



案例1——PC2205型挖掘机铲斗缸和左行走马达工作无力
一台PC2205型挖掘机,工作8500h后出现铲斗缸和左行走马达工作无力的故障现象,但回转动作和右行走均正常,其余动作略显迟缓。
(1)铲斗缸工作无力故障的可能原因
1)控制铲斗的先导油路有故障。
2)控制阀阀芯卡死或严重磨损。
3)铲斗回路的补油阀卡死。
4)铲斗缸、活塞或油封严重损坏。
5)主卸荷阀卡死。
6)后泵或其控制系统有故障。
(2)左行走马达工作无力故障的可能原因
1)控制左行走的先导油路有故障。
2)控制阀阀芯卡死或严重磨损。
3)行走马达有故障。
4)中心回转接头窜油严重。
5)主卸荷阀卡死。
6)后泵或其控制系统有故障。
由该机的液压系统原理知,铲斗缸和左行走马达都是由后泵单独供油的,铲斗缸和左行走马达同时出现工作无力,其原因最有可能出在主卸荷阀或后泵及其控制系统上。将前泵、后泵的高压油管相互交换,再试机时发现,铲斗缸和左行走马达已工作正常,相反,回转马达和右行走马达工作无力了。由此说明铲斗缸和左行走马达及其控制系统均属于正常,故障应在为铲斗缸和左行走马达单独供油的后泵或其控制系统上。
(3)按图2-34检查后泵的控制系统并分析结果
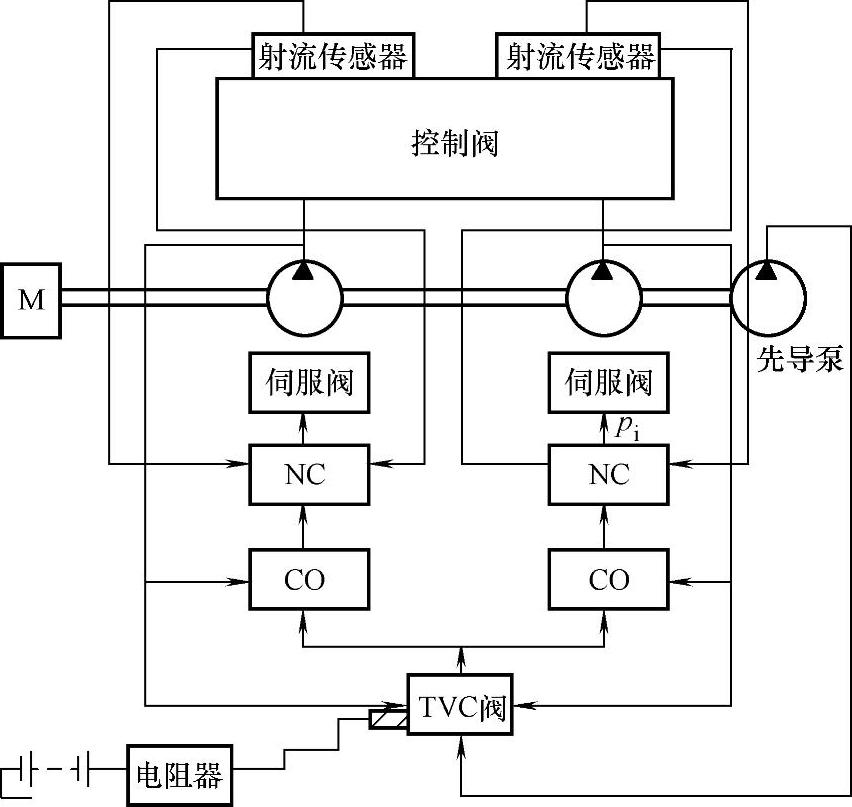
图2-34 PC2205型挖掘机后泵检查图
1)由于前泵工作正常,证明前泵、后泵共用的控制先导泵和TVC阀工作正常。
2)在NC阀出口处装一个量程为6MPa的油压表,测得该处油压为pi(因CO阀出口压力设有测点);将CO阀调节螺栓调紧2~4圈时,发现pi值上升,再将调节螺栓调回原位时,pi下降到原来的数值。检测结果符合CO阀工作特性,说明CO阀工作正常。
3)将NC阀调节螺栓调紧2~4圈时,发现pi值上升,再将调节螺栓调回原位时,pi下降到原来的数值。检测结果符合NC阀工作特性,说明NC阀工作正常。
4)拆检伺服机构后得知,回位弹簧无折断且弹性良好,连杆机构没有脱落,阀芯无卡滞和磨损现象,由此说明伺服机构工作正常。
由上述检查结果知,后泵的控制系统工作正常,铲斗和左行走马达工作无力只能是后泵本身有故障。
拆下液压泵总成,经解体检查发现,前泵各液压元件完好无损,后泵损坏较为严重,配流盘封油带处有几条较深的沟槽,柱塞缸端面有轻度扭伤,其余液压元件无明显的磨损现象。显然,后泵不能正常工作是因为柱塞缸与配流盘的接触面严重磨损,造成液压油严重泄漏,致使油压建立不起来,从而导致铲斗缸和左行走马达工作无力。
(4)故障排除 鉴于柱塞缸端面损伤不大而配流盘损坏严重的情况,采用修磨柱塞缸和更新配流盘的维修方案。即先用平面磨床精磨柱塞缸的磨损端面,然后用氧化铬进行抛光,最后用手工研磨柱塞缸和配流盘,保证其接触面积达95%以上。
案例2——W460C型挖掘机斗杆缸不工作,回转时有声响和振动
(1)故障现象 W460C型挖掘机行走正常,但斗杆缸不能正常工作,回转时伴有很大的声响和振动,虽反复调整溢流阀调压螺栓,又更换了一台齿轮泵,都没能解决问题。
(2)故障排除 由于行走、动臂和铲斗机构能正常工作,故排除了发动机、离合器和油箱发生故障的可能性。经过认真检查,发现CBG2063型齿轮泵的吸油胶管折裂,导致泵内吸入大量的空气,更换吸油胶管,故障即排除。
案例3——WY100挖掘机斗杆液压缸无力
一台上海WY100挖掘机由于工作不正常,效率很低,使工程进度受到严重影响。对机器作深入细致的检查,发现该挖掘机在工作时常出现斗杆液压缸无力、速度下降,并伴有一定的自动下沉现象。
根据该挖掘机的液压系统工作原理,径向柱塞泵直接从油箱中吸油,从液压泵出来的高压油分成两个回路,分别进入前后两组四路组合阀。由前组合阀控制回转马达、铲斗缸、辅助液压缸及右行走马达四个执行元件;后组合阀同时控制动臂缸、斗杆缸、左行走马达及推土液压缸四个执行元件。
根据故障可能涉及到的元件范围,按液压回路顺序进行查找,引发上述故障的原因可能是:
1)斗杆缸活塞密封损坏。
2)斗杆缸安全阀调整压力降低。
3)斗杆缸背面单向节流阀受堵。
4)进油阀调整压力降低。
5)液压泵排量不足。
6)吸油管吸入空气。
7)油箱油量不足。
对此可以按先易后难的顺序进行推理性探讨。
如果油箱的油量不足,则所有的工作装置动力均不足。经过观察,油箱油量正常,对此可以否定。
如果是泵内部损伤造成排量不足或有空气吸入,则整个液压系统均会受到影响,行走与回转马达的动作都会无力。通过起动发现,行走与回转均正常,故可对此予以否定。
进油阀的调节:如果进油阀压力降低,则与它同组的左行走马达、动臂缸也会无力。通过起动运行,对此也作了否定。
斗杆缸的安全阀:如果是安全阀调节压力降低,只会使斗杆缸无力,但不会产生斗杆自动下沉和出现漏油现象,对此也暂予以否定。
斗杆缸背面单向节流阀:如果单向节流阀回油污染受堵,会使斗杆缸压力不足、动作缓慢及漏油,对此应重点考虑。但是在这种情况下,大量的液压能将转化为热能,即油管发热、超过温限或引起软管爆裂等;而事实上并无这种现象,故也可予以否定。(https://www.xing528.com)
最后重点怀疑对象是斗杆缸本身的问题。因为假如斗杆缸本身存在少量漏油,将造成内漏增加,也会出现力量不足和下沉现象。为此将斗杆缸拆卸,经检查发现活塞与缸体间有拉毛,密封损坏。更换斗杆缸后工作装置运行正常。原斗杆缸在修复缸体和更换密封后仍可使用。
通过对WY100液压挖掘机斗杆无力故障的诊断与排除,认识到液压系统虽然有其隐蔽性,但并不可怕,只要通过看、听、摸、闻、问,并按照系统原理,采用正确步骤进行推理分析,是不难找出故障原因的。
案例4——PC200型液压挖掘机斗杆液压缸拉缸
PC200型液压挖掘机,从反铲工作的受力情况分析,铲斗每次切土时主要使用的是斗杆缸,即由斗杆缸活塞杆伸出,斗杆缩进来完成切土。每次铲斗刚吃土和吃土基本完成时也有利用铲斗缸的动作加以配合的情况,每次吃土受力最大的是斗杆缸,在吃土过程中斗杆缸系统压力经常要达到限压阀的最高限定压力。这就是说,斗杆缸的密封元件、导向环、活塞等经常受系统最高压力的作用,使它们的磨损、热变形加剧,不但其使用寿命缩短,而且在工作中突然发生损坏的概率增高。
根据日常维护保养经验,斗杆缸在发生拉缸之前的一段工作时间内,液压缸必定存在内泄漏,只是驾驶员没有发觉,或置泄漏于不顾,只要还能挖土就继续使用,直到挖不了土或导致拉缸而被迫停工。当液压缸严重内漏时,工作中高压油就会把密封元件、导向环冲坏,活塞失去导向而偏向一边,与缸壁直接接触摩擦,最后拉坏缸壁、损坏活塞。从发生拉缸后的损坏情况也证实了这一点。
为此,应避免经常性的满负荷或超负荷作业,并经常检查斗杆缸的内泄漏情况,结合密封元件实际使用时间进行综合分析,一旦发现内泄漏超标或急剧加重,应立即加以修复,预防拉缸事故的发生。
案例5——W4—60C型挖掘机斗杆液压缸无法分解
某W4—60C型挖掘机斗杆液压缸出现外泄现象,根据以往的修理方法将液压缸从机器上吊下并分解以更换密封件。分解液压缸总成的方法是先拆下卡簧,然后在液压缸拆装机上将导向套向缸筒内压入,取出隔环、卡键,再将活塞杆、导向套、活塞组件从缸筒里拉出。但是拆下卡簧,再将导向套向缸筒内压入时却无法做到(即使用320kN的力也无法将导向套压入),以至液压缸无法分解,损坏的油封无法更换。要想使挖掘机正常工作只有更换液压缸总成,但该型号液压缸不易购买,且更换总成的经济损失大。能不能采用别的方法解决呢?
根据该缸的结构图2-35a分析认为:液压缸不能分解的原因可能是O形圈和卡键之间的环岸断裂将导向套卡死在缸筒内,造成卡键无法取出。如果能将卡键取出,那么就能够将液压缸分解,从而排除故障。经研究决定采用如下方法进行解决。
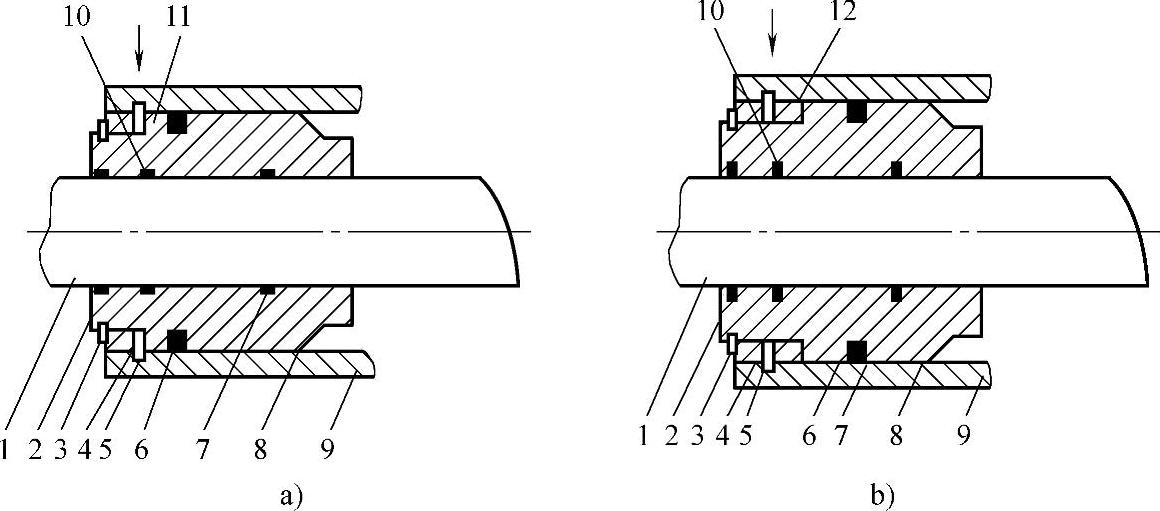
图2-35 W4—60C型挖掘机斗杆液压缸导向套结构图
a)改装前结构 b)改装后结构
1—活塞杆 2—防尘套 3—卡簧 4—隔环 5—卡键 6—O形圈 7—Y形密封圈 8—导向套 9—缸筒 10—组合密封圈 11—环岸 12—自制隔环
(1)切开缸筒 如图2-35a所示,在箭头所指离缸口19mm处用车床将缸筒切削开(至露出卡键为止),取出卡键,分解液压缸。具体方法是:
1)将液压缸总成抬到CD6120A型车床上,无杆腔端耳轴用车床卡盘爪卡住,有杆腔靠缸口端用中心架托住以定心支承。
2)盘动车床卡盘以调整液压缸与车床的同轴度(中心架与缸体接触面要涂抹润滑脂以减小转动时的阻力)。
3)用白金切刀(刀刃口宽为3mm)切开缸筒,注意车床转速不宜过高,以60r/min左右为宜,切削至卡键部位时进刀量要小,以免切削到卡键。
本例中将缸筒切削开时,发现卡键已碎成多片(切削之前已碎,非切削造成),且导向套O形圈槽和卡键之间的环岸也已断裂,碎片将导向套与缸筒卡死,使导向套无法向缸筒内推入。
(2)焊接修复 出现上述破损现象并分解后,一般应更换缸筒、导向套、卡键、密封件,但购买或加工导向套、缸筒的成本高,加工的难度大,因此采取以下方法来修复。
1)对导向套O形圈的环岸(图2-35a中11)进行车削加工,使其外径与O形圈的环槽底径一致。
2)自制隔环。隔环外径与缸筒内径一致,内径与O形圈的环槽底径一致,宽度比断裂环岸与O形圈的环槽宽度之和小约3mm(自制隔环见图2-35b中12)。
3)在导向套原O形圈的环槽右侧15mm处车削一与原O形圈环槽几何尺寸相同的环槽。
4)加工卡键,尺寸与原卡键一致。
5)将切削成两段的缸筒重新焊接在一起,注意保证同心,具体实施方法如下:
①在缸筒焊接面开深12mm、角度为90°的坡口以保证焊透,清洗干净后将缸筒放在平台上。
②选用J607焊条(保证焊缝与母材强度相等),焊前烘干温度为350~450℃,随炉升温,保温1~2h,随用随取。
③焊前采用焊炬对坡口及其周围部位进行预热,预热温度在250℃左右为宜,用直流焊机手工电弧焊。焊接时,坡口底部用直径4mm的焊条,焊接电流160A,面层采用直径6mm的焊条,焊接电流240A。
④为了减少母材熔化量和将热影响区控制到最小,应采用点焊或短焊。必须多次进行间断、对称焊,待焊缝基本冷却后再施焊,防止温度过高产生较大应力变形,且每焊一层后用小锤子敲击焊缝,以消除应力,同时,在确认焊接部位没有裂纹后才能再焊下一层,以确保焊接质量,直到焊缝高出缸筒平面为止。
⑤另外,为了保证缸筒的同轴度,焊接时将导向套推入缸筒,推入深度以能定心为准,另在缸筒焊接面上对称取3个点进行点焊,然后拔出导向套,导向套应能灵活推入、拔出缸筒,否则需对缸筒同轴度进行修正,在整个焊接过程中要不断推入、拔出导向套,以检验缸筒同轴度是否合格。
⑥焊后先用粗锉锉削,检查焊缝有无砂眼、虚焊等,若有应重新焊补,最后用砂轮打磨,将高出缸筒平面的焊缝磨平。
6)在车床上重新加工卡键槽,由于切削的原因,重新焊接缸筒后,卡键槽宽度比原宽度要小约3mm,这时可向内扩宽3mm,使其与原卡键槽宽度相一致。
7)更换密封件并装复。装复时应注意在将导向套压入缸筒后需放入自制的隔环,然后依次装入卡键、隔环、卡簧。
装复后液压缸没有发现外泄,挖掘机作业正常。
案例6——UH181铲斗斗门关不上
原是反铲装置的1台UH181的改正铲台,出现铲斗斗门总是开着、关不上的现象;挖掘时靠推力可使斗门关闭,但卸载后,斗门还是关不上,其他动作正常。
(1)故障分析
1)先导操纵阀发卡。
2)斗门开启油路中的过载阀泄漏严重。
3)换向阀斗门开启先导活塞泄漏严重,来油无力推动换向阀阀芯动作。
4)换向阀阀芯发卡。
(2)诊断步骤 原则是先易后难,尽量不拆检或少拆检。
1)测先导油压力为2.4MPa正常。
2)发动机怠速,踩下斗门关闭踏板,松动斗门液压缸无杆腔油管接头,发现无油渗出,卸开后,发现油管不来油。
3)松动斗门控制阀先导油管接头,无油渗出,卸开后,油管中无油流。
(3)处理结果 根据上述诊断,确认为先导操纵阀发卡所致。拆下先导阀体,解体发现阀芯锈蚀在阀孔中不能动。取下阀芯后,在其上涂上研磨膏,用绸布缠裹,圆周向研磨,将其锈蚀磨掉为止;用一直杆外缠上绸布,在绸布外面涂上研磨膏,插入阀孔中研磨,将其锈迹磨掉;用干净汽油,彻底清洗先导阀芯和孔,装好后,经试车,斗门关闭正常。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。