



型材、棒料、管料以及经剪床剪成的条料,需继续切成精度要求不高的各种短料时,常采用切断模。
1.型材切断模
图1-31a所示为某种型材的断面尺寸;图1-31b所示为型材凹模洞口尺寸,其制造偏差为±0.02mm,表面粗糙度值为Ra0.8μm;图1-32所示为切断模,改变凹模洞口的尺寸和形状,可适应各种型材的切断。冲模具有和型材形状相同的固定凹模5和活动凹模6,静止状态下固定凹模和活动凹模同位,为了放入型材时保持通畅,活动凹模6和固定凹模5的型孔比型材各部分尺寸约大0.3~0.6mm。冲裁时,将型材放置于固定凹模6和活动凹模5中,靠定位块13控制切断型材的长度,借助压力机滑块下行,模柄7推动活动凹模5和固定凹模6相互冲压,将型材切断。
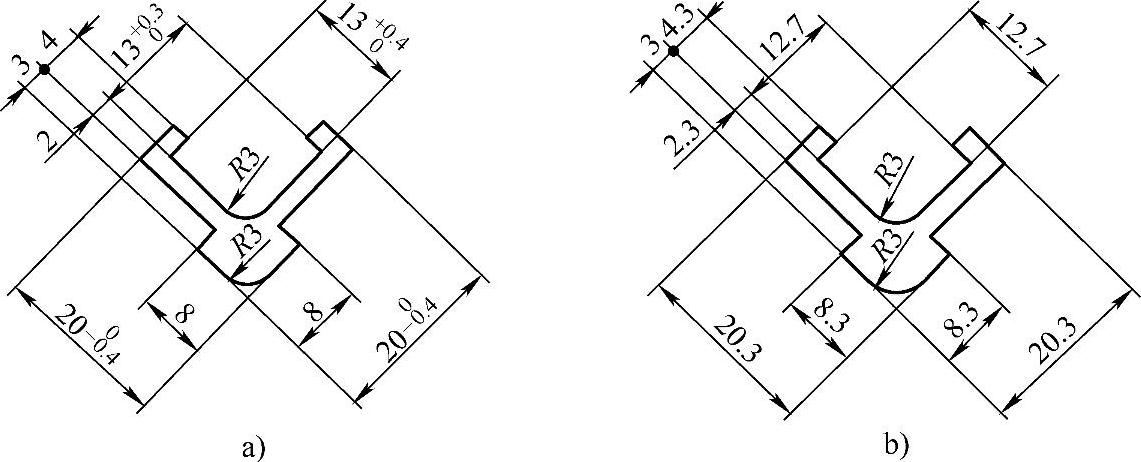
图1-31 型材切断
a)型材断面尺寸 b)凹模洞口尺寸
2.棒料切断模
图1-33所示为棒料切断模,适用于切断较短的棒料,固定凹模18紧固在支架19上,并由调整送料管20调整其左右位置,以达到合理的剪切间隙(特别是刃磨后)。活动凹模7紧固在滑块16内,滑块可以沿支架上、下滑动,平时被由弹簧螺钉17、支承板27、螺杆26、弹簧28、螺母29组成的弹顶器顶起,使两凹模对齐。棒料送入后,靠顶杆3挡料,同时推杆1与斜楔11的面接触,弹簧14被压缩,上模6下行时压住滑块16下行即进行切料。当滑块16被压至活动凹模7的洞口与支架19下面的通孔对齐时,弹簧14通过顶杆3便把切断的棒料弹出。随后滑块16由弹顶器复位。(https://www.xing528.com)
3.管料切断模
图1-34所示为管料切断模,组合凹模23由两对(四块)镶块组合而成,右半块用螺钉紧固在固定板17上,左半块用螺钉紧固在滑块8上,滑块8能在下模座1内左右滑动,靠两块导向板27导向,平时滑块8在弹簧6的作用下,使凹模少许张开,由套管7限位,以便管料准确送进。此冲模采用双圆弧凸模16和左右组合凹模切断管料。凸模由螺钉24、模板25紧固在固定板11上。凸模如图1-35所示,组合凹模如图1-36所示。冲裁时,管料穿过凹模孔送进,由可调挡料块29定位,压力机滑块下行时,斜楔9将滑块8向右推移,两对组合凹模23将管料夹紧,压力机滑块8继续下行,凸模16便将管材逐渐切割,直至完全切断为止,切断废料从孔中漏下。
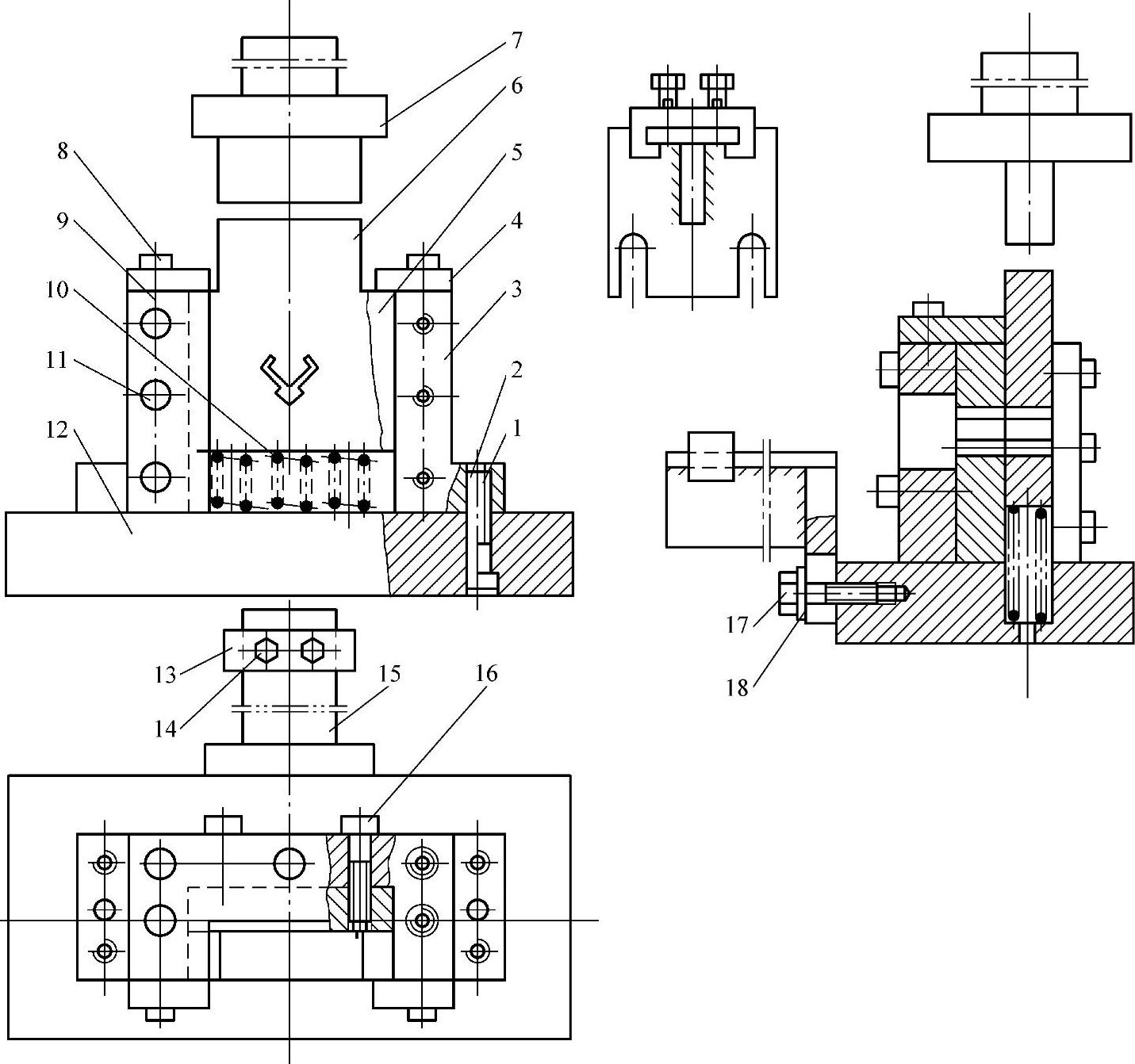
图1-32 型材切断模
1、8、11、14、16、17—螺钉 2—销 3—支架 4—盖板 5—固定凹模 6—活动凹模 7—模柄 9—压板 10—弹簧 12—下模座 13—定位块 15—支架 18—垫圈
切割时,由于管子上端稍有压凹,因此凹模要做成微桃形,以减小管子的压凹现象。凸模尖端常做成宽2mm,张角为30°的尖刃,后面则做成曲线形,该曲线形状要考虑尽量使切屑向外形成以减小压凹,凸模应有足够的强度,易于磨削加工。
采用切管模切断管子效率高,但断口质量欠佳,铣床切断、车床切断、砂轮切断的切断面质量稳定,但生产率低。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。