



现以Q12Y—20×3200剪板机(图1-62)为例,对其常见故障与排除方法介绍如下。
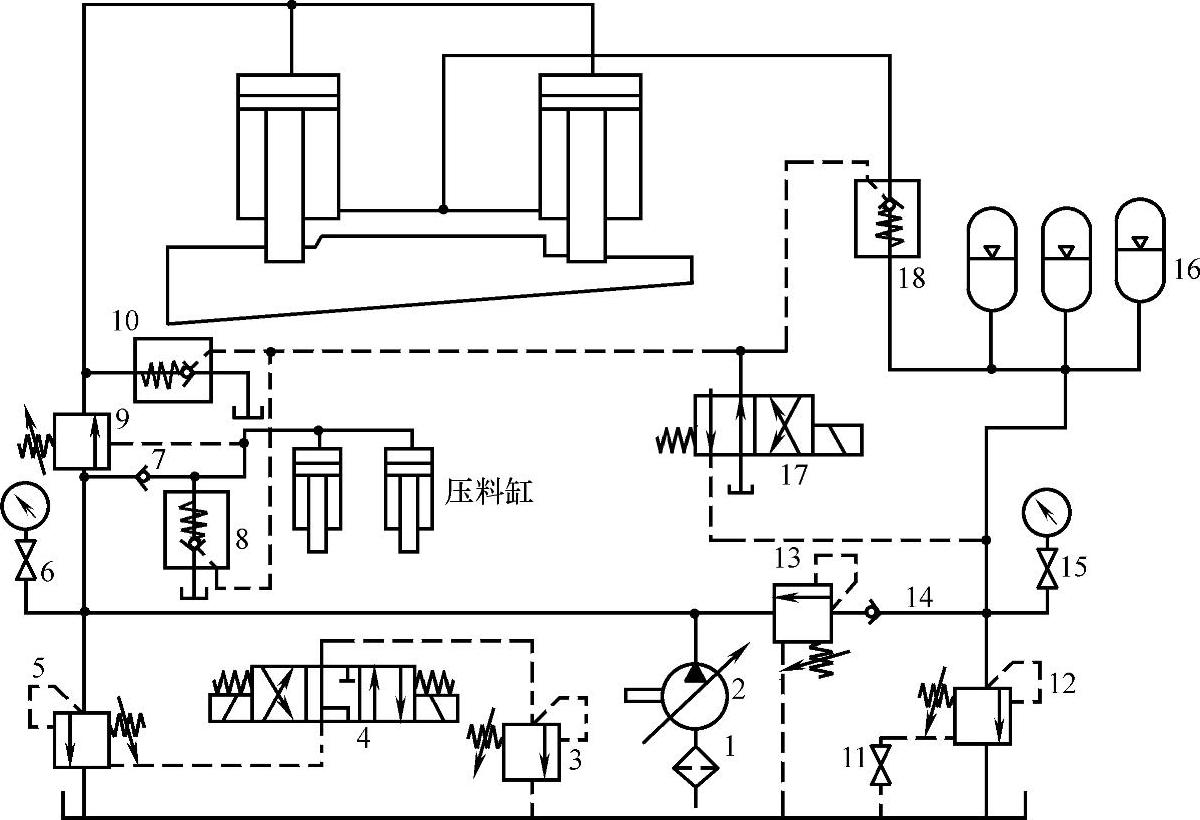
图1-62 Q12Y—20×3200剪板机液压原理图
1—过滤器 2—液压泵 3、5、12—溢流阀 4—电磁换向阀 6、11、15—截止阀 7、14—单向阀 8、10、18—液控单向阀 9、13—顺序阀 16—蓄能器 17—换向阀
1.压料缸动作,压紧板料后,刀架不下行
故障原因分析:
1)顺序阀9在关闭位置时阀芯被卡住或其控制腔进油小孔被堵塞,使阀芯不能动作从而无压力油进入工作液压缸上腔,刀架不下行。
排除方法:清洗顺序阀,用氮气吹扫液压系统管线,过滤或更换油箱内的液压油。
2)主油路溢流阀5的弹簧疲劳或断裂,造成液压系统只能达到低压(3.5MPa以下),推动不了顺序阀。
排除方法:更换溢流阀弹簧或溢流阀。
2.压料缸和刀架同时动作
故障原因分析:顺序阀9的弹簧疲劳或断裂,当系统压力稍有上升,顺序阀的阀芯就动作,压力油进入液压缸上腔,使刀架和压料缸同时动作。有时剪板机工作一段时间后才出现该故障,这是由于阀9阀芯上的阻尼孔堵塞,造成控制柱塞的回油无法通过弹簧腔流回油箱,经缝隙漏到阀芯底部的压力油也无法排出,随着时间的延长,作用在阀芯底部的油压增高,推动阀芯上升,使顺序阀变成常通阀而失效。(https://www.xing528.com)
排除方法:将顺序阀拆下清洗,吹通阻尼孔。
3.刀架下行剪板后不返程
故障原因分析:首先应检查返程换向阀17是否动作到位,如果正常,就是液控单向阀18或10的故障,液控单向阀的控制柱塞卡死或推杆断裂,使液控单向阀不动作,从而无压力油进入液压缸返程腔或工作油腔液压油不能回油箱,使刀架不返程。
排除方法:清洗或更换液控单向阀。
4.停止剪切后刀架自然下落
故障原因分析:这主要是换向阀17不到位或泄漏,使液压缸下腔连同蓄能器16的油压迅速下降所造成,应当清洗或更换阀17。
如果是停机很长时间(4小时以上)才发生刀架下落故障,则是溢流阀12或阀17少量泄漏造成,应修理或更换阀17和12。
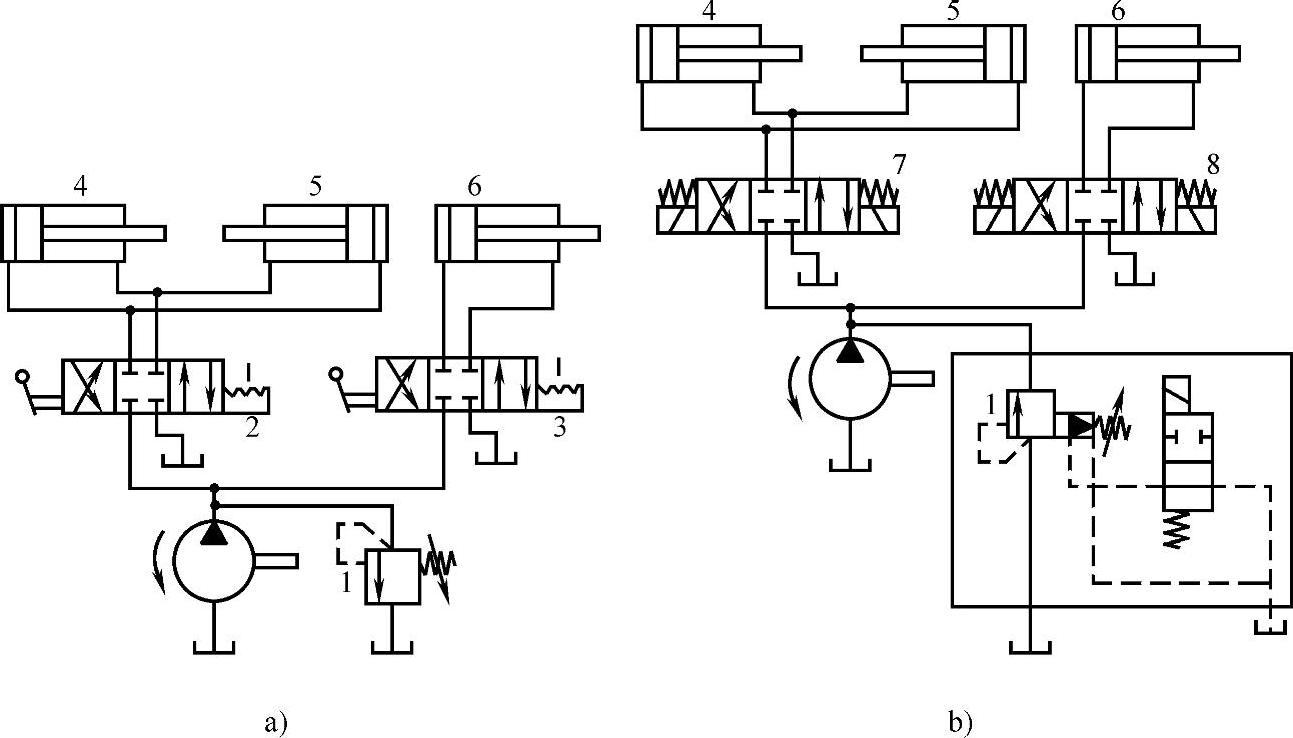
图1-63 拉弯机液压系统
a)原拉弯机液压系统 b)改进的拉弯机液压系统
1—溢流阀 2、3—手动换向阀 4、5、6—液压缸 7、8—电磁换向阀
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。