



案例1——多田野汽车起重机液压泵故障
对日本多田野TG—452型汽车起重机的一次更换液压油后,出现滑块伸缩不畅、支腿千斤顶顶升无力和上车负重旋转困难等现象,其他动作正常。从液压系统可知,该机型由一个串联泵和一个单泵分别给全车液压系统供油,单泵供主、副卷扬筒;串联泵中供油量大的1号泵给吊臂变幅及伸缩缸供油,供油量小的2号泵给下车滑块、千斤顶和上车回转马达供油。经测量,2号泵供油系统压力在发动机高速运转时只能达到9MPa。分析认为可能是溢流阀有故障,但检查时却未发现溢流阀弹簧断裂、弹力减弱或阀芯关闭不严等现象;再分析,上下车动作均无力,很可能是2号泵供油压力低所致,而造成供油压力低的原因是由于内部磨损严重,导致间隙增大而形成内漏。将泵打开后发现,两侧板烧蚀、磨损严重,高温已使一侧板变为蓝色,两齿轮端面沟槽很深。排除措施:因两侧极敷铜层(图2-130)还未磨透,经磨削加工后还能满足精度要求;两齿轮端面经磨削加工也可达到使用要求。测出磨削量,将泵壳磨削到所需尺寸,组装上车后试机,工作恢复正常。
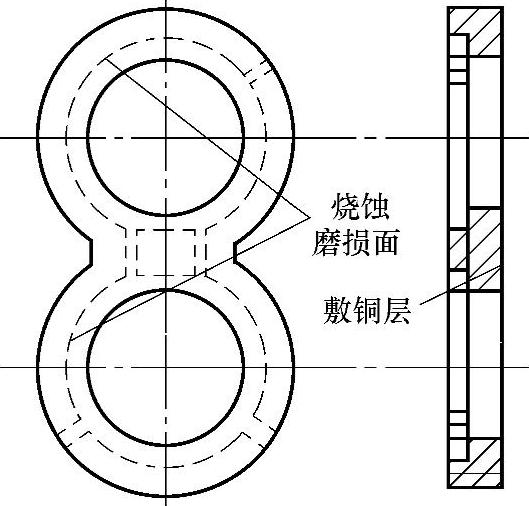
图2-130 侧板
2号泵是在缺油的情况下运转而损坏的。缺油的原因为两泵共用一个进油口,而过油口正对1号泵进油腔,2号泵的油由泵体内与1号泵油腔相通的油道得到。在更换起重机液压油时,泵内的液压油全部放光,当加油时,1号泵进油腔先充满液压油,2号泵的油道和进油腔充满空气且不能在较短时间内排出。此时若立即使2号泵工作,就会造成短时干磨产生高温而烧坏接触面出现内漏,使泵供油压力降低而不能正常工作。
案例2——进口起重机AV—3型齿轮泵损坏
AV—3和同类型双联、三联齿轮泵,是日本8~50t起重机的液压动力源。由于这种泵价格较高,每台达数万元且难以购买,因此当其损坏时有必要进行修复。
1.泵的损坏情况
经过对泵解体测量,发现有以下损坏情况:①第一联泵壳高压油口出现裂缝。②泵壳体在吸油腔内壁出现严重扫膛现象,其中第一联泵壳的磨损深度最多可达0.50mm。③活动侧板磨损严重,一般磨损量为0~0.23mm,也出现过多起侧板上的耐磨合金镀层脱落的现象。泵损坏的检测结果统计情况见表2-17。由表看出,绝大多数液压泵的失效都是由于第一联泵壳开裂、扫膛或侧板损坏造成的,而第二联、第三联泵一般损坏较少。另外,检查发现,齿轮副和轴承的磨损都很小。
表2-17 AV—3型泵损坏的检测结果统计表

2.泵损坏的原因
(1)违章操作 当起重机超重起吊或试车时,由于液压系统在主油路上没有压力表,起重机主安全阀调节灵敏,每旋进一扣螺纹压力将上升15MPa。此时,操作者如果随手调节,很容易造成系统压力过高,引起高压油口开裂。另外,泵壳的安全系数较低也是泵损坏的原因之一。
(2)长期磨损使间隙增大 一般情况下,齿轮顶圆与壳体内孔的间隙应在0.03~0.10mm之间,齿轮轴和轴承间也有微量间隙,通常在高压下壳体都有微量扫膛现象。经长期使用,如果刮伤深度超过0.16mm,泵的容积效率将会显著下降。
(3)液压油失效、过脏或泵吸空致使侧板损坏 经测量知,侧板高压区铜基合金厚度0.70mm,而一般在吸油口方向铜基合金都有烧损痕迹,并产生弯曲变形,有近70%的侧板磨损量超过0.13mm,部分合金镀层在吸油口方向呈斑点状脱落或整体与基体脱离。这种情况是由于泵吸空,侧板和齿轮在高速摩擦下无法润滑所致。
3.预防措施和维修方法
防止液压泵过早损坏的措施和对坏泵进行修复的方法如下:
(1)严格按要求进行正规操作
1)由专人调节主安全阀,调好后加铅封。
2)每1500h更换一次液压油,经常检查过滤器和油箱的油位,防止堵塞和吸空。
(2)修复坏泵
1)对泵壳进行了设计改动和加工(图2-131)。泵壳材料原为HT20—40,为增加壳体的强度,现改为QT60—2,高压油口端面加厚10mm。加工时注意保证:两销孔尺寸偏差应控制在±0.01mm之内;ϕ62.60±0.03mm孔中心距偏差应控制在0.02mm之内;462.60±0.03mm孔位置度偏差应≤0.01mm。
2)修复侧板。对铜基合金磨损量不超过0.30mm的侧板,用平面磨床磨平后研磨,可以继续使用。如果磨损量超过0.30mm或合金层脱落,先将剩余合金磨去,然后用QSn43铜板热熔焊于侧板基体上,时效处理后再磨到尺寸。

图2-131 泵壳
案例3——SQ型铁路平板车起重故障
SQ型液压起重机(图2-132)主要用于铁路专用平板维修车或轨道车的吊重作业。目前在铁路部门广泛使用。由于操作、维修保养不善,起重机液压系统故障时有发生,排除不及时,直接影响起重机的正常运转。该机的液压系统是以液压油为介质传递动力,其故障多发生在动力元件泵,控制元件换向阀、安全阀,执行元件液压缸、马达以及液压油等上。
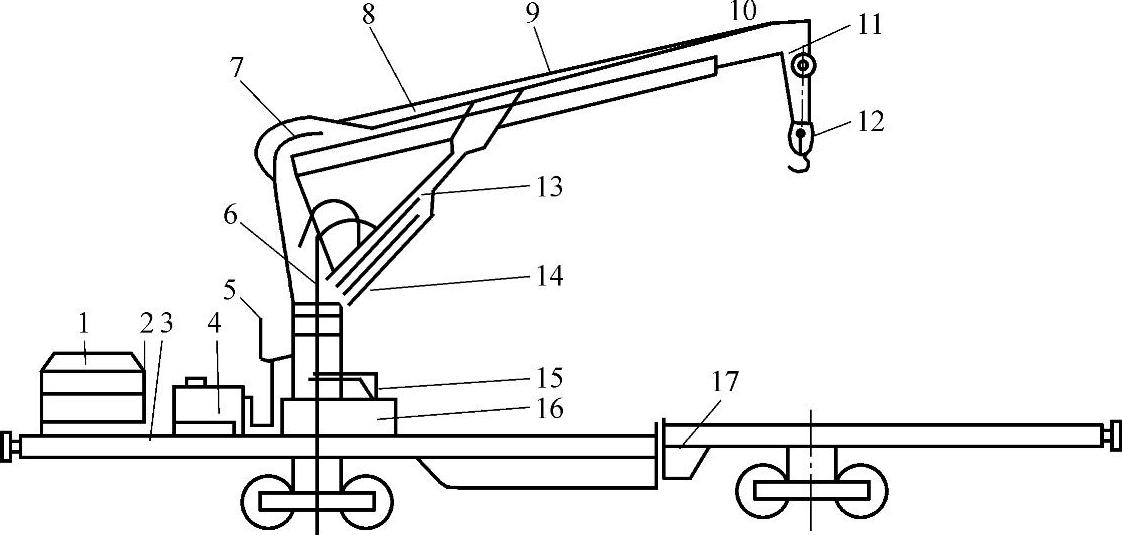
图2-132 SQ型铁路平板车起重机
1—柴油机 2—联轴器 3—齿轮泵 4—油箱 5—多路换向阀 6—转柱 7—液压绞车 8—变幅臂 9—钢丝绳 10—伸缩臂 11—报警装置 12—吊钩 13—变幅缸 14—平衡阀 15—回转马达 16—基座 17—平板车
现将SQ型起重机液压系统出现的故障及处理方法简介如下:
SQ型起重机液压系统为单定量泵开式循环系统,即齿轮泵从油箱吸油,压力油流经系统释放能量,再排回油箱。开式回路具有结构简单、散热性能好等特点。系统调定压力为15MPa,工作压力一般为7~12MPa。
1.高压油路压力不足或根本无压力
现象:各执行运动部件不动作,高压油路压力不足或根本无压力。
产生原因:
1)齿轮泵与柴油机之间的联轴器(图2-132序号2)损坏。
2)齿轮泵旋转方向不对。
3)齿轮泵磨损或损坏。(https://www.xing528.com)
4)液压油粘度过低,内泄增加。
5)多路换向阀有故障,特别是其中的先导式安全阀不关闭。
处理方法:本着先简后繁的检查原则,即动力元件→控制元件→执行元件。
1)修理联轴器,更换损坏零件。
2)齿轮泵转向错误,吸油口变成了排油口,则压力上不去,应改正其转向。
3)齿轮泵内部零件磨损严重、间隙过大,致使内泄漏增加。修复磨损零件,必要时更换新泵。
4)液压油粘度太低,造成内泄漏大,压力不足。按使用说明书要求,选用合适粘度的液压油,即冬季用32#,其他三季度用46#液压油。
5)拆下多路换向阀上的先导式安全阀。分解检查锥阀与阀座接合面是否有磨损,柱塞卡死或柱塞弹簧疲劳损坏而弹力不足,造成主阀不关闭,致使安全阀一直处于卸载状态,出现系统无压力或压力不足的现象。修理磨损零件或更换柱塞弹簧。
2.系统工作时噪声严重,阀啸叫
系统工作时噪声严重,阀啸叫。
产生原因:
1)吸油过滤器被脏物堵塞,吸油不畅。
2)油箱液面太低,吸油时发出尖叫。
3)液压油粘度过高,吸油阻力过大。
4)齿轮泵吸油口密封不良,吸入空气。
5)先导式安全阀及平衡阀有故障。
处理方法:
1)清除过滤器表面脏物,重新过滤液压油。
2)加油,保证油箱油面到正常位置。
3)改用该产品推荐粘度的液压油。
4)更换密封件。
5)同故障1中的处理方法。
从以上故障产生的原因不难看出,只要使用者平时加强对设备的维护保养,是能够避免故障的发生,使设备正常运转的。
案例4——多田野汽车起重机系统噪声严重
(1)故障现象及有关情况 多田野TL—252型汽车起重机,操作起升马达时异响剧烈,第1泵(新换上的备用泵)振动、发热明显,其他各机构(变幅、伸缩、回转、支腿)动作时噪声相对较小。
(2)系统基本油路分析 该液压泵是将3台不同排量的齿轮泵串联在公共轴上构成的三联齿轮泵,第1泵用于起升油路;第2泵用于伸缩、变幅油路以及起升马达的增速;第3泵用于支腿、回转及蓄能器油路。当各油路的控制阀杆均位于中位时,来自液压泵的压力油流过各控制阀的卸载油孔流回油箱。
(3)推理分析与判断验证 据现场辨听,液压泵是主要噪声源。按常规判断,液压泵噪声的可能原因有:吸入空气;吸油阻力大;液压泵及其驱动装置有问题。检查情况如下:油箱油位、滤网未发现异常;液压泵密封部位及吸油管接头处未见漏气迹象;发现油箱出油口与液压泵吸油口之间的吸油软管有一处被压扁,造成吸油阻力过大、供油不畅;液压泵转速(转速过高会造成吸空现象,过低则使吸油量不足)正常;万向节磨损及联轴器松动方面未见异常。发现液压泵与其连接部分的同轴度偏差达0.13mm(标准值为0.10mm),显然这也是引起液压泵声响异常与振动的直接原因(同轴度误差大会导致液压泵附加载荷增加),更换吸油软管,调整同轴度,然后逐渐起动液压泵进行试运行,发现系统异响得到控制,变幅、伸缩、回转和支腿各机构动作时声响无异常,但起升作业时,第1泵仍有异响、振动和发热现象,压力也提不高。
从以上排查情况分析,第2泵、第3泵工作正常,而第1泵运转异常可能是齿轮端面与止推板发生磨损,造成轴向间隙过大,过多的油液流回吸油腔所致。为了验证该判断的准确性,再次仔细察看油箱和滤网,果然发现油液中混有金属粉末。拆检第1泵发现齿轮端面有磨痕,与其对应的止推板面上也出现半圆形的明显擦痕。清洗第1泵,修磨齿轮端面更换止推板,重新组装、调整、装机;对第1泵的油路系统进行循环清洗(并拆洗滤网),更换全部液压油。经以上处理后再次进行试运行,工作正常。
案例5——TL—250E汽车起重机液压转向故障
某多田野TL—250E汽车起重机出现转向沉重、吃力的故障现象。该机液压转向原理如图2-133所示,属分体式液压助力系统,主要由叶片泵、节流阀、安全阀、控制阀和助力缸等组成。叶片泵的额定工作压力为12.5MPa,排量为17mL/r,转速为370~3700r/min。
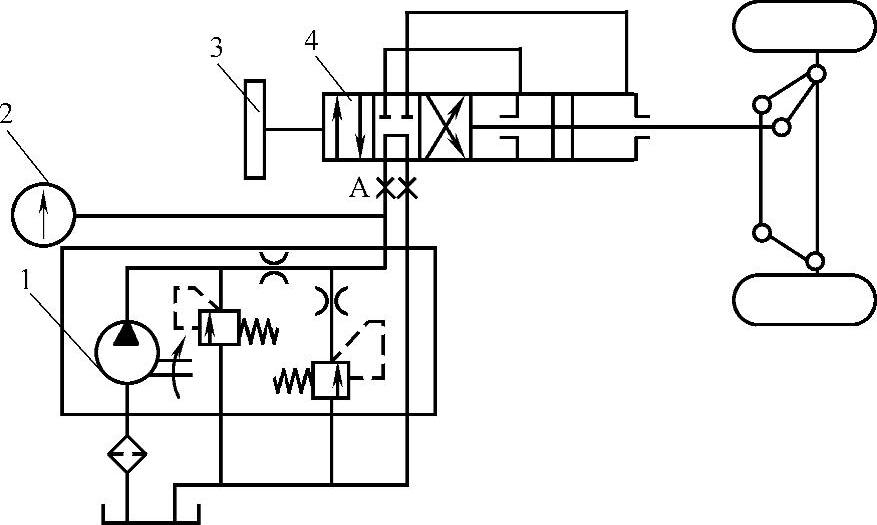
图2-133 多田野TL—250E汽车起重机液压转向原理示意图
1—联阀式叶片泵 2—压力表 3—机械转向器 4—联阀式转向缸
经初步检查,转向机构各润滑处均正常,无异常响声和磨损。然后从油箱开始逐一进行检查:油质、油量及吸油滤网均正常;拆检叶片泵上的安全阀和节流阀,结果也正常;解体叶片泵后,因无标准数据及测量工具,肉眼无法看出问题;拆检控制阀和助力缸,也未发现问题。装复后换上新油(8号液力传动油),故障依旧。
拆卸叶片泵时发现:当从叶片泵中取出转子时,叶片随即从转子槽中全部滑出,由此判断:转子上的叶片槽间隙过大、叶片泵失效。
为此,在图2-133中的A处将油路断开,并在断开处前端接上压力表,进行了压力测试。当发动机转速为额定转速时,起始油压为10MPa,5min后为9MPa,8min后为6MPa,10min后只有4MPa,而标准值应为12.5MPa。上述油压随着时间的延长而逐渐下降的现象,说明随着时间的延长,油温不断升高(当时气温为30℃),油液粘度不断下降,加之叶片与槽的间隙严重超差使泵内泄加剧而导致压力逐渐下降,由此证实前面的判断是正确的。更换新叶片泵后,故障现象消失。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。