



1.无压料圈首次拉深模
图1-221所示为无压料装置的一次拉深模,一般用于材料厚度较厚,制件高度较小,尺寸精度不高的制件。
2.有压料装置首次拉深模
图1-222所示为有压料装置首次拉深模,它利用压料板17和凹模4将毛坯压住进行拉深,以防拉深时起皱。为防止压力过大而拉裂,定位板15不但起定位作用,还起限位作用,其限位高度为s=t+(0.02~0.08)t。
3.无压料圈以后各次拉深模
图1-223所示为无压圈以后各次拉深模,常用于精度较高,尺寸变化不大的最后一次拉深。
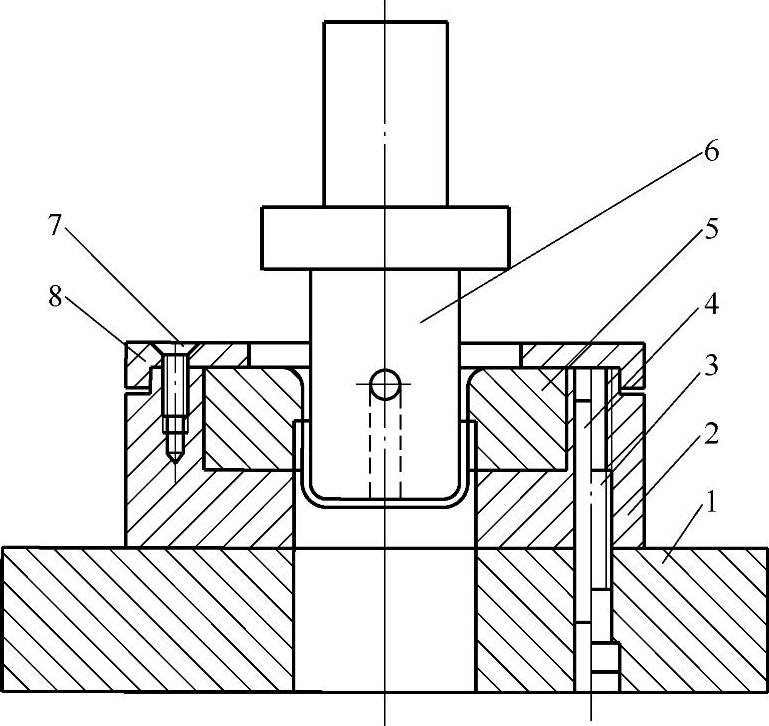
图1-221 无压料圈首次拉深模
1—下模座 2—凹模固定板 3、7—螺钉 4—销 5—凹模 6—凸模 8—定位板
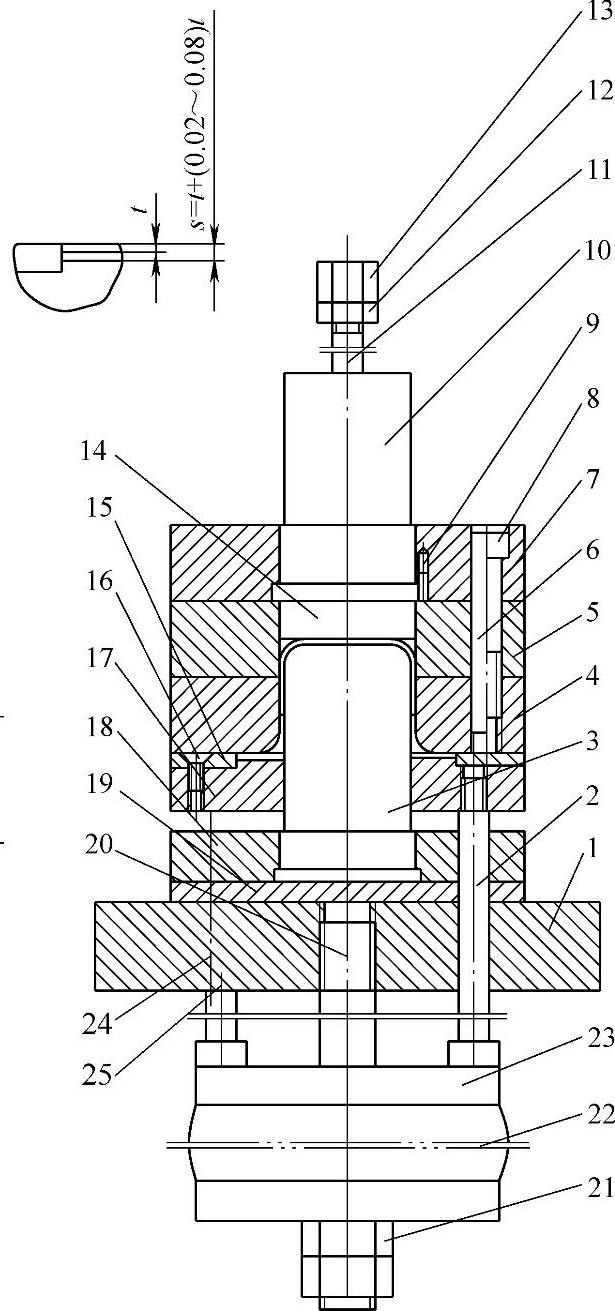
图1-222 有压料装置首次拉深模
1—下模座 2—卸料螺钉 3—凸模 4—凹模 5—中垫板 6、9、25—销 7—上模座 8、16、24—螺钉 10—模柄 11—打杆 12、13、21—螺母 14—推板 15—定位板 17—压料板 18—凸模固定板 19—垫板 20—螺杆 22—橡胶 23—支板
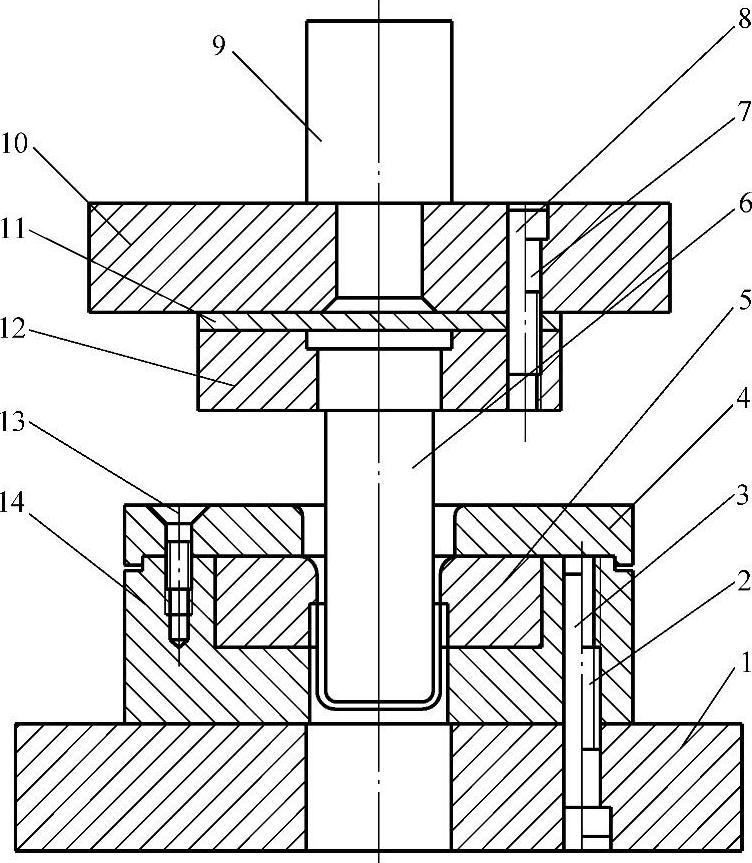
图1-223 无压料圈以后各次拉深模
1—下模座 2、7、13—螺钉 3、8—销 4—定位板 5—凹模 6—凸模 9—模柄 10—上模座 11—垫板 12—凸模固定板 14—凹模固定板
4.有压料装置以后各次拉深模(https://www.xing528.com)
图1-224所示为有压料装置以后各次拉深模,为防止压料力过大而拉裂,增加调压杆19,将间隙调整到s=t+(0.02~0.08)t。若拉深件直径较大或拉深件高度太高,为减小闭合高度,拉深凸模可直接固定在下模座上。
5.双动压力机用首次拉深模
图1-225所示为双动压力机用首次拉深模,双动压力机一般用拉深直径较大,高度较大的拉深件。对于高度大于80mm的中等拉深件,由于采用普通压力机受压力机装模高度和滑块行程的限制无法进行拉深,一般也采用双动压力机或液压机拉深。
工作时,毛坯放在定位板7中定位,如采用下传动双动拉深压力机时,压边滑块固定不动,工作台带动下模上升,直到压料圈9和拉深凹模5将毛坯压牢(不宜压得太紧),并停留在此位置不动。这时固定在拉深滑块上的凸模12随着拉深滑块的下行对毛坯进行拉深,直到拉深结束为止。拉深完成后,拉深滑块先上升,然后工作台下降,完成整个拉深过程。
6.双动压力机用以后各次拉深模
图1-226所示为双动压力机用以后各次拉深模,与首次拉深模不同的是:毛坯是拉深后的工序件,因而定位圈12厚度较厚,压料圈7是压在工序件的内径内,拉深过程同首次拉深。
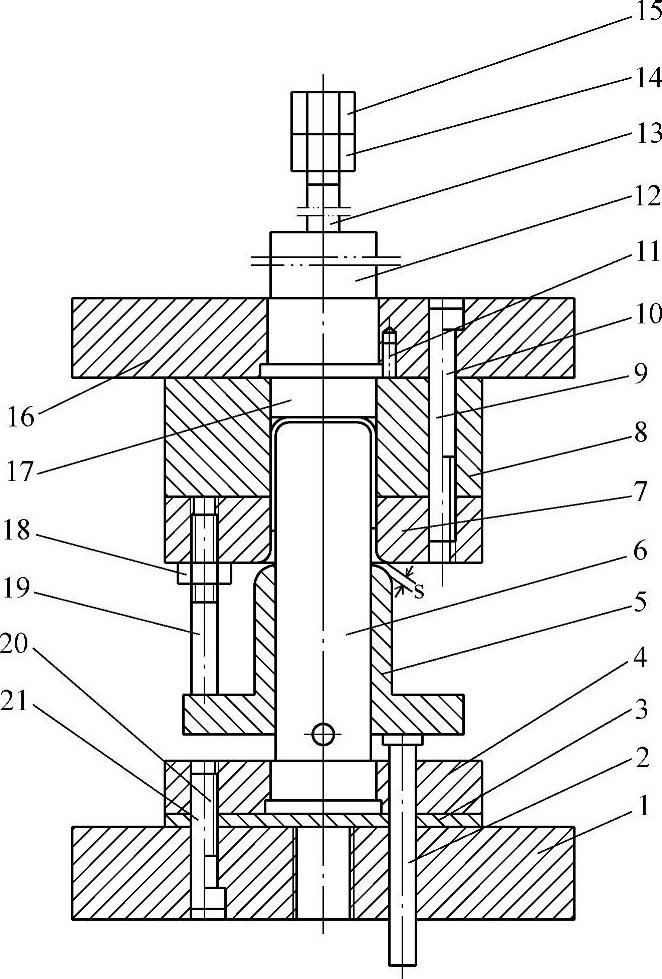
图1-224 有压料装置以后各次拉深模
1—下模座 2—顶杆 3—垫板 4—凸模固定板 5—定位套 6—凸模 7—凹模 8—中垫板 9、11、21—销 10、20—螺钉 12—模柄 13—打杆 14、15、18—螺母 16—上模座 17—推板 19—调压杆
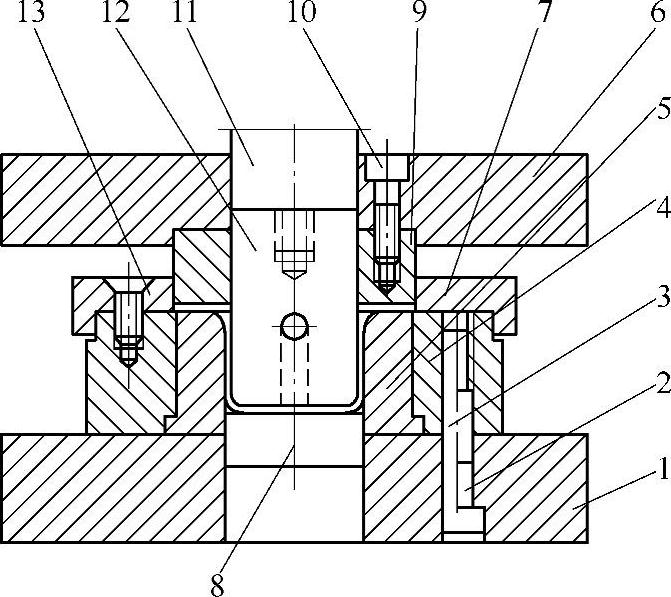
图1-225 双动压力机用首次拉深模
1—下模座 2、10、13—螺钉 3—销 4—凹模套 5—凹模 6—上模座 7—定位板 8—顶件块 9—压料圈 11—压力机螺杆 12—凸模
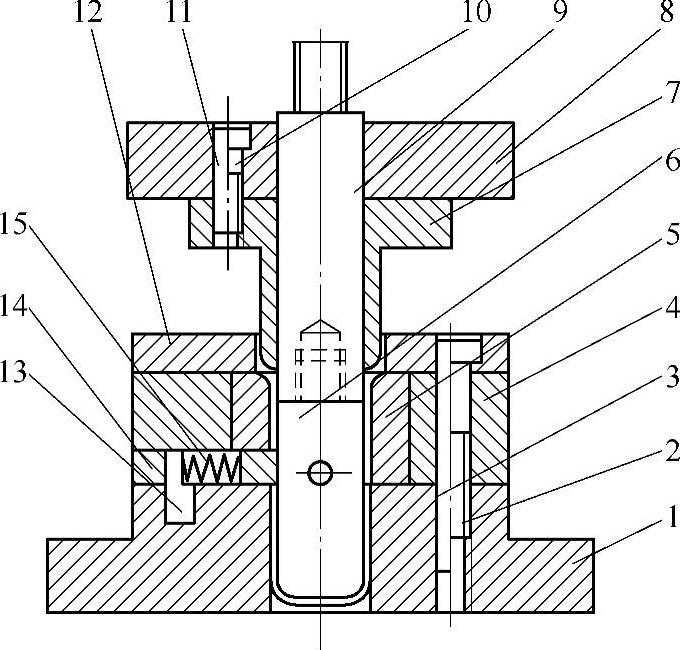
图1-226 双动压力机用以后各次拉深模
1—下模座 2、10—螺钉 3、11—销 4—凹模套 5—凹模 6—凸模 7—压料圈 8—上模座 9—压力机螺钉 12—定位圈 13—挡销 14—卸料板 15—弹簧
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。