



【摘要】:J1113A型压铸机,实际使用中,夏天一般工作2h以上,油箱中的油温就高达45℃,经常超过50℃。油温过高,油的粘度降低,液压泵的内泄漏增加,机器建压时间延长,因而只好停机,待油温降低后再启动工作,严重影响了生产。为了避免J1113A型压铸机的油液温升过高,对该机冷却系统进行了改进,这种改进只需多买一台多管式水冷却器,再多弯几根油管就可以了。
J1113A型压铸机,实际使用中,夏天一般工作2h以上,油箱中的油温就高达45℃,经常超过50℃。油温过高,油的粘度降低,液压泵的内泄漏增加,机器建压时间延长,因而只好停机,待油温降低后再启动工作,严重影响了生产。
如图4-4所示是压铸机原设计的液压原理图。该机采用的是在油箱中安装蛇形冷却管,溢流阀和卸荷阀的回油都是先回油箱再冷却的办法。通过对液压系统发热量的计算,表明油液经溢流阀和卸荷阀所产生的热量占液压系统总发热量的70%以上。
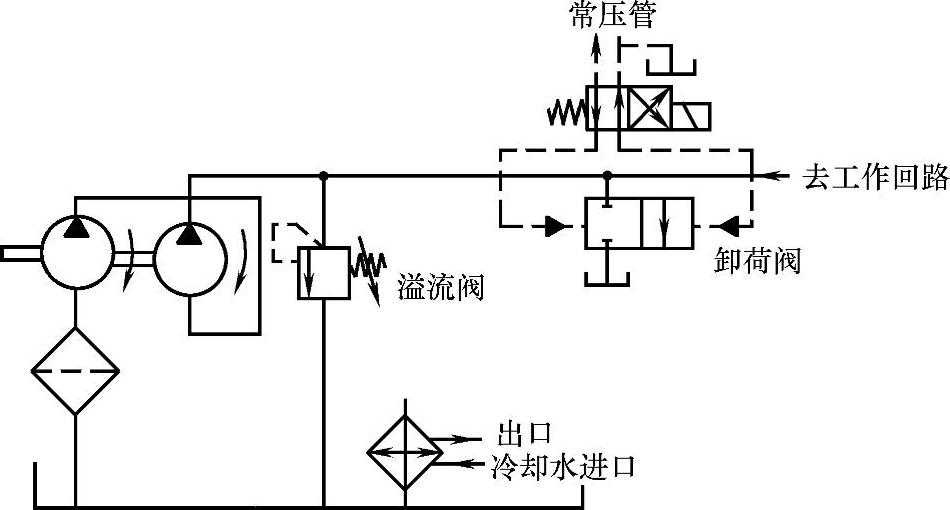
图4-4 J1113A型压铸机原设计液压原理图
通过对上海生产的J1513S型立式压铸机、日本生产的DC250A型压铸机、捷克生产的CLP0400/55型压铸机进行分析,发现这些机型均采用在溢流阀和卸荷阀的回油管上串联多管式水冷却器的冷却方式,使溢流阀和卸荷阀的回油先经冷却器后再回油箱,即使24h连续生产,油温一般不会超过45℃,实现了有效的冷却。(https://www.xing528.com)
为了避免J1113A型压铸机的油液温升过高,对该机冷却系统进行了改进(图4-5),这种改进只需多买一台多管式水冷却器,再多弯几根油管就可以了。实践证明,这样的改进满足了生产需求。
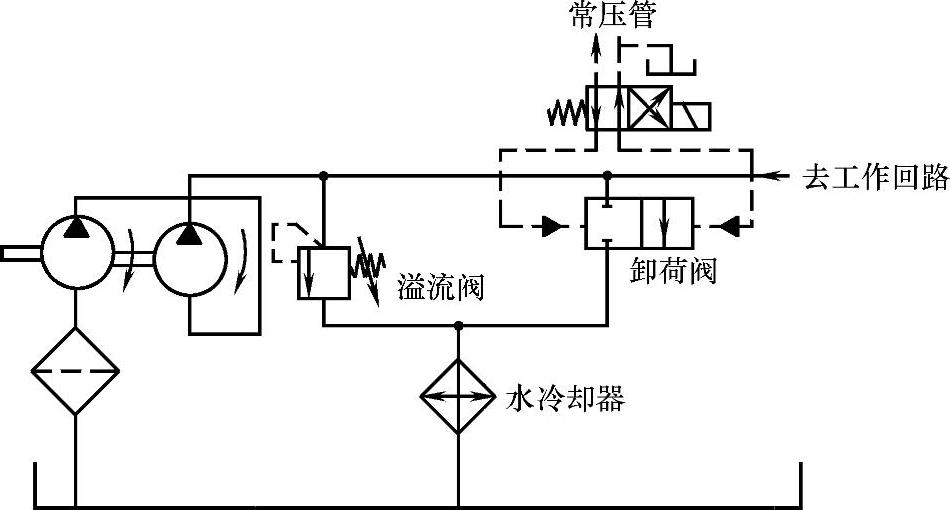
图4-5 J1113A型压铸机冷却原理改进图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。