



本例介绍某厂新建8.5万t铸造车间的制造机与60t电磁搅拌倾翻式混合炉的液压系统的安装与调试过程。
1.安装前的检查工作
为了使液压系统在安装后能够正常工作,安装前的检查工作显得尤为重要,装配检查工作的好与坏直接影响液压系统装配工作的成功与失败,检查工作如下:
1)投入装配的液压元件,必须经过性能试验,合格后方可进行装配。
2)对于液压系统中使用的仪器、仪表,必须经过严格调试,确保其性能良好、读数准确、反应灵敏。
3)仔细检查密封件是否完好,不符合要求的应予以修复或换新。
4)在安装前必须将所有的油管进行清洗,安装时,应取掉管口堵塞物或管内留有的其他异物。
5)安装前后均应检查各控制阀的动作是否灵活,如有异常应予以排除。
6)检查所有待安装油管,如有以下缺陷之一则不能使用:
①油管内、外壁已腐蚀,裂痕深度为壁厚的10%以上。
②油管弯曲部分内、外壁有锯齿形,曲线不规则及凹凸不平者。
③油管表面凹入达管子直径的20%以上或油管弯曲部分椭圆度的10%以上。
④扁平弯曲部分的最小外径为原管外径的70%以下。
2.液压系统各元件的安装
(1)密封件的安装 在液压系统密封件的安装过程中,安装的质量高,可以有效地降低液压系统的泄漏,提高密封件的使用寿命,从而降低液压系统的故障。其安装注意事项如下:
1)要注意清除零件的飞边,以保护密封件的唇边不受损害,装配密封件入口处要有倒角或导向锥面。
2)密封圈及其相配合的表面上涂一些润滑脂,以保护密封圈不致损伤;经过螺纹时,最好用胎具,也可在螺纹部缠上胶布或纸带,并涂一些润滑脂,以保护密封圈。
3)要注意密封圈的方向性,装错就不能起密封作用。O形圈虽没有方向性,但与挡圈并用时,要注意挡圈的位置。
4)安装V形圈或L形圈时,如果过分压紧或压力不足,都会出现不正常的阻抗,引起爬行和发出噪声,因此安装时应仔细检查。
5)密封槽棱角的导角半径太大(图4-13),会发生挤出,加置挡圈时,如果R1太大,也会造成变形,一般取R1=0.1~0.2mm。
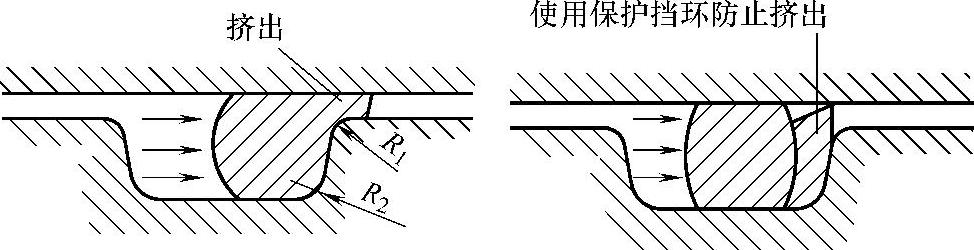
图4-13 密封件防止挤出示意图(https://www.xing528.com)
(2)管道的安装 管道的安装应注意以下几点:
1)管道安装要牢靠,连接振动处可加阻尼,以减小振动;管道要求尽量短、布置整齐、直角拐弯少;平行或交叉的管道之间应相距10mm以上,防止相互干扰及振动时引起敲击和擦伤。
2)安装管道时,整个管道排列要整齐、美观、牢固,并且要便于拆卸和维修。管道的最高部位应设有排气装置,以便系统起动后排出管道中的气体。
3)安装橡胶软管时,由于压力波动,不允许有拉紧状态(图4-14),并且要避免接头处急剧弯曲。装配时弯曲半径应大于橡胶软管外径的9倍(图4-15),软管在安装和工作时,不应有扭曲现象。
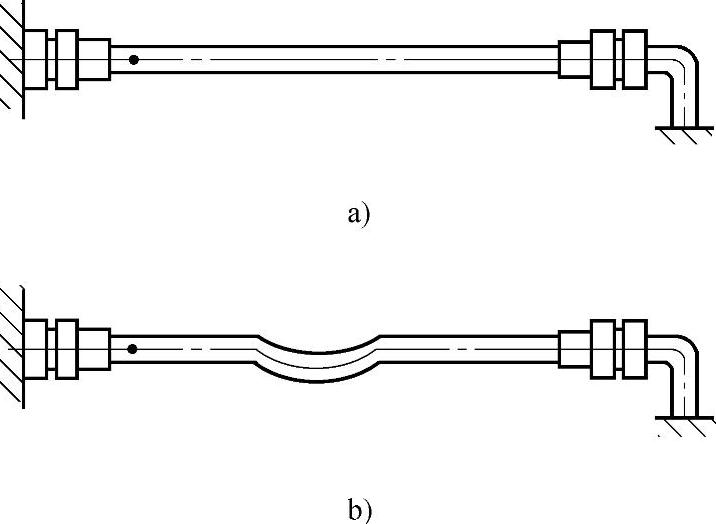
图4-14 直软管的安装
a)软管安装不正确 b)软管安装正确
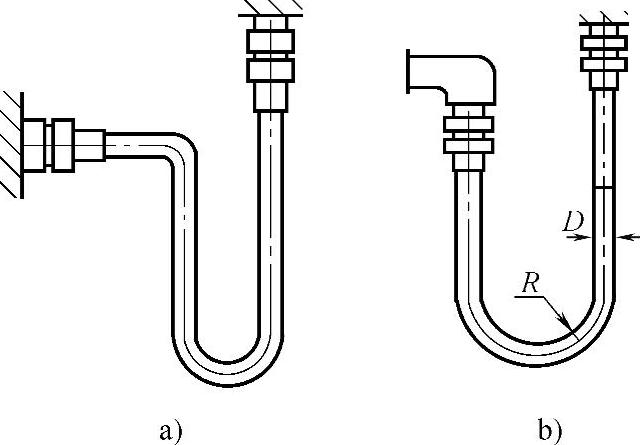
图4-15 软管的弯曲与安装
a)软管弯曲安装不正确 b)软管弯曲安装正确
4)吸油管与液压泵的吸油口连接处应密封良好,防止吸入空气;为减小吸油阻力,泵的吸油高度应不大于500mm;为增加吸油管进油口面积,可将管口处斜切成45°角;在吸油管口上应装过滤器,一般采用80~120目的滤网。
5)安装回油管时,各回油管应插至油箱液面以下,且不能贴近油箱底面;溢流阀的回油管不能直接与泵的入口连通,否则会使油温很快升高。
(3)液压元件的安装 液压泵支座或法兰和电动机应用共同的安装基础。液压泵的轴和电机的同轴度应在0.1mm以内,倾斜角度不大于1°,使用挠性联轴器也要求尽量同心。安装联轴器时,不要用榔头敲打泵轴,以免损坏泵。
液压缸应严格按技术要求安装。为了避免热膨胀的影响,在行程较大和温度较高时,液压缸的一端必须保持浮动。液压缸的密封圈不要装得太紧,以免阻力过大。
安装各种液压控制阀时,应注意进、出、回、控、泄等油口的位置。换向阀及分流—集流阀应水平安装。
3.装配后系统的清洗
(1)清洗的范围 大修后的液压系统,在进入试车前,必须进行清洗工作。清洗范围以主系统为主,溢流阀及其他液压阀等都暂时切断,液压缸、液压操纵箱等宜单独清洗。
(2)清洗剂 清洗剂用温度为38℃时粘度为20cSt的透平油,若将清洗油加热到50~80℃,则清洗效果更好。不能用煤油、酒精、水蒸气作清洗剂。
(3)方法和时间及清洗剂的处理 清洗时最好稍加振动(如轻敲油管),可使清洗效果更好。清洗时间在2h左右。清洗后,清洗剂尽可能排除干净,并清扫油箱、油池,防止清洗油混入新加的液压油中。
此案例说明:该铸造车间设备液压系统的安装与调试工作,严格把关铸造机、倾翻式混合炉等关键设备液压系统的安装与清洗过程,有效地降低液压系统的前期污染,及因系统污染而发生的各种故障,减少了因安装过程中存在的问题而导致的系统泄漏,同时提高了液压系统抗污染能力,延长了系统的使用运转周期。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。