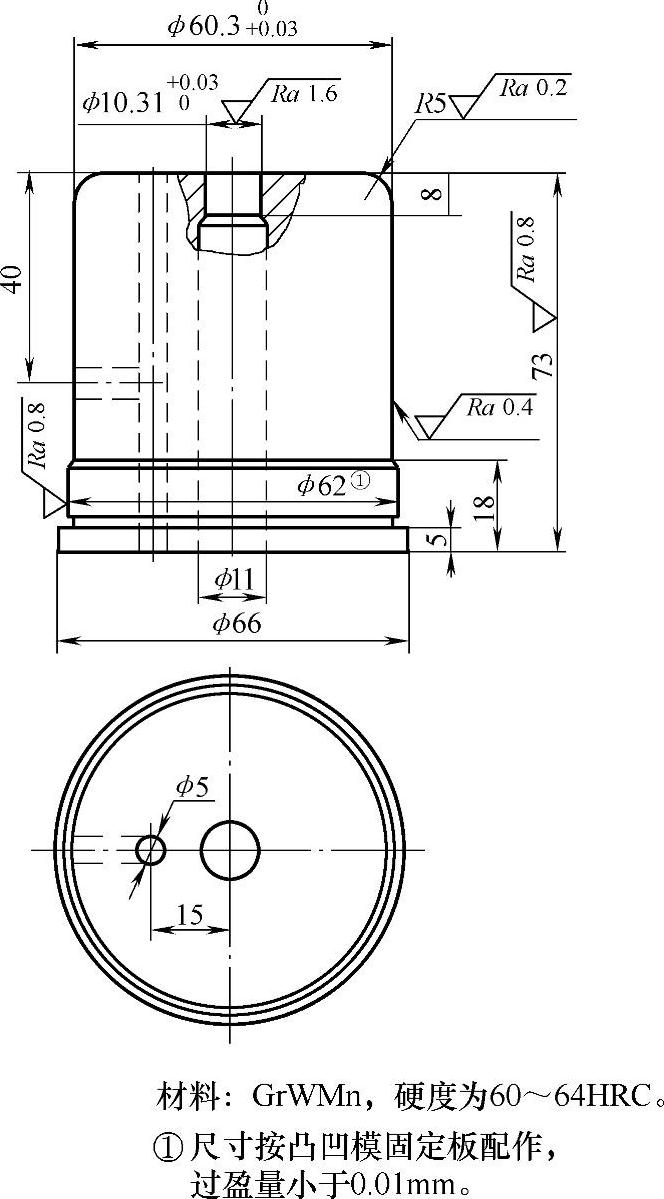
图1-232 拉深冲孔凸凹模
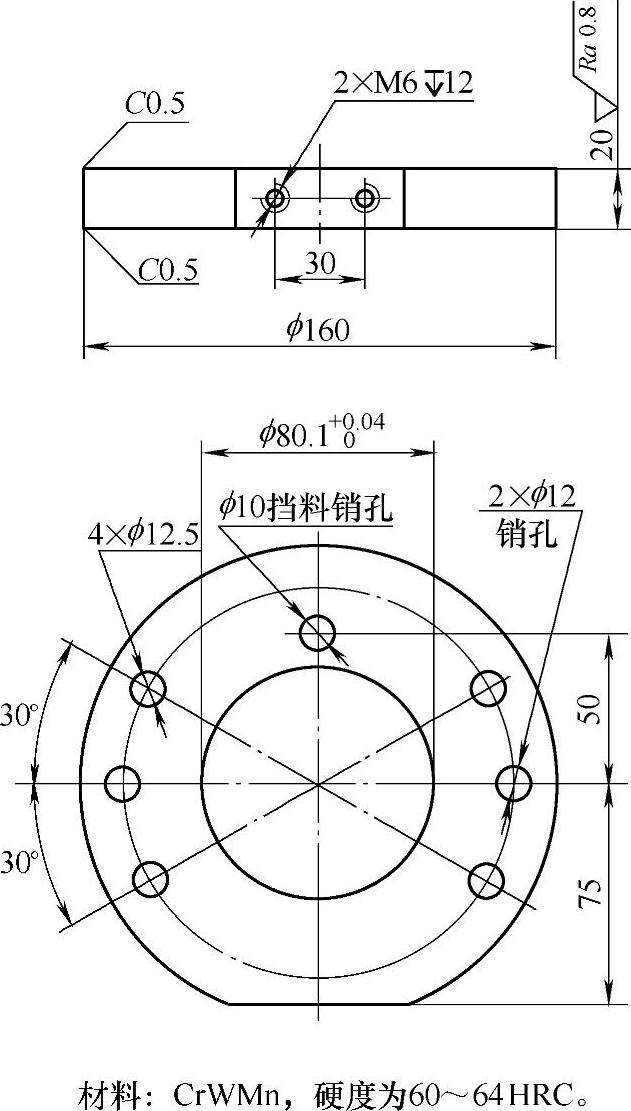
图1-233 落料凹模
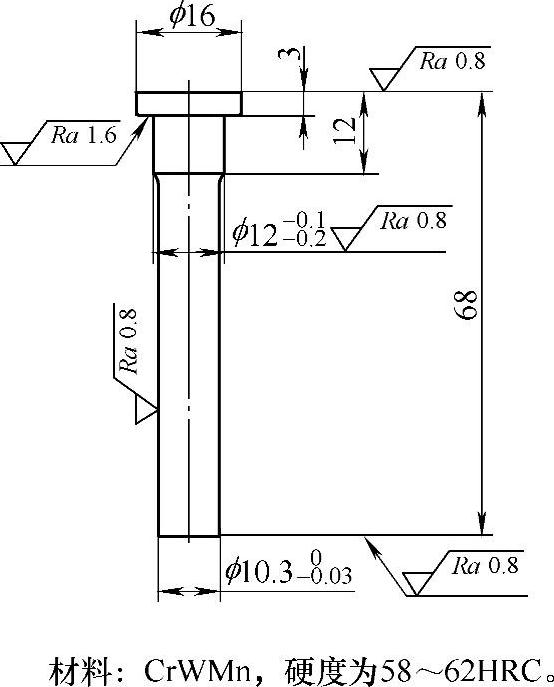
图1-234 冲孔凸模

图1-235 落料拉深凸凹模固定板
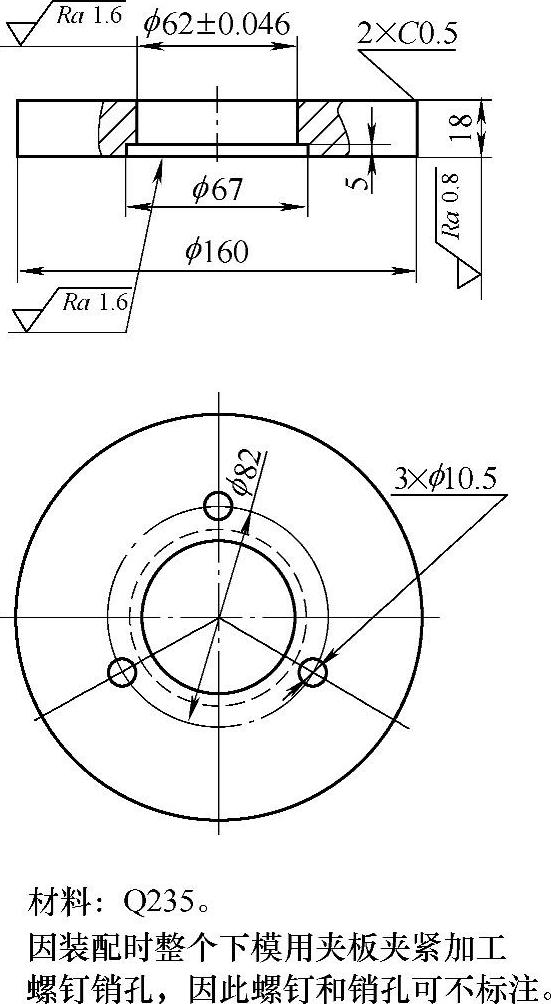
图1-236 拉深冲孔凸凹模固定板
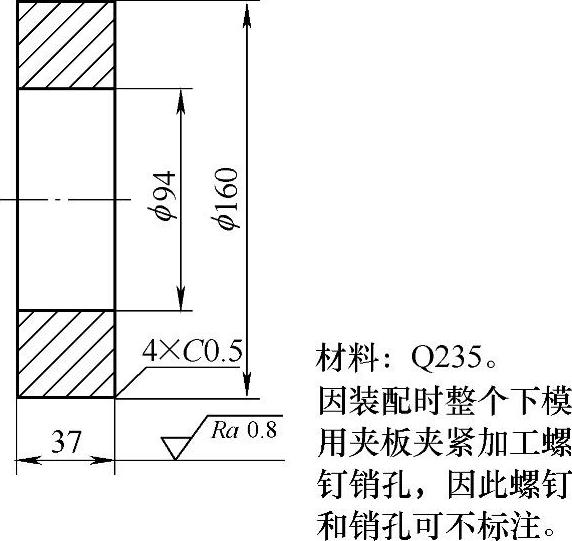
图1-237 中垫板
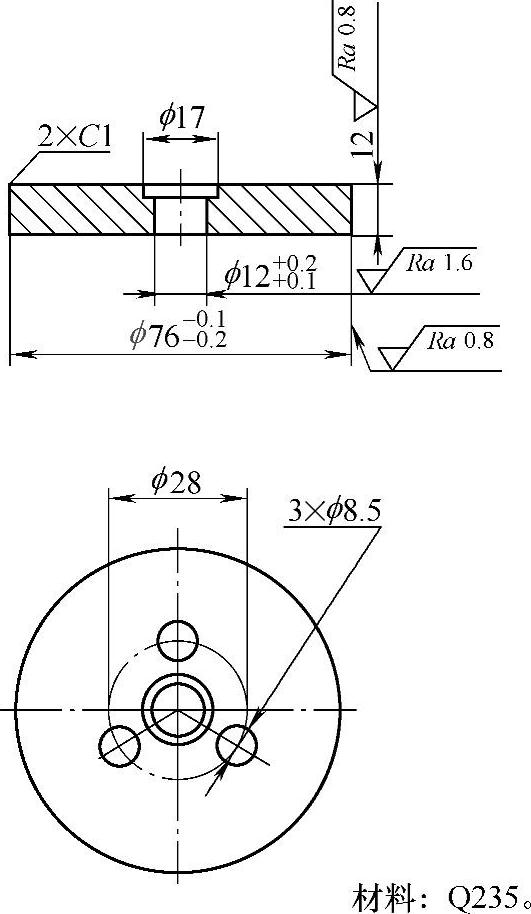
图1-238 冲孔凸模固定板
代入表6-4序号15的公式得
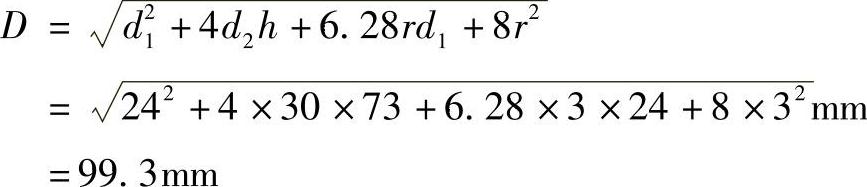
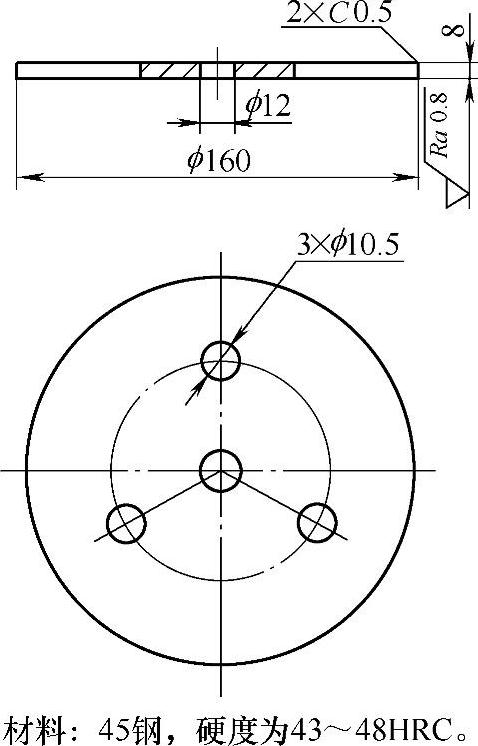
图1-239 垫板
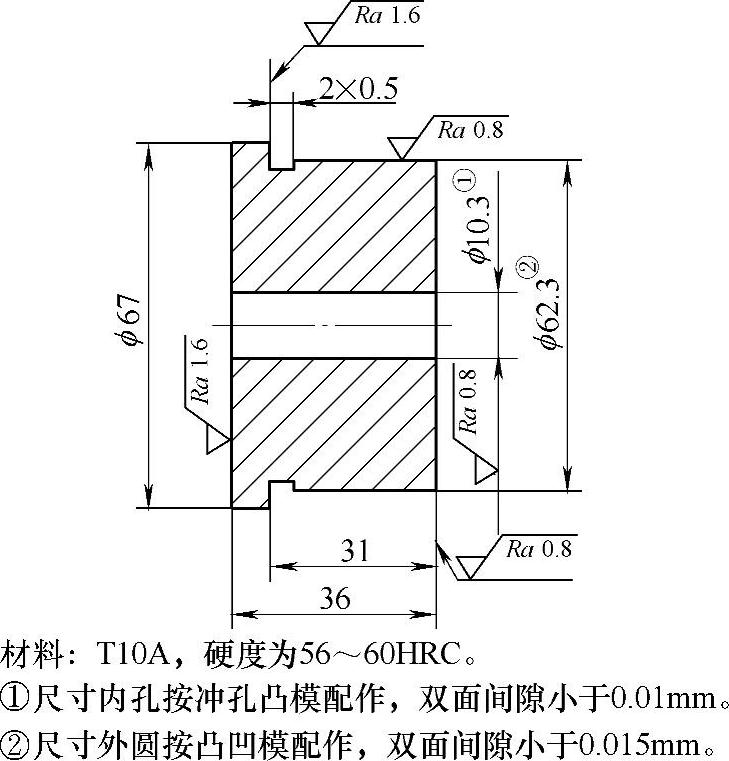
图1-240 推件块
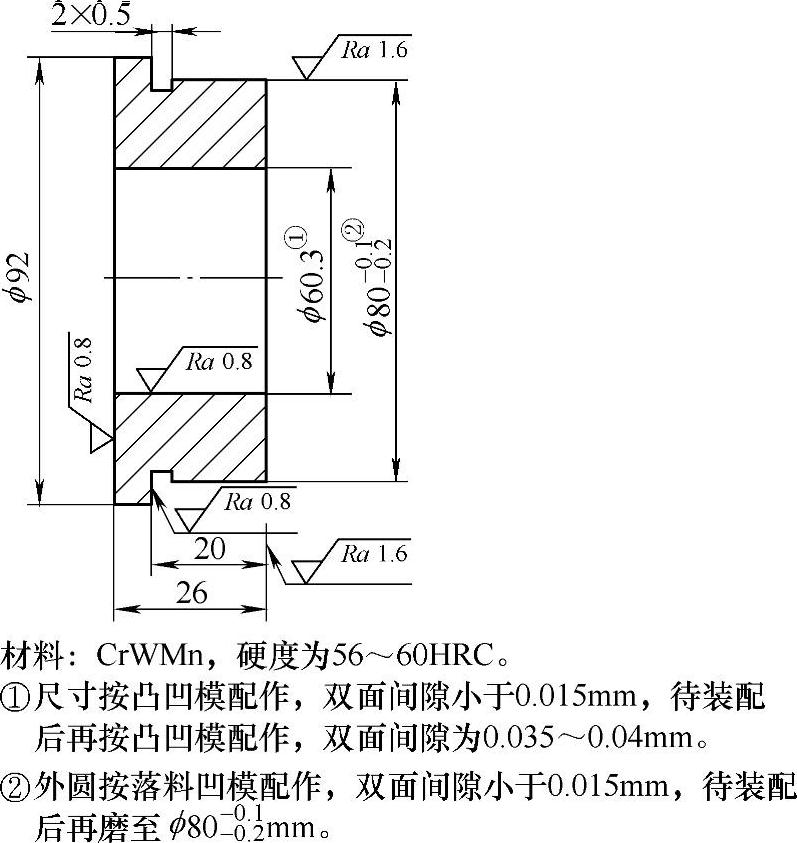
图1-241 顶件块
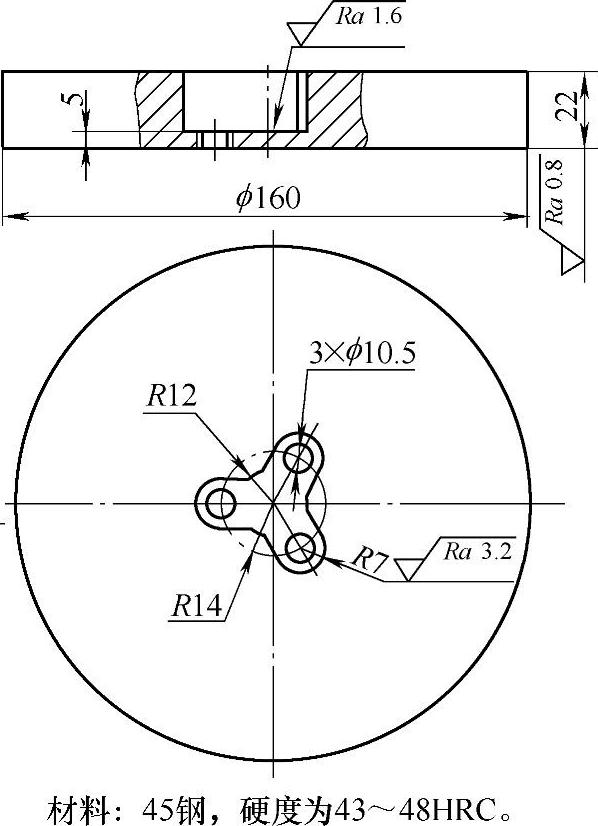
图1-242 垫板
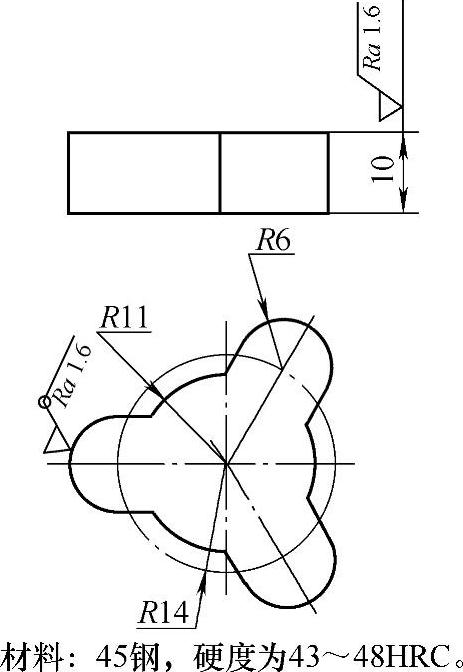
图1-243 推板
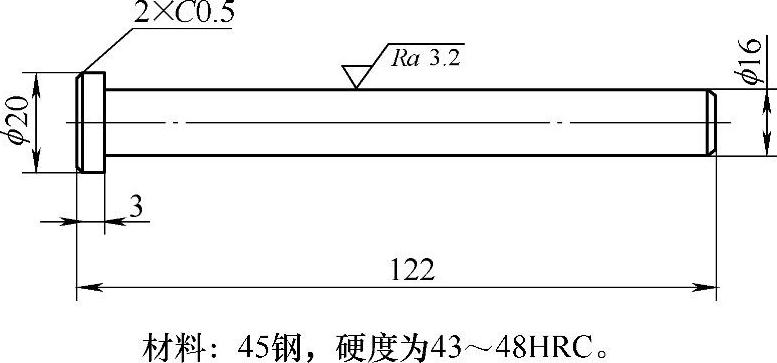
图1-244 打杆
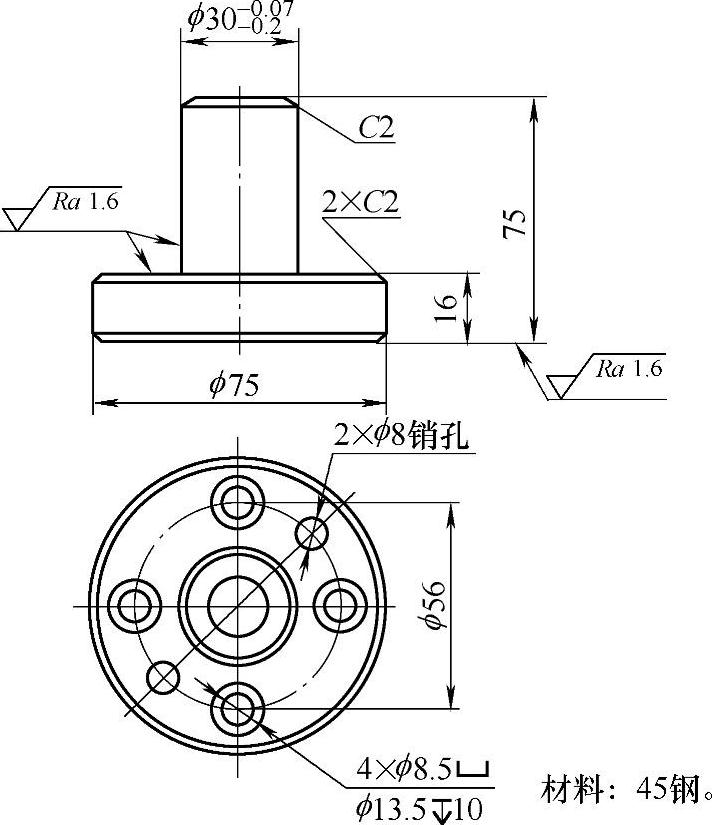
图1-245 模柄
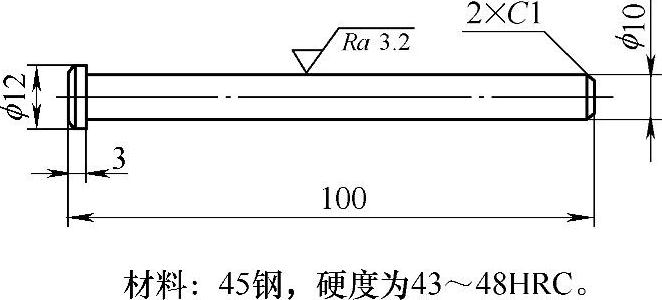
图1-246 连接顶杆
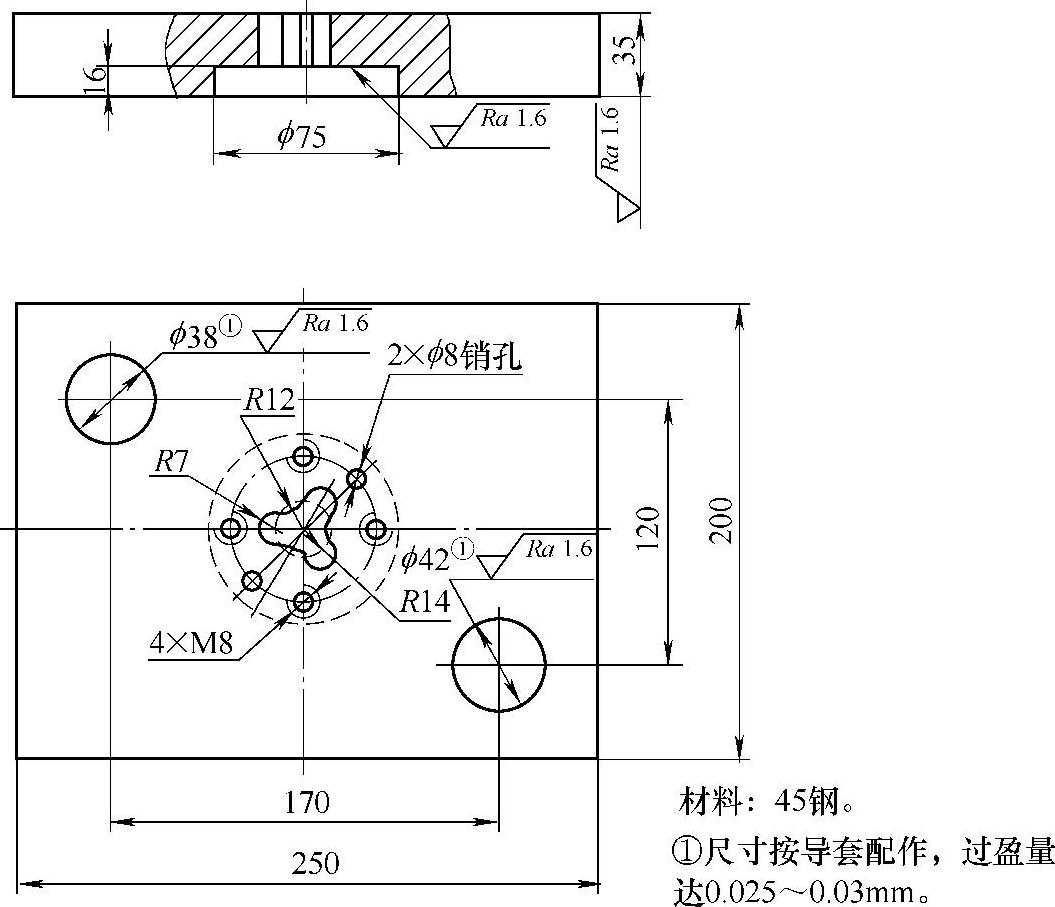
图1-247 上模座
2.确定拉深次数
毛坯相对厚度为 (t/D)×100=(2/99.3)×100=2.01
查表5-11得拉深系数为m1=0.5,m2=0.72,m3=0.74,m4=0.76,m5=0.78。
故拉深后的直径分别为:d1=m1D=0.5×99.3mm=49.7mm
d2=m2d1=0.72×49.7mm=35.8mm
d3=m3d2=0.74×35.8mm=26.5mm
因为d3=26.5mm<30mm,故三次可拉深成形。
3.各次拉深工序件尺寸的确定
(1)调整拉深系数,也可加大每次拉深直径,但必须使调整后的每次拉深系数大于原有拉深系数。取m1=0.51,m2=0.75,m3=0.78。
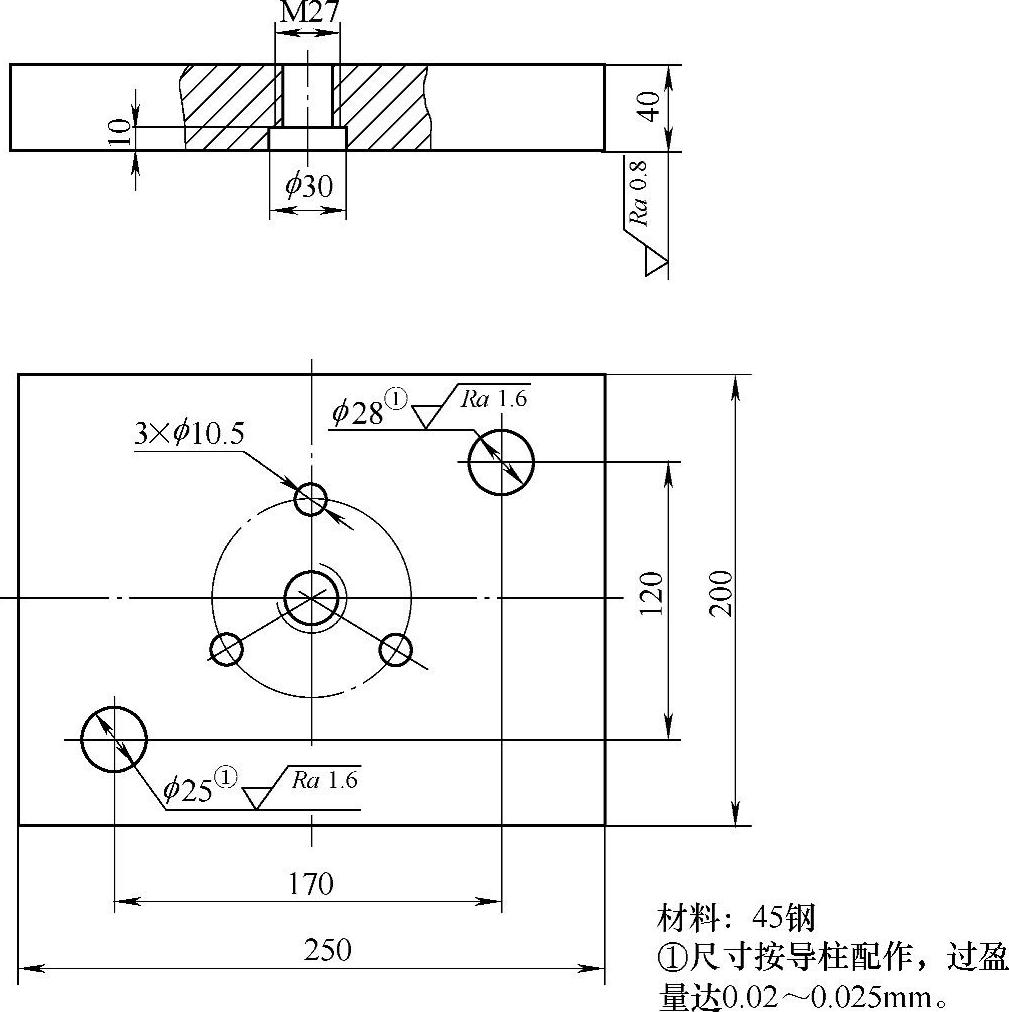
图1-248 下模座
故调整后的拉深直径为d1=m1D=0.51×99.3mm=50.6mm
d2=m2d1=0.75×50.6mm=38mm
d3=m3d2=0.78×38mm=29.64mm,取30mm,m3=0.789。
即各次工序件直径为
d1=50.6mm,d2=38mm,d3=30mm。
(2)确定凸凹模圆角半径
1)凹模圆角半径,根据式(5-43)得
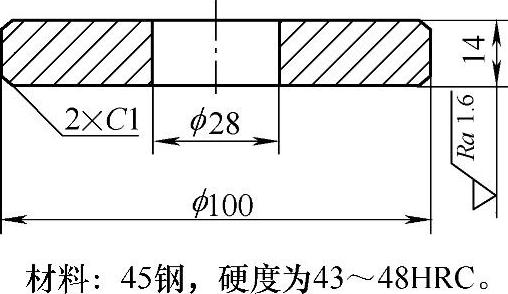
图1-249 托板
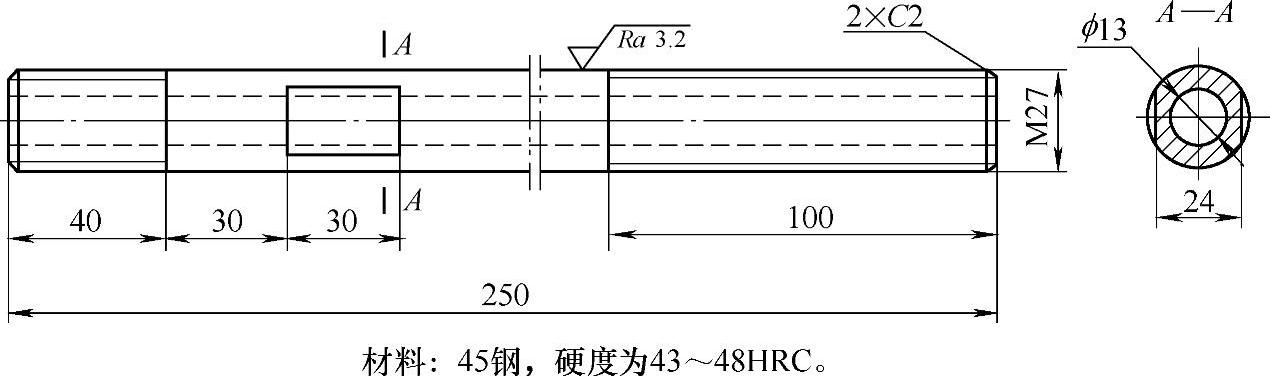
图1-250 螺杆
取
根据式(5-44)得
图1-251 固定卸料板
图1-252 导料板
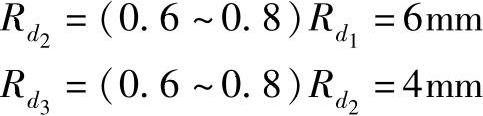
2)凸模圆角半径,根据式(5-45)得
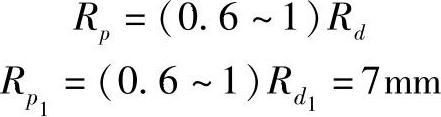
 可取4mm
可取4mm

 (https://www.xing528.com)
(https://www.xing528.com)
图1-253 零件图
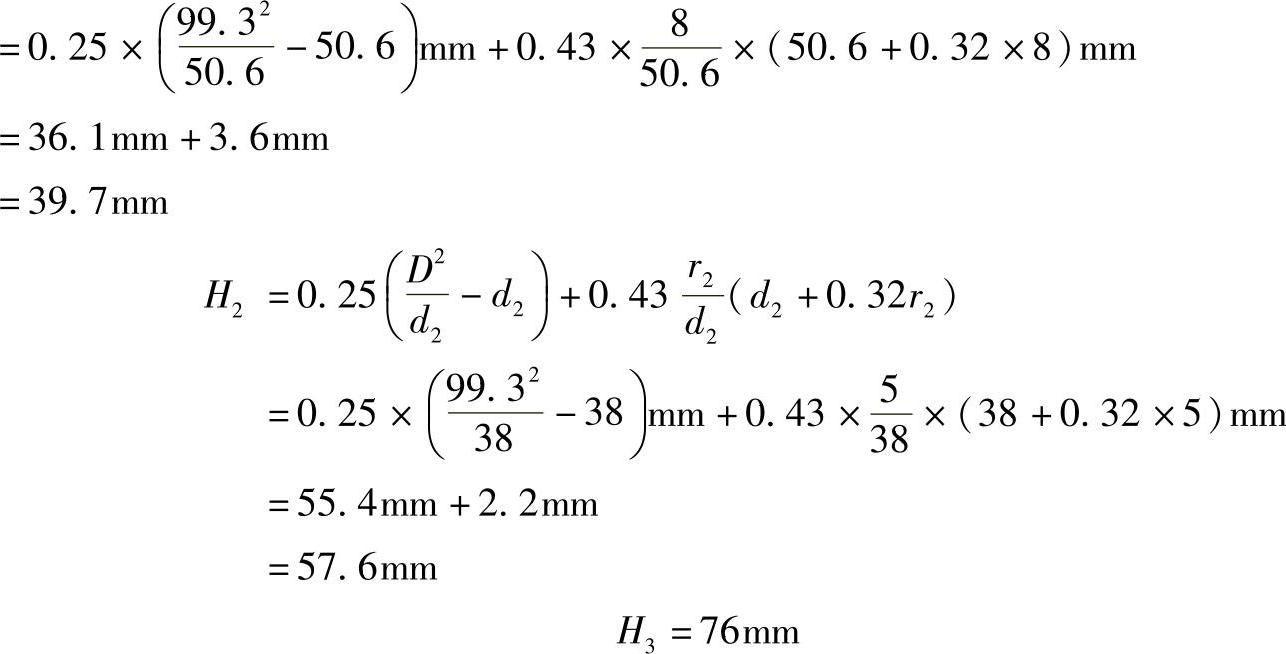
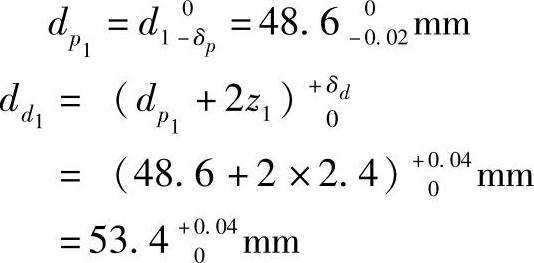
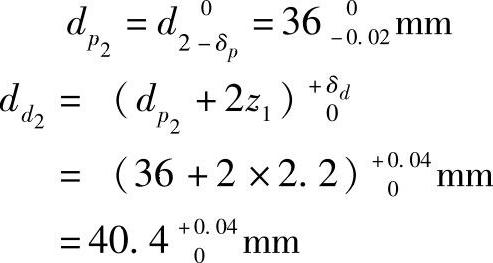
(3)各次拉深件高度 根据表5-15中的计算公式得

工序图如图1-254所示。
4.确定拉深模间隙
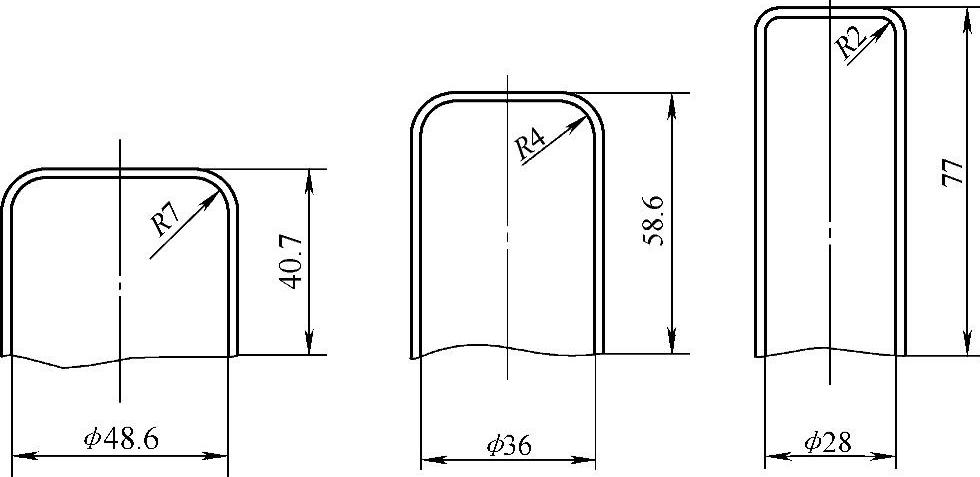
图1-254 拉深工序图
查表5-53得各次拉深的单边间隙为
z1=1.2t=1.2×2mm=2.4mm
z2=1.1t=1.1×2mm=2.2mm
z3=(1~1.05)t=2.04mm
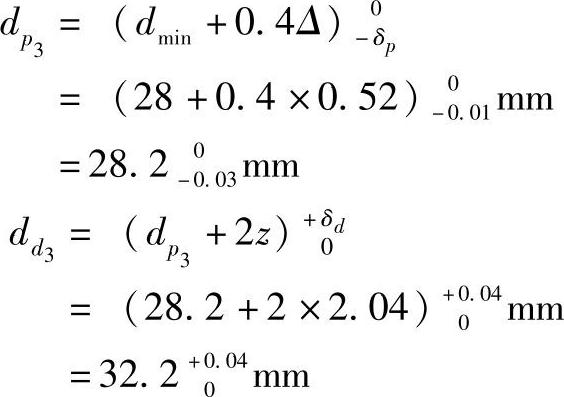
5.凸、凹模尺寸计算
根据表5-54中的计算公式得凸凹模工作部分的尺寸如下。
(1)第一次拉深
根据表5-55得δp=0.02mm,δd=0.03mm,则
(2)第二次拉深
根据表5-55得δp=0.02mm,δd=0.03mm,则
(3)第三次拉深
根据表5-55得δp=0.01mm,δd=0.02mm,则
6.模具结构设计
由于零件为大量生产,故采用:1)落料拉深复合模,2)第二次拉深模,3)第三次拉深模,共三副模具。
落料拉深复合模如图1-227所示,各零件的尺寸关系如图1-255所示,主要零件如图1-256~图1-265。
第二次和第三次拉深模结构(图1-224)相同,其中凹模可采用整体式结构,也可采用镶套式结构。第二次拉深设计成整体式的,第三次拉深设计成镶套式的。第二次和第三次拉深时,主要零件的尺寸关系如图1-266所示,第二次拉深的主要零件如图1-267~图1-274所示,第三次拉深的主要零件如图1-275~图1-279所示。
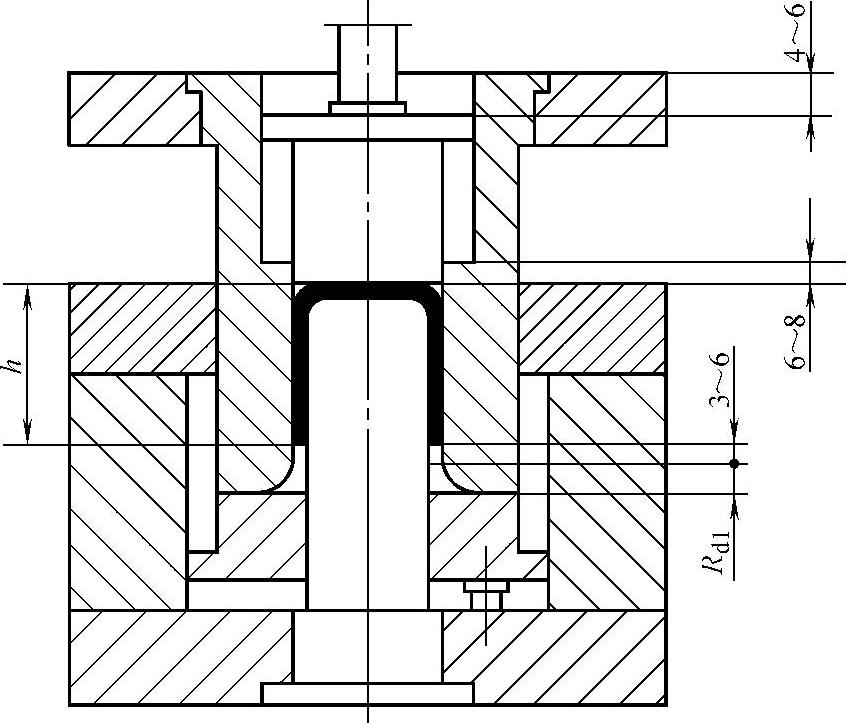
图1-255 主要零件的尺寸关系
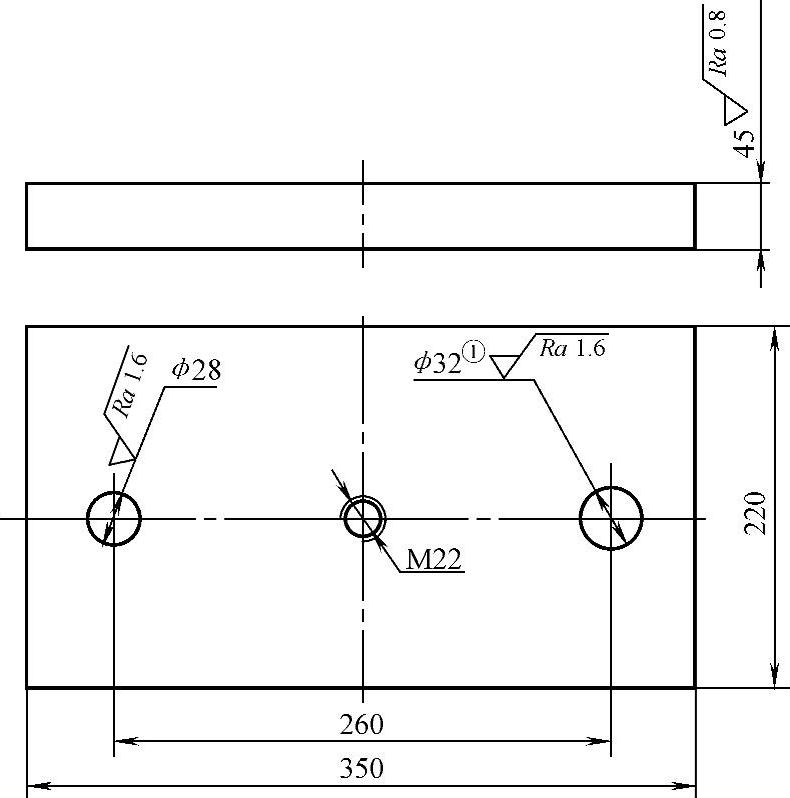
图1-256 下模座
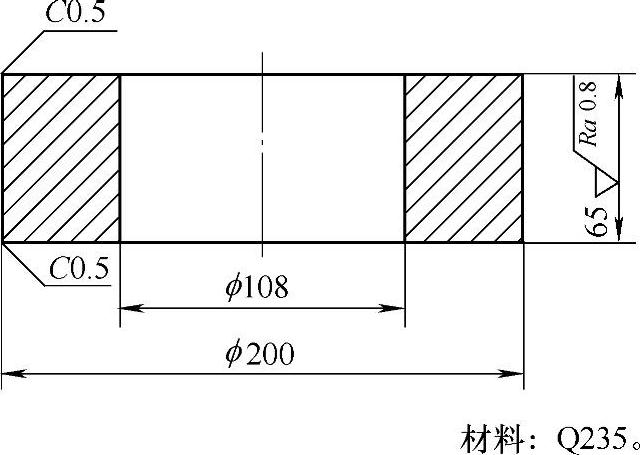
图1-257 中垫板
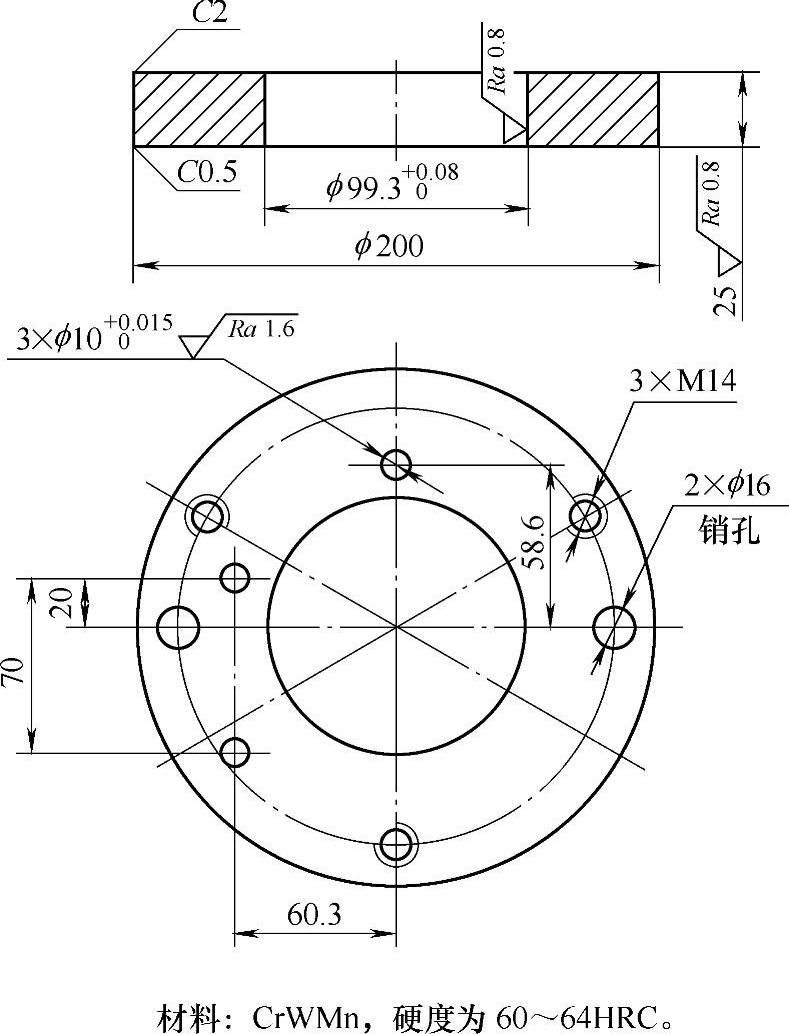
图1-258 凹模
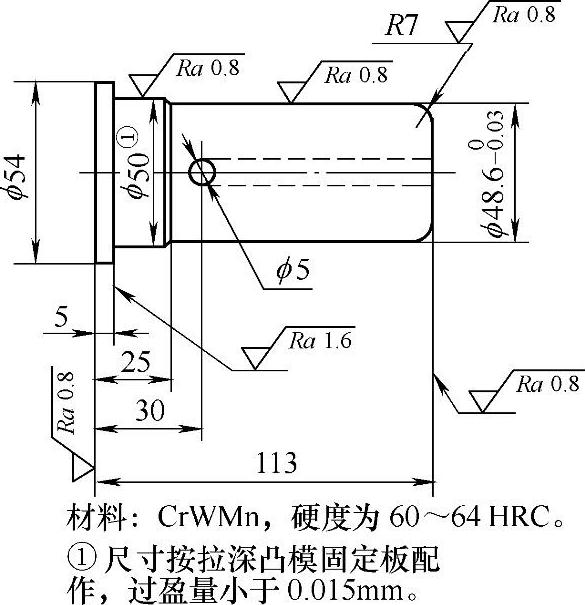
图1-259 拉深凸模
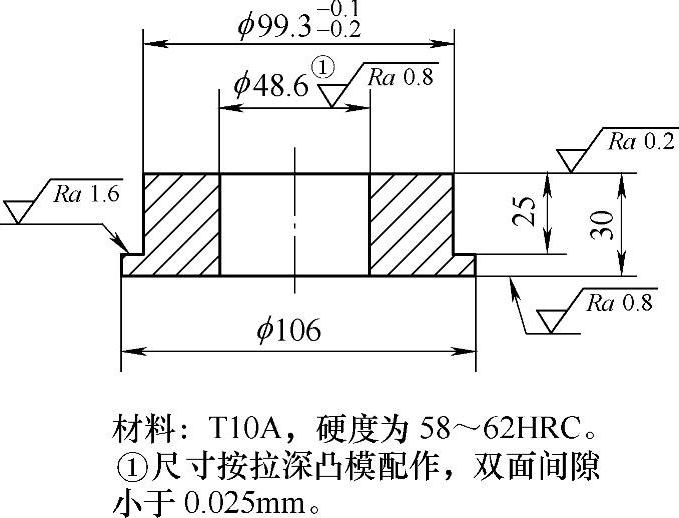
图1-260 顶件板
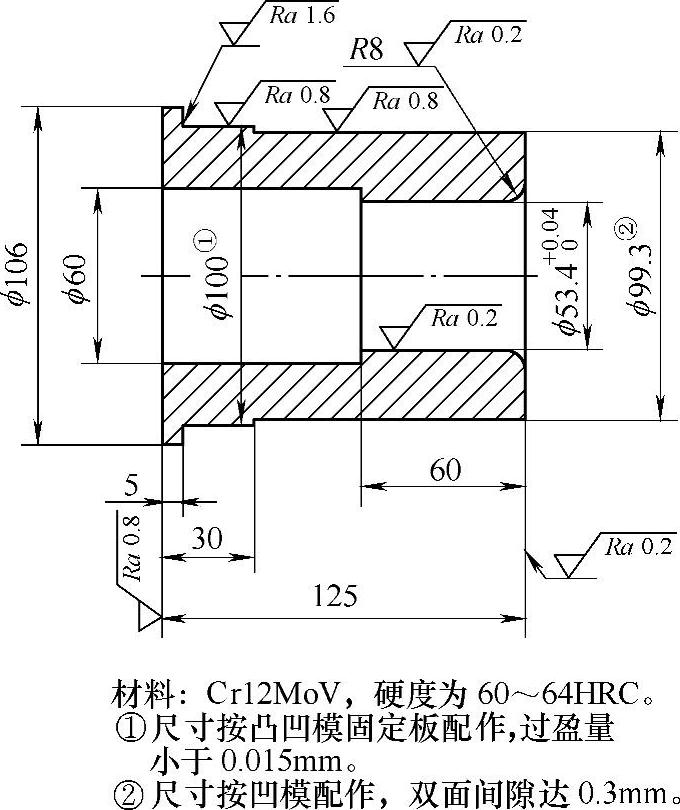
图1-261 落料拉深凸凹模
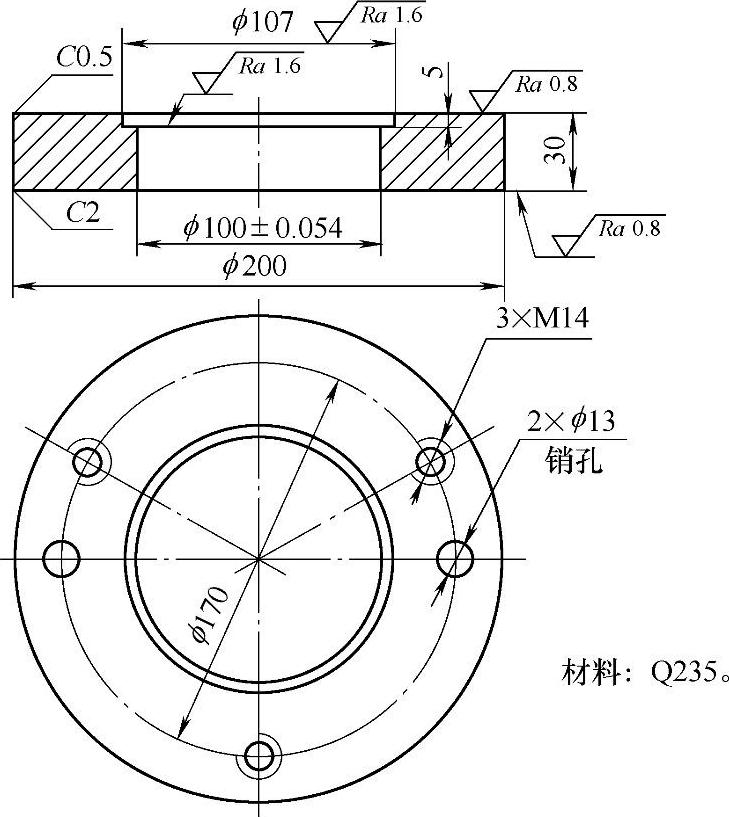
图1-262 落料拉深凸凹模固定板
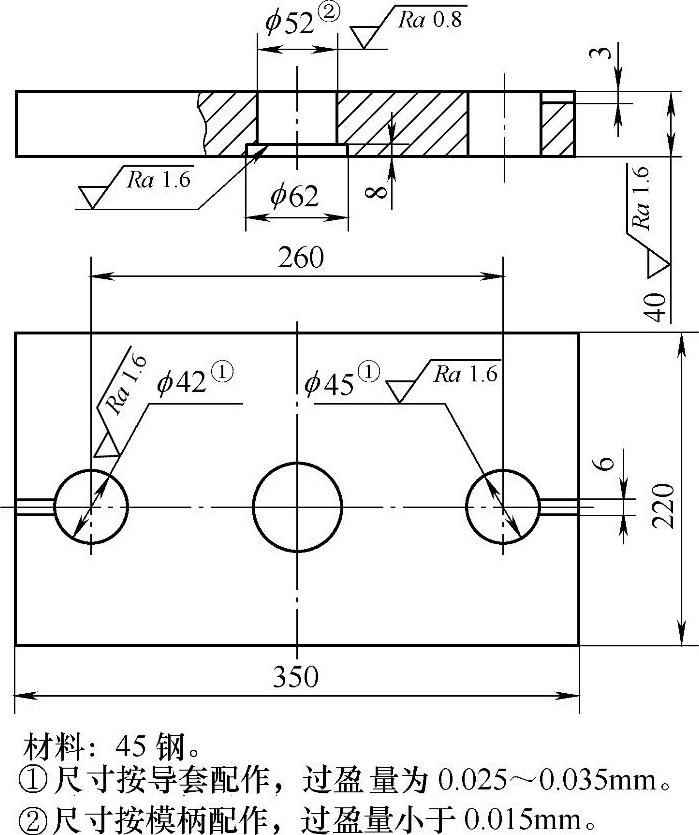
图1-263 上模座
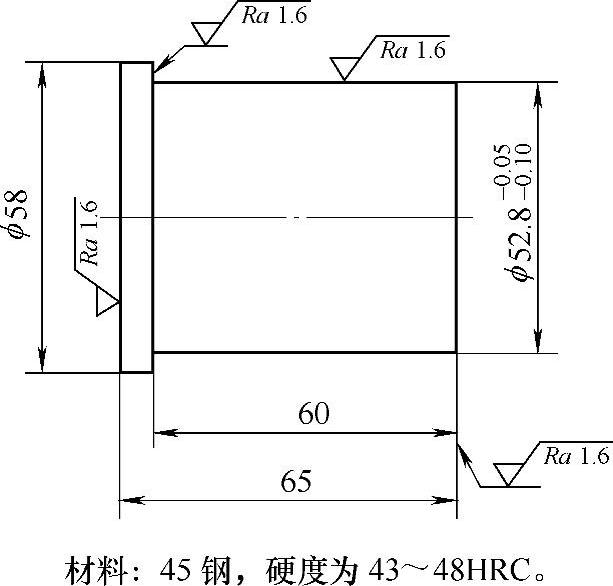
图1-264 推件块
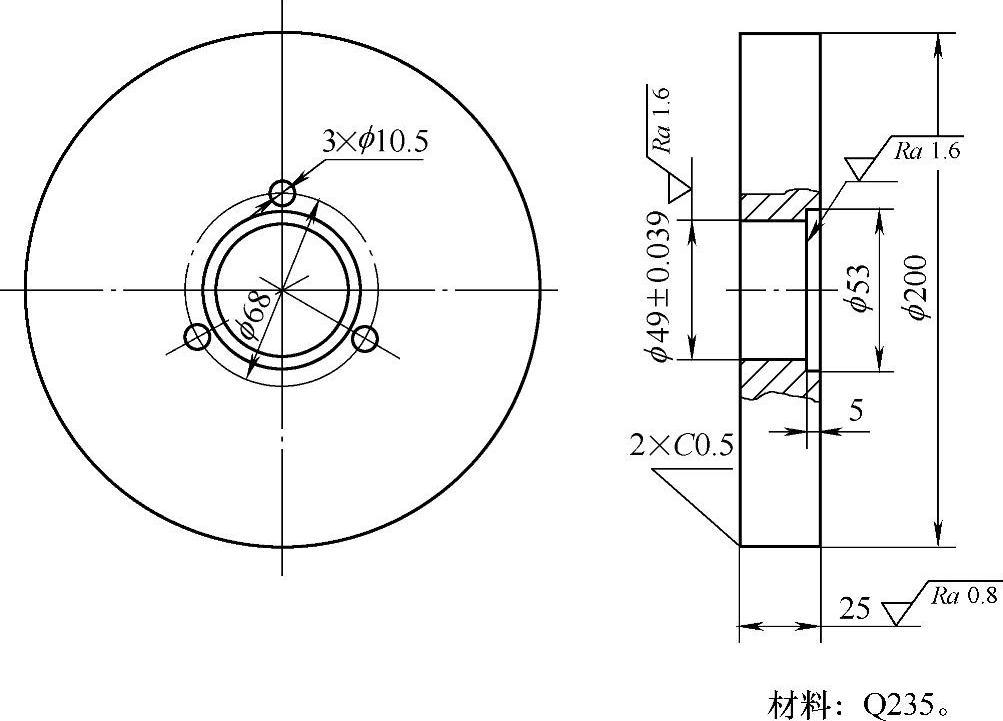
图1-265 拉深凸模固定板
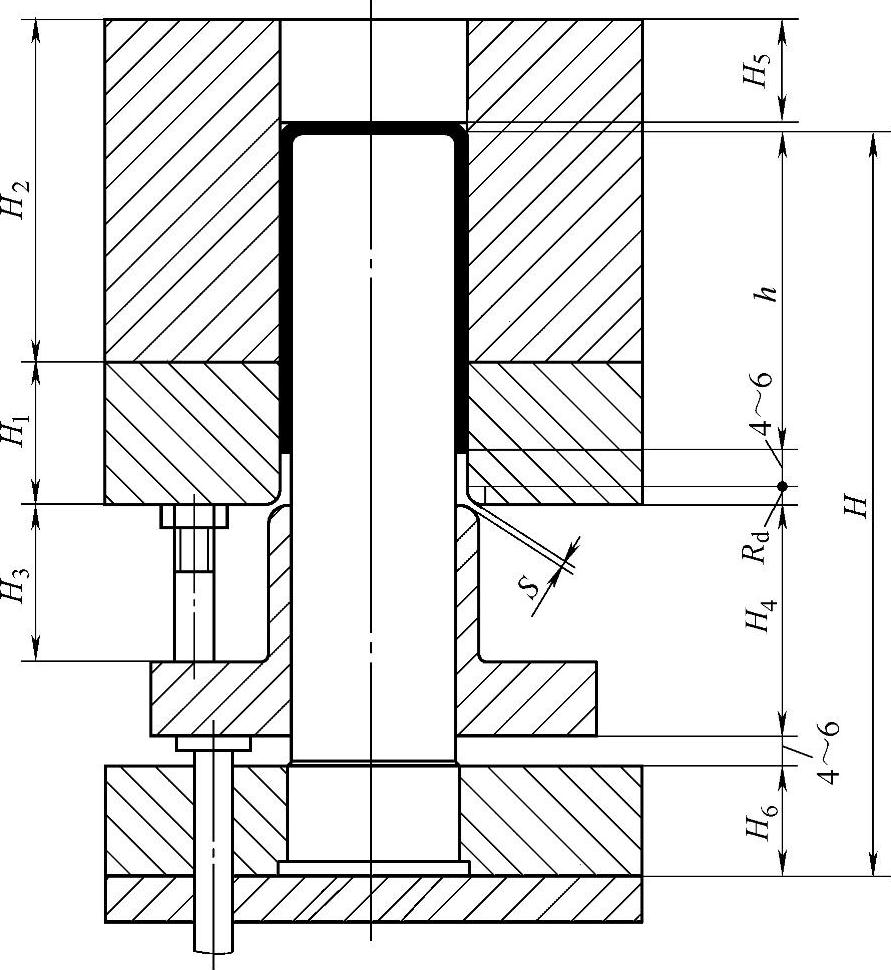
图1-266 主要零件的尺寸关系
h—本次拉深工序件高度 Rd—拉深凹模圆角半径 H1—拉深凹模厚度 H2—中垫板厚度H3—定位套定位部分长度大于上一次拉深件高度4~8mm H4—定位套总长 H5—推件板厚度 H6—拉深凸模固定板厚度 H—拉深凸模长度
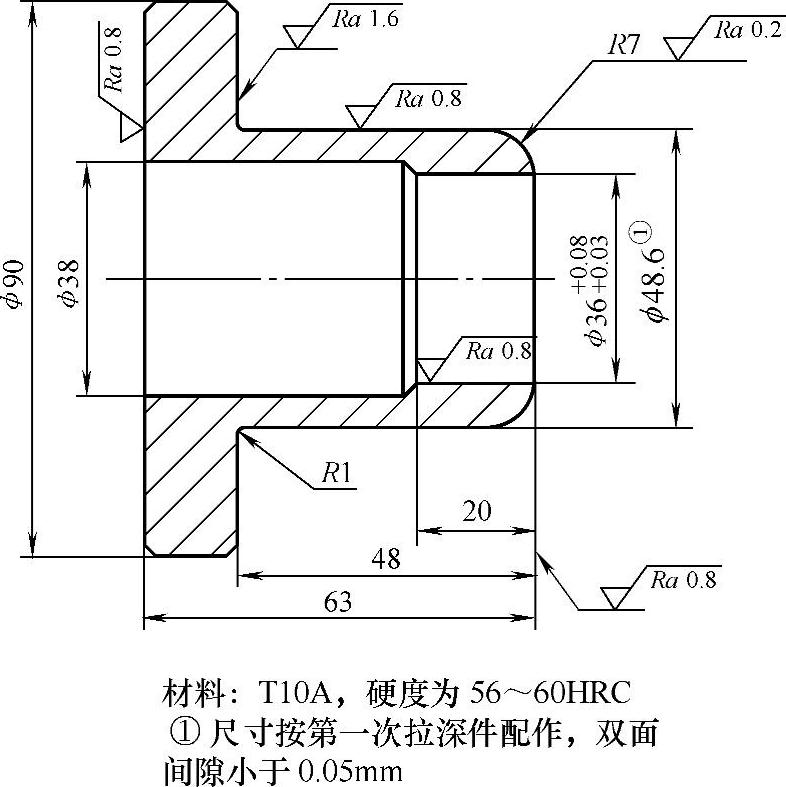
图1-267 定位套
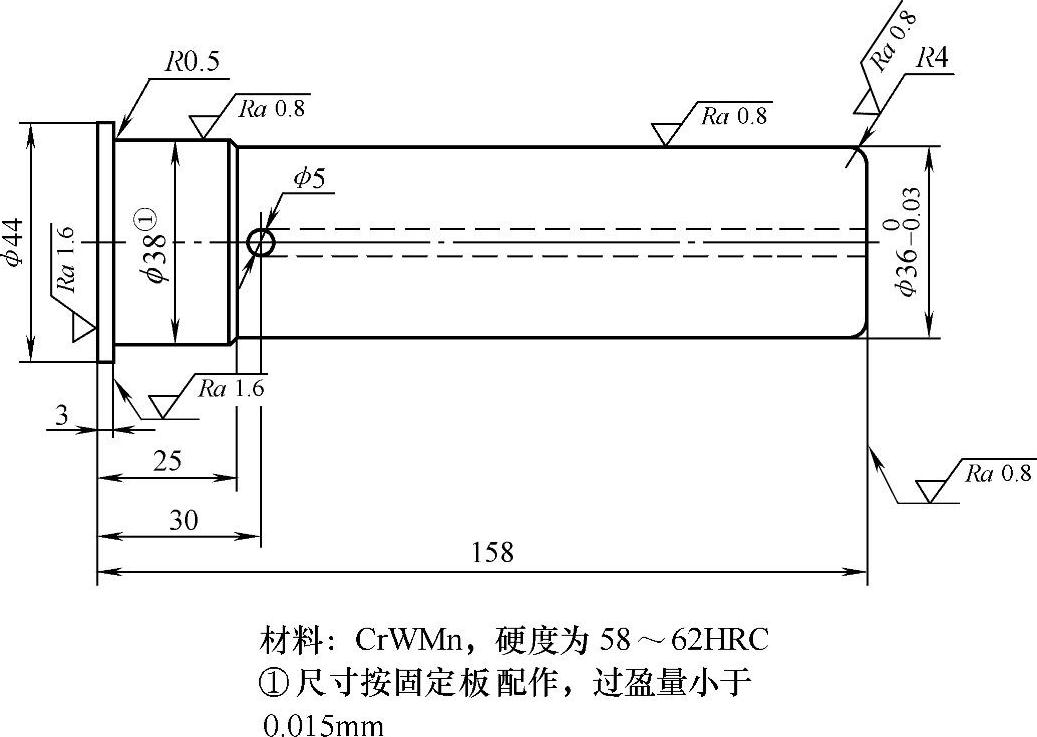
图1-268 拉深凸模
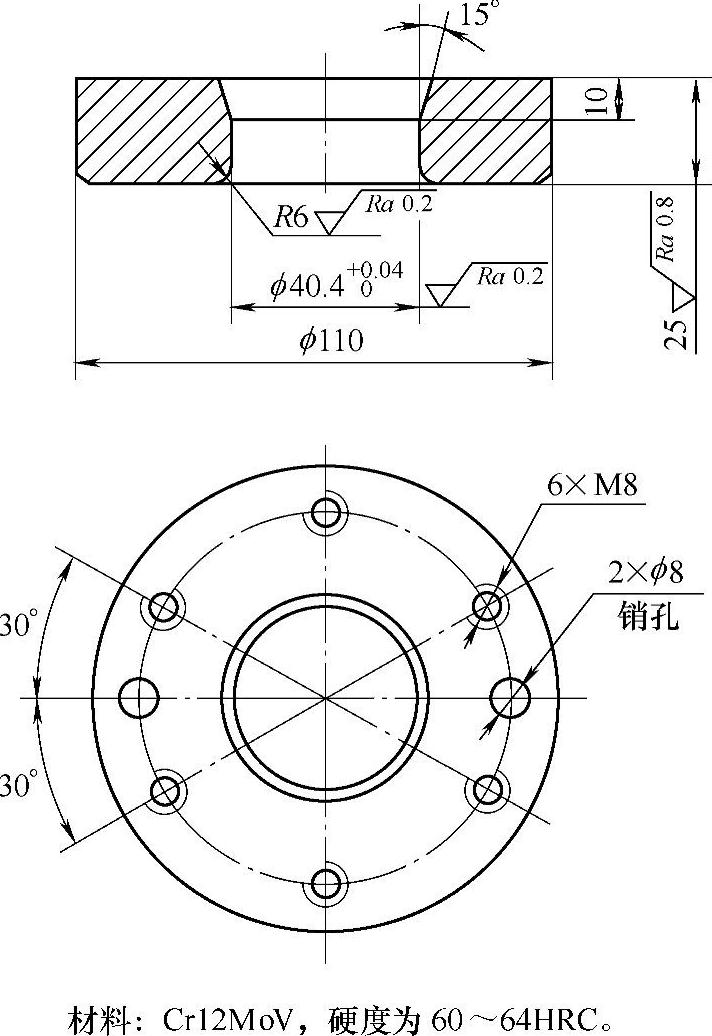
图1-269 拉深凹模
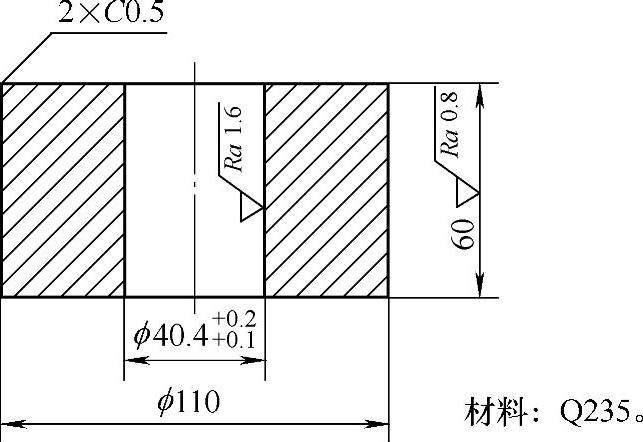
图1-270 中垫板
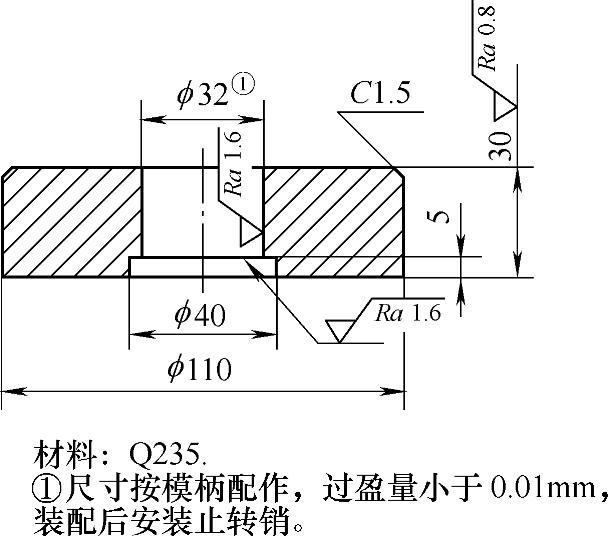
图1-271 上模座
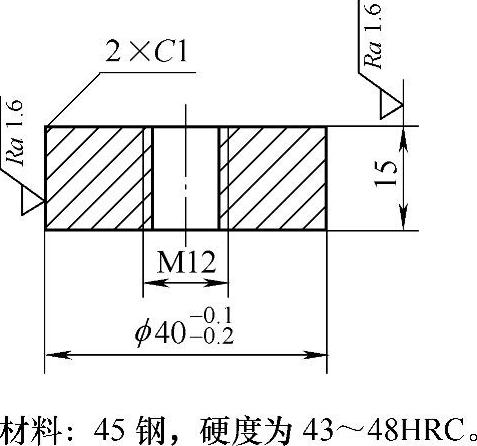
图1-272 推件板
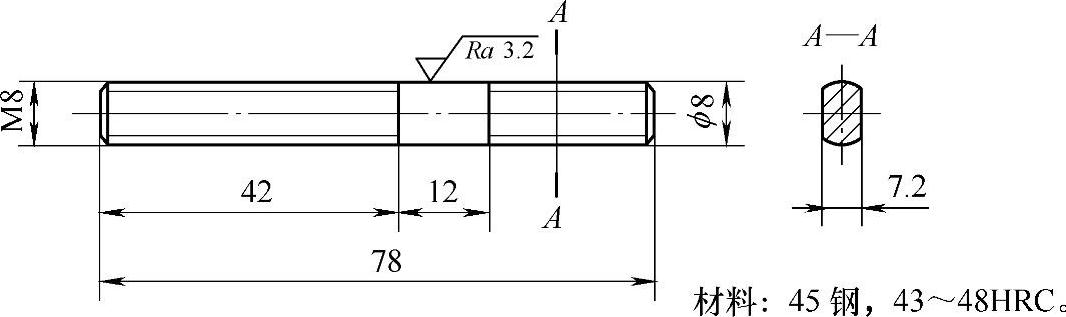
图1-273 调压杆
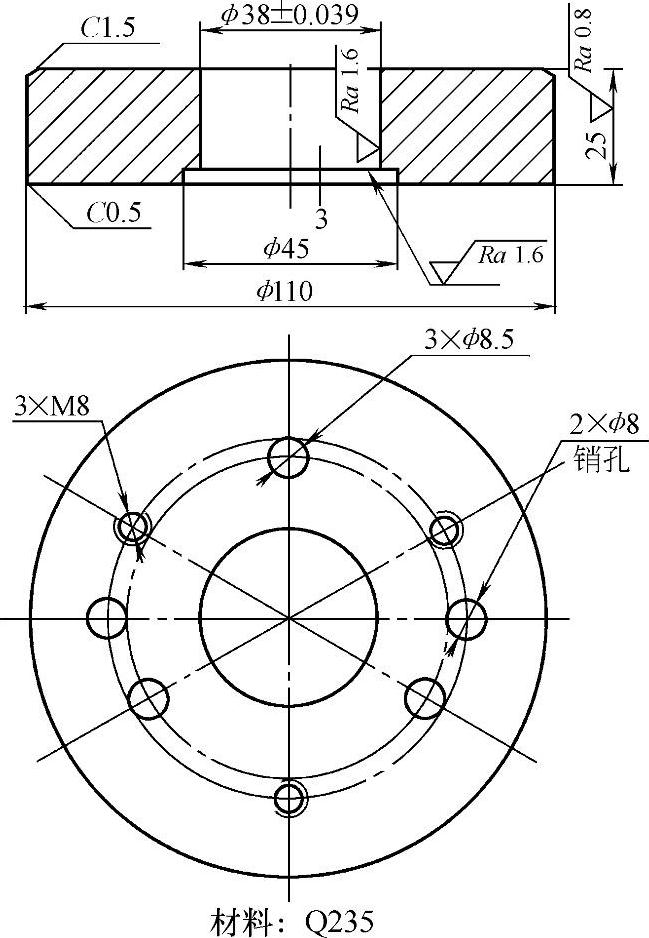
图1-274 拉深凸模固定板
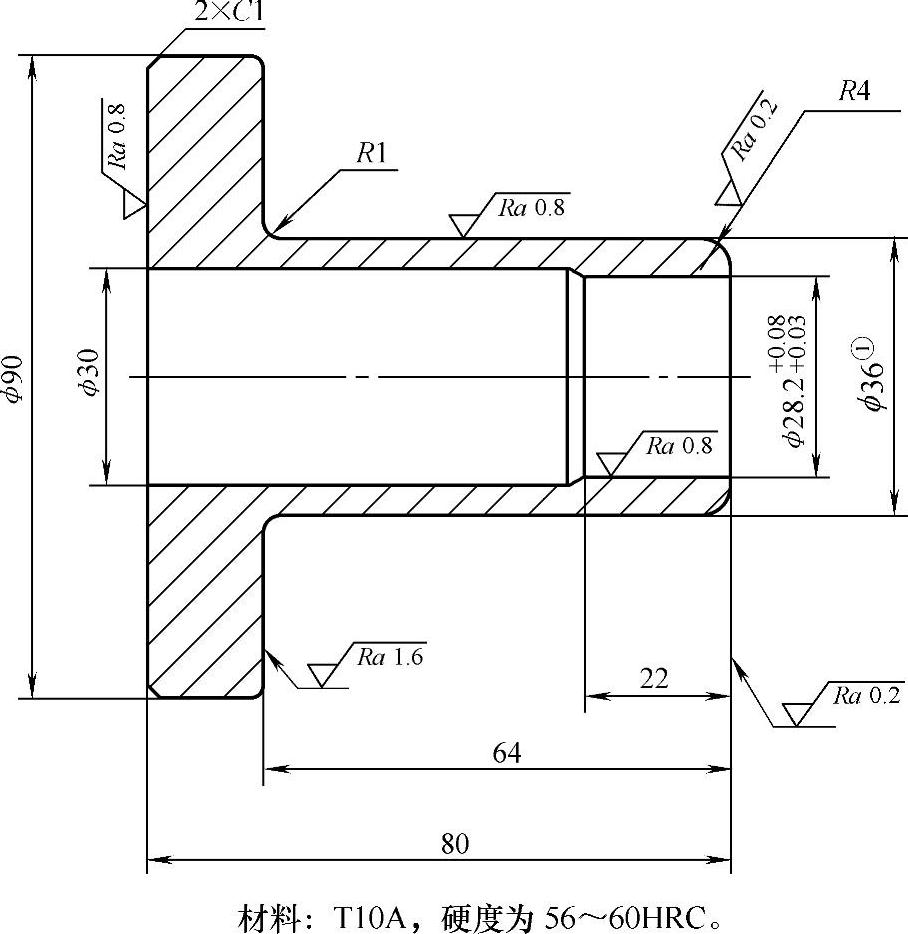
图1-275 定位套
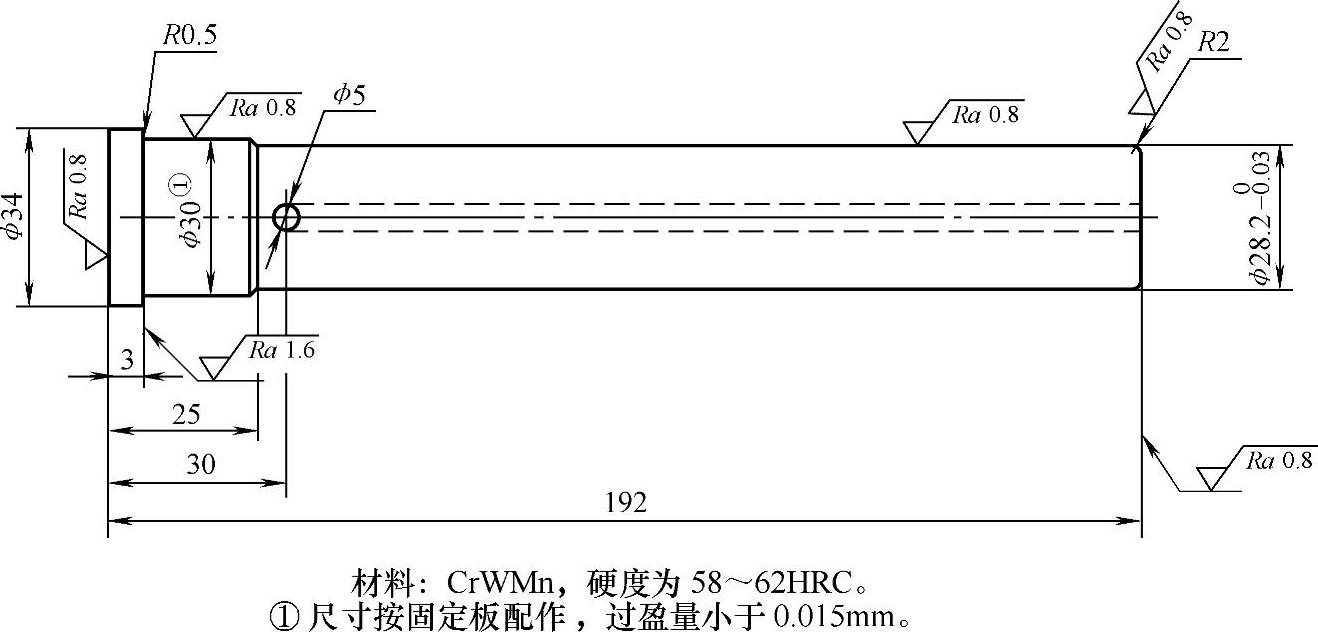
图1-276 拉深凸模
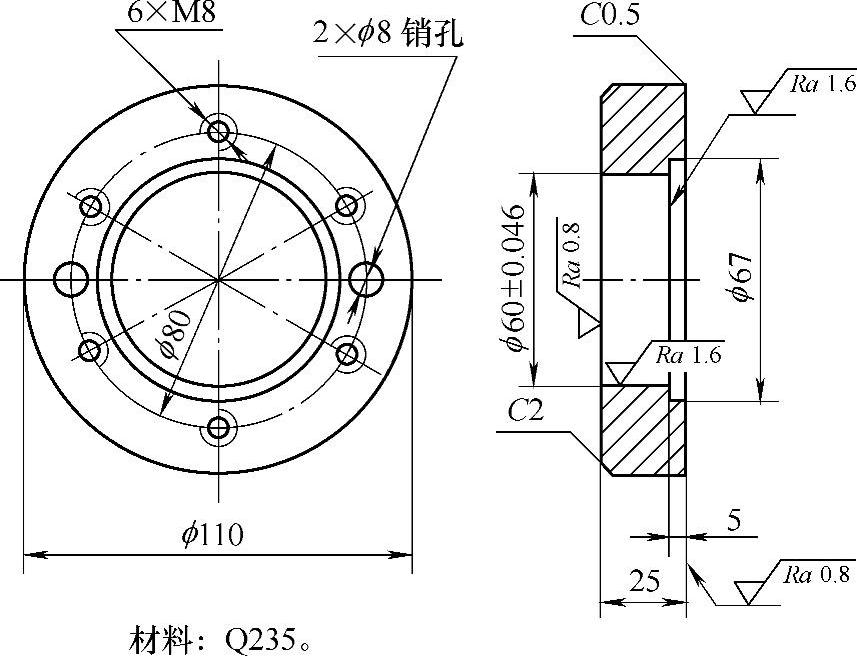
图1-277 拉深凹模固定板
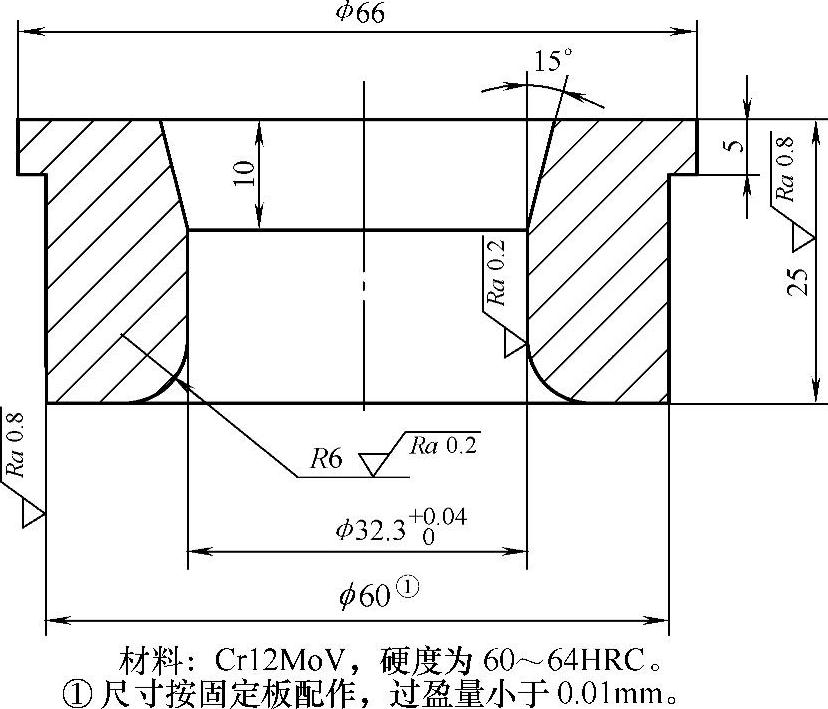
图1-278 拉深凹模
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。