



J1113A型125t卧式冷压铸机是一种有色金属模压设备。该设备经使用或大修后合型增压时,常常达不到应有的压力和保压时间,影响工件压铸质量。针对这个问题,某厂在增压油路的部件装配图上,按结构编号标出增压时可能泄漏的部位,在整机增压时顺号检查,排出疑点,最后确定增压器、填充阀的两个单向阀不密封和增压器增压活塞磨损、密封不严和密封件失效为最常见泄漏原因。
(1)填充阀外单向阀的修复 该阀的阀座与阀座体是一个组合件,阀座的锥面可进行磨削。该厂选择一台内圆磨床,按阀的锥度调整右油箱体角度,以纵向通磨方式同时磨出阀座和阀芯的锥面,使其锥面角度保持一致(图4-7)。然后按阀的工作位置组装,涂上由低粘度黄油和800#金刚粉各半配成并拌匀的研膏,进行自研。
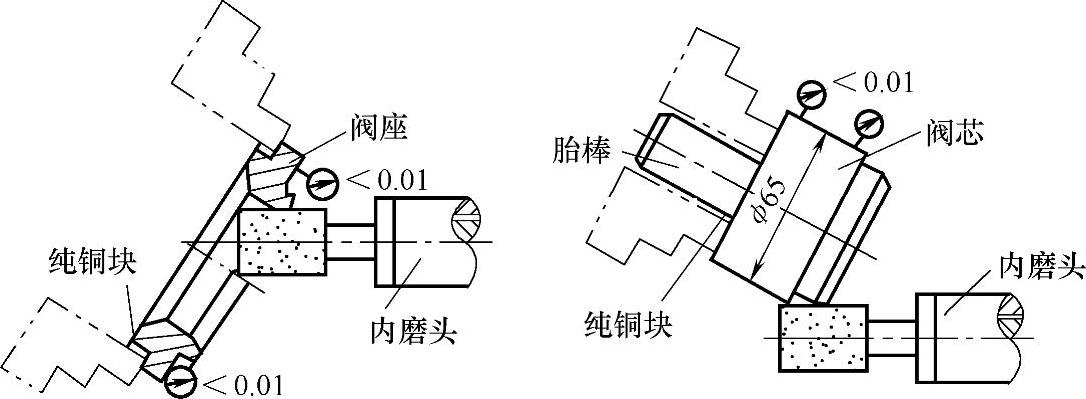
图4-7 填充阀外单向阀的修复
(2)填充阀内单向阀的修复 该阀是一个整体阀座,具有孔小而深、阀锥面窄、不易观察和难以加工的特点。在磨修阀座时不调整主轴箱体角度,而是用一个专用砂轮修整器,在砂轮端面上修出阀锥角,以纵向切磨方式,用砂轮锥面先磨出阀座锥面(图4-8)。然后在万能磨床上用单动卡盘找正夹紧。以着色法调整主轴箱角度,分别磨出阀芯和研棒的锥面(图4-9)。最后用研棒加上述研膏修研阀座,阀体自研密合。在实际修理中,为了解决加砂研磨精度低,铸铁研棒切削性差等问题,某厂在研棒端头胶粘了一块油石薄片(图4-10)。经实际使用表明,不论是无压煤油试漏,还是整机增压试漏,都能取得良好效果。
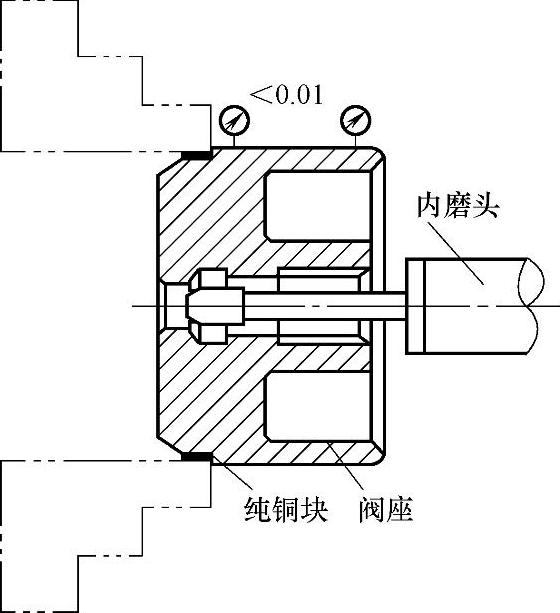
图4-8 砂轮锥面磨阀座锥面(https://www.xing528.com)
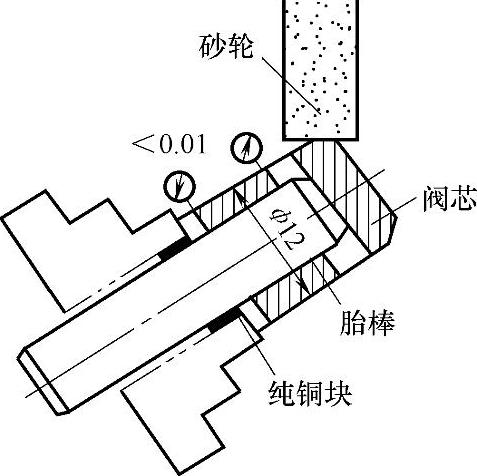
图4-9 磨阀芯和研棒锥面
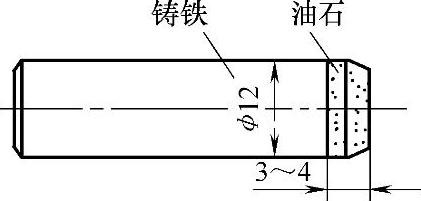
图4-10 研棒端
(3)增压器的改装 现有的J1113A型压铸机增压器的增压活塞密封结构,采用两个O形密封圈,密封性能差,常因该部位泄漏严重而达不到保压时间。为此,某厂将O形密封圈改为两个受压自封的U形密封圈密封,保压效果较佳。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。