



1.滑轮式弯曲模
图1-139所示为滑轮式弯曲模,工作时,毛坯以凹模3上的凸台和定位板15定位。压力机滑块下行时,推件块4和凹模3将毛坯压紧,随即滚轮13和凸模5将毛坯压弯成形。
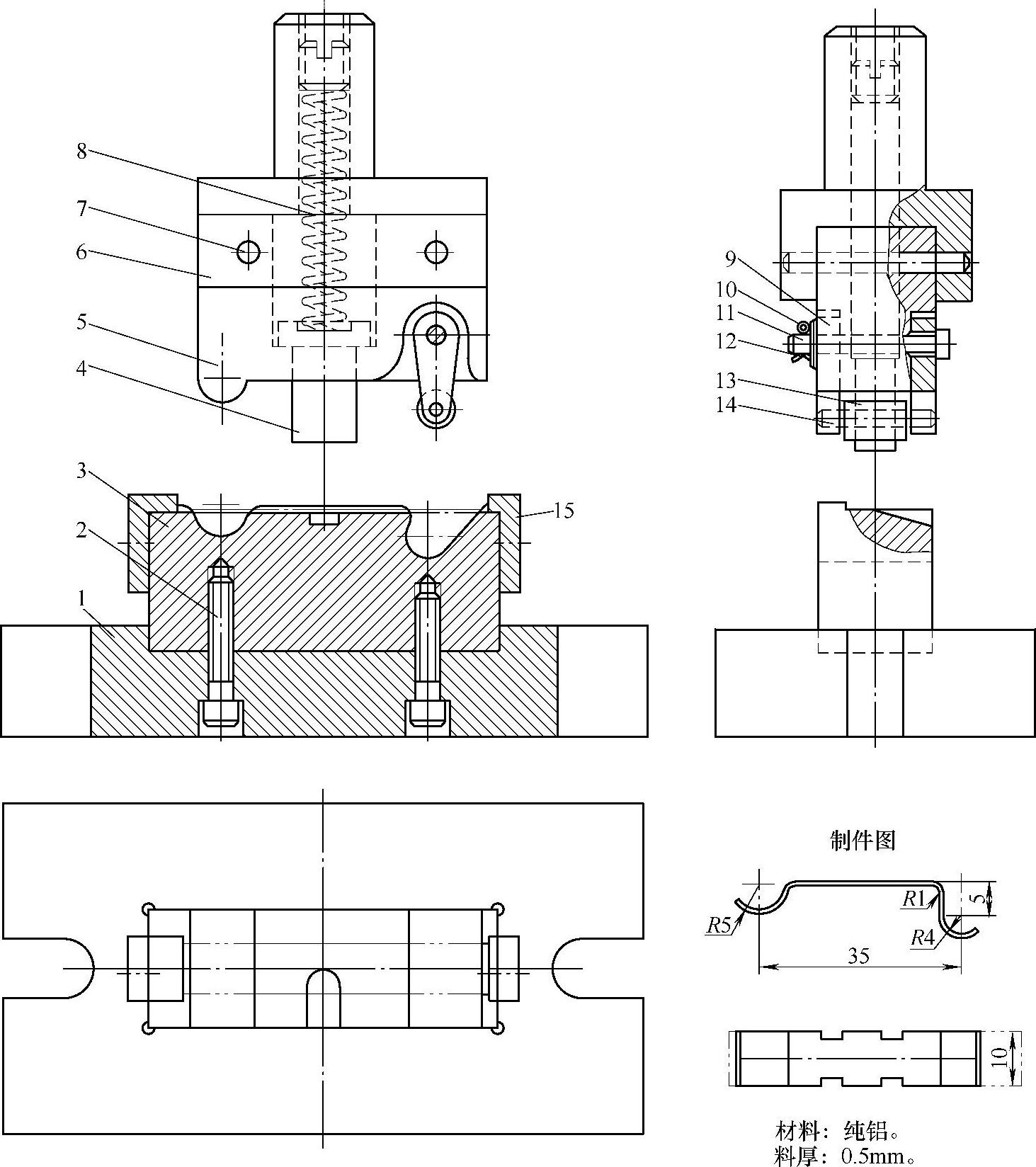
图1-139 滑轮式弯曲模
1—下模座 2—螺钉 3—凹模 4—推件块 5—凸模 6—模柄 7、14—销 8—弹簧 9—摇臂 10—开口销 11—轴销 12—垫圈 13—滚轮 15—定位板
2.滚轴式弯曲模
图1-140所示为滚轴式弯曲模,在凹模6中配以滚轴5,两者之间的配合间隙为0.02~0.04mm,滚轴上有一根拉簧15使之沿顺时针方向张紧。挡板4用于防止滚轴5移位。工作时,毛坯以定位板14定位。当压力机滑块下行时,凸模12将毛坯先压成U形,继续下行时,迫使滚轴沿逆时针转动,将毛坯压弯成所需形状。当压力机回程时,滚轴5在弹簧15的作用下反转复位,凸模12将弯曲件提起,用夹钳取下弯曲件即可。
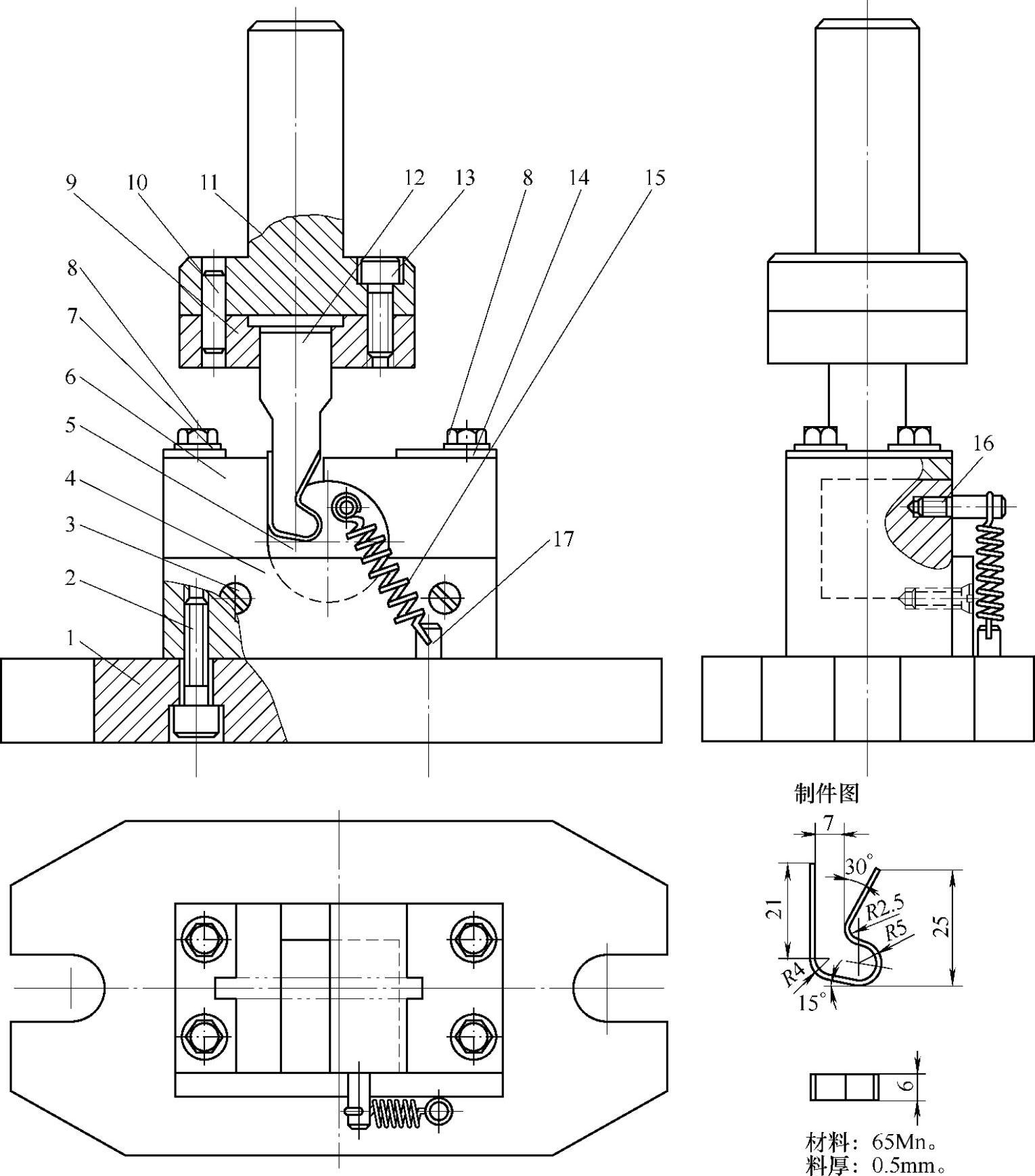
图1-140 滚轴式弯曲模
1—下模座 2、3、8、13—螺钉 4—挡板 5—滚轴 6—凹模 7—垫圈 9—固定板 10—销 11—模柄 12—凸模 14—定位板 15—拉簧 16、17—拉簧销(https://www.xing528.com)
3.框形件一次弯曲模
图1-141所示为框形件一次弯曲模,毛坯放置于凹模9上定位,上模下行时,凸模3将毛坯弯曲成U形。上模继续下行,弹簧2被压缩,横向凸模7沿凸模8的工作面运动而被迫做横向移动,弯曲c、b圆弧。接着压块5压下摆块4,弯曲a圆弧,行程终了对弯曲件有校正作用。
4.下斜楔弯曲模
图1-142所示为下斜楔弯曲模。凸模10装在上模上,操作方便,冲压时,毛坯放入盖板7的槽中定位,凸模10与顶件块8夹紧毛坯一起向下,把毛坯弯成U形。上模继续下行,顶件块8与凹模座4接触,同时上模的螺钉9也与盖板7接触,推动凹模座4、左滑块5、右滑块12和盖板7一起向下运动。在左斜楔6和右斜楔13的作用下,使左滑块5和右滑块12向中心水平运动,将制件弯曲成形。
5.摆动凹模弯曲模
图1-143所示为摆动凹模弯曲模,毛坯放在顶件块5上,摆动凹模6与顶件块5在同一水平面上,毛坯上的孔套在导正销3上,并以定位销4定位。冲压时,凸模2和顶件块5将毛坯压紧,并一起下降,当顶件块5的台肩平面与摆动凹模6的台肩平面平行时,使左、右摆动凹模6绕芯轴9往中间转动,将毛坯压弯成形。当压力机滑块上升时,在弹簧11的作用下,顶杆10把左右摆动凹模6顶至原位,制件连同凸模一起上升,顶件块在弹顶器的作用下恢复原位。用工具取下制件。
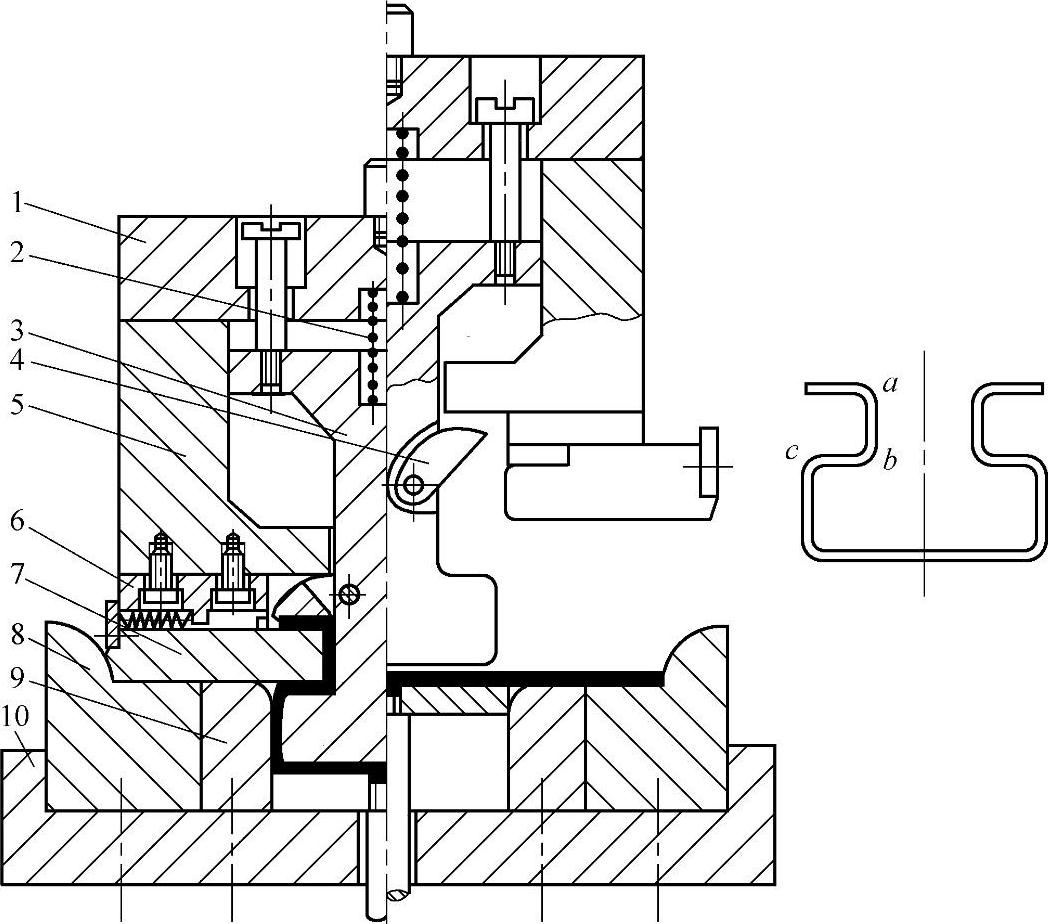
图1-141 框形件一次弯曲模
1—上模座 2—弹簧 3—凸模 4—摆块 5—压块 6—调整块 7—横向凸模 8—凸模 9—凹模 10—下模座
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。