



J1125A型卧式金属压铸机的液压合型系统在合型后存在轻微降压现象。使用4年后,情况恶化,发展到合型动作不准,合型后急剧泄压,无法进行生产。
压铸机合型系统是电—液—机的综合系统(图4-6)。
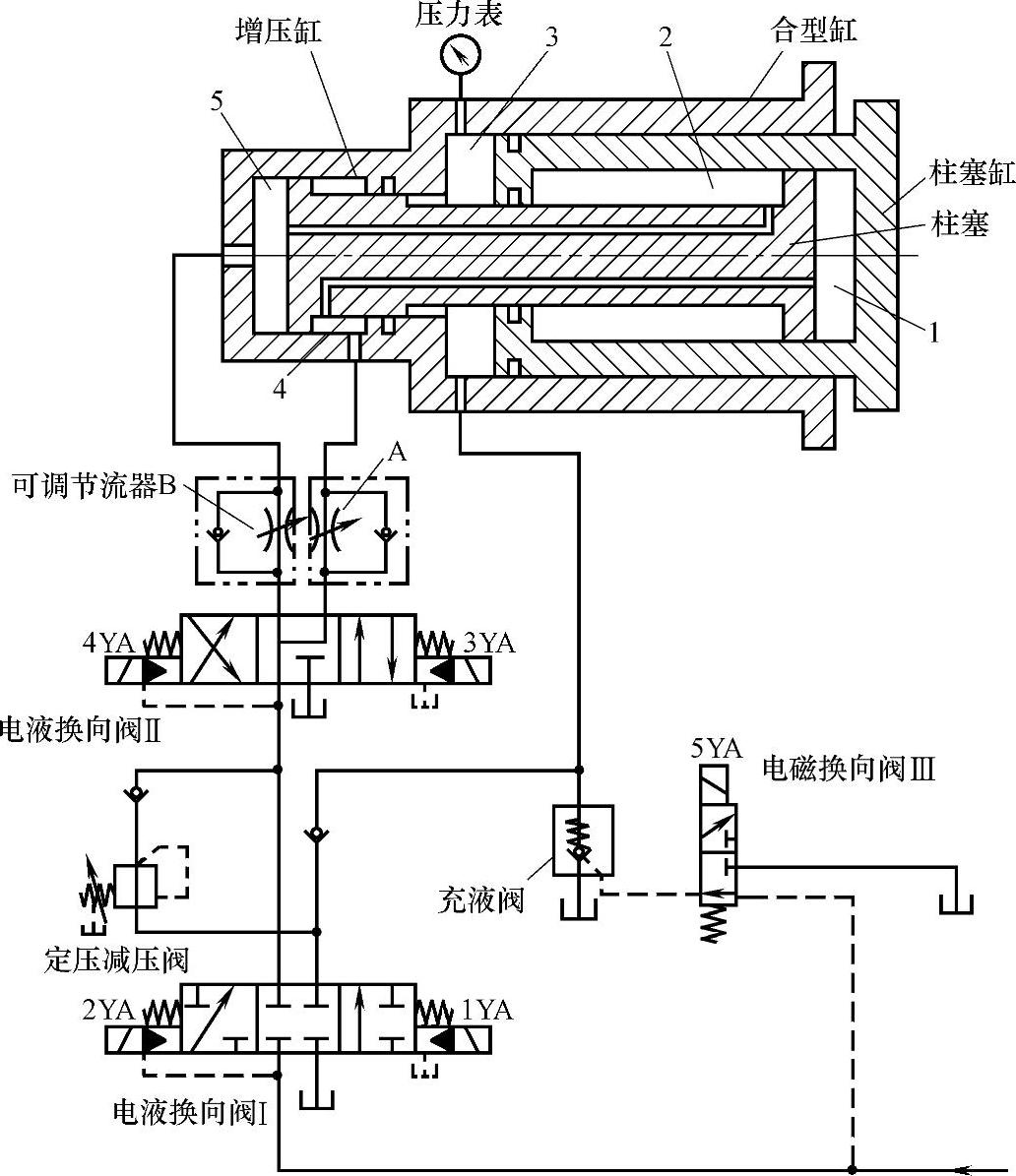
图4-6 J1125A型压铸机合型系统图
1—柱塞缸前腔 2—柱塞缸后腔 3、4—组合腔 5—增压缸后腔
设备合型后,有一增压过程,待合型力达到规定值时,才允许压射。电磁铁4YA断电而接通3YA(电液换向阀Ⅱ换向),高压油经电液换向阀Ⅰ、减压阀、单向阀、电液换向阀Ⅱ进入增压缸后腔5和柱塞缸后腔2进行增压,当合型力达到规定值后,由电接触压力表发出讯号,即可进行压射动作。
增压后的急剧泄压原因有以下几种:
1)充液阀密封不良形成组合腔3无法保持压力。
2)电磁换向阀Ⅲ动作不准确,使充液阀不关闭。(https://www.xing528.com)
3)与腔3连接的油管、接头松脱或破裂。
4)缸体或柱塞裂纹、砂眼、气孔等损伤造成互通泄压。
5)组成腔3的各缸与柱塞滑动面间的密封圈损坏,形成各腔互通泄压。
针对以上可能原因,逐项进行检查分析。用煤油对充液阀密封锥面的密封性做渗漏检查,结果完全符合要求。检查电磁换向阀Ⅲ的动作时间,在慢合型后,电磁铁5YA通电吸合,断开充液阀的控制油路,使充液阀关闭,动作也是正确的。检查与腔3相连接的油管、接头,两根管路及接头均完好无损,无渗漏。缸体、柱塞如果有砂眼、气孔或产生裂纹,将不仅是泄压的故障,而是整个系统工作不正常,如运动不正常、压力上不去等,而这些现象均不存在。组成腔3的各缸与柱塞滑动面间的密封有合型缸与柱塞缸之间、增压缸体与柱塞之间,柱塞缸体与柱塞之间的3个密封圈,其中合型缸与柱塞缸之间若密封不严,压力油将明显外泄,本机无此现象。柱塞缸体与柱塞之间密封圈损坏时,腔3与腔2互通,增压时,两腔均通压力油,因而不可能使腔3压力下降为零。腔3进压力油,腔4经调速阀A、电液换向阀Ⅱ通油池,若增压缸与柱塞之间密封圈损坏,则腔3与腔4互通回油池,因此压力就无法保持。
为了进一步验证上述分析结果,又做了两项检查试验:
1)从设备中拆下电液换向阀Ⅱ中通回油池的油管,在进行合型增压时,发现该回油口连续喷出压力油,正常动作增压时,此口不应回油。由此证实腔3中的压力油由于腔3与腔4之间密封损坏而通过腔4流回油池,所以压力无法保持。
2)在合型增压后,将节流阀A关闭,压力又逐渐回升。
经上述两项检查试验,完全证实了腔3与腔4之间的密封圈损坏,这是合型增压后不能保压的原因。更换了损坏的密封圈后,经试车检验,完全恢复了设备保压性能。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。