



1.转塔刀架快进不动
1)电磁铁YT17未通电,换向阀34没有到位。
采取措施:检查电磁铁YT17接头是否松动,若电线与接头脱开,需用电烙铁焊接;检查电气线路是否发出使电磁铁YT17吸合的信号。
2)行程阀27被卡住,不能靠弹簧抬起。
采取措施:拆卸并检查行程阀,若弹簧损坏,更换弹簧;若阀芯拉毛,用金相砂纸研光阀芯外圆,使阀芯在阀孔内滑动灵活。
2.转塔刀架工作进给不稳定或产生爬行
1)调速阀30、31或32内节流孔堵塞。
采取措施:拆下调速阀30、31或32内节流阀,清洗干净后再检查回油是否畅通。
2)转塔刀架导轨拉毛或压板太紧。
采取措施:转塔刀架导轨若产生拉毛,可用油石修研;若压板太紧,需重新配磨或配刮,使压板与导轨面之间保持0.02~0.03mm的间隙;工作时应注意经常在导轨表面加注润滑油(每周至少一次),保持导轨副能充分润滑。
3.转塔刀架微抬不起作用,刀具快退时仍与工件表面接触
1)换向阀24没有起作用。
采取措施:检查电磁铁YT12是否正常,如电磁铁YT12吸合而换向阀24不动,应拆卸换向阀,清洗阀芯与阀孔,修去飞边,使阀芯在阀孔内滑动灵活。(https://www.xing528.com)
2)转塔刀架下端弹簧损坏或弹力不足。
采取措施:拆卸转塔刀架,检查底部8根弹簧,若有损坏或弹力不足应作更换,重新装配后,应保证转塔刀架在弹簧弹力的作用下,向上抬起0.5~0.8mm。
4.转塔刀架转位不正
1)转塔刀架转位缸内齿条移动距离的定位螺钉松动。
采取措施:按转塔刀架转位缸内齿条移动距离,调节前端定位螺钉,操纵电磁铁YT15吸合,通过电磁阀25使转塔刀架抬起,再点动控制转位电磁铁YT16吸合,通过电磁阀35,使转塔刀架转位,当调节前端定位螺钉1使转位正确时,锁紧防松螺母2,如图1-52所示。
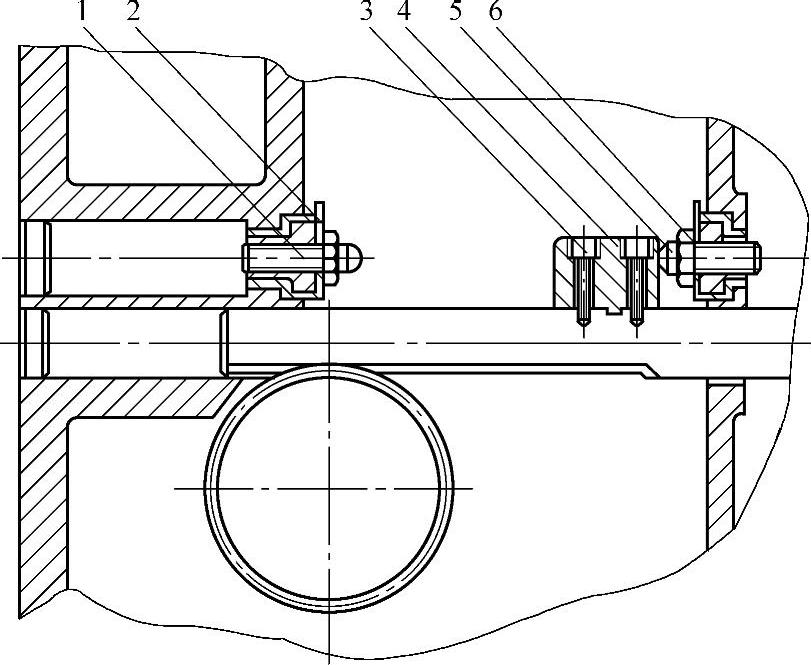
图1-52 转塔刀架转位齿条移动距离的调整
1、5—定位螺钉 2、6—防松螺母 3—紧固螺钉 4—定位块
2)转塔刀架转位缸内齿条复位的定位螺钉松动。
采取措施:调节如图1-52所示中齿条复位定位螺钉5,使转位缸内活塞齿条能正确复位,当复位正确时,锁紧防松螺母6。
3)齿条上定位块中紧固螺钉松动。
采取措施:拧紧如图1-52所示中固定齿条上定位块4的紧固螺钉3。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。