



(1)转塔刀架部分 转塔刀架主要用来车削外圆、内孔和钻孔等。该部分共采用三个液压缸:进给液压缸用来实现纵向切削运动;转位液压缸用来实现刀架的转位;夹紧液压缸用来实现刀架转位前的松开和转位后的夹紧工作。另外,在进行精车外圆工序时,每次切削完毕后可使转塔刀架作微量抬起让刀动作(抬起量为0.5~0.8mm),以防止刀具返回时划伤工件表面。转塔刀架的自动工作循环如图1-49所示。
工作时,转塔刀架快速趋近工件,然后转为工作进给,切削完毕后,转塔刀架作自动微量抬起让刀,再快退至原位。当刀架退到原始位置后,转塔抬起进行转位,然后将转塔夹紧,再开始下一个工作循环。如图1-48所示,其液压系统的工作原理如下:
1)快进。按下起动按钮,使电磁铁YT17通电,换向阀34右位接入系统工作,转塔刀架快速前进,这时的液压回路为:
进油路:变量泵1→电磁换向阀34→转塔刀架进给液压缸右腔。
回油路:转塔刀架进给液压缸左腔→截止阀28→电磁换向阀34→行程阀27→单向阀29→转塔刀架进给液压缸右腔。

图1-48 CB3463—I型半自动转塔车床液压传动系统
1、2—限压式变量泵 3、6~8、12、17、18、23~25、33~35—电磁换向阀 4、11、26、29—单向阀 5—减压阀 9—溢流阀 1O、36—节流阀 13、22—单向调速阀 14、21、27—行程阀 15、2O、28—截止阀 16—单向行程调速阀 19—转阀 3O~32—调速阀
由上述回路可知:转塔刀架采用了差动回路,以实现刀架的快进运动。截止阀28的作用,是在调整机床时使转塔刀架停在所需要的位置上,以便观察和对刀。
2)工作进给。当转塔刀架快进到所需位置时,刀架下部的挡铁压下行程阀27,使其关闭,刀架转为工作进给。其液压回路为:
进油路:与快进相同。

图1-49 转塔刀架的自动工作循环
回油路:转塔刀架进给液压缸左腔→截止阀28→电磁换向阀34→电磁换向阀33→温度补偿调速阀30,或调速阀31,或温度补偿调速阀32→油箱。
电磁换向阀33有三个位置,在图示位置时,YT13和YT14都断电,换向阀中间位置接通,使调速阀31起调速作用;当电磁铁YT13通电、YT14断电时,温度补偿调速阀30接入系统起调速作用;当电磁铁YT14通电、YT13断电时,则温度补偿调速阀32起调速作用。由上述可见,该机床的转塔刀架在一次预调后,工作中可以自动变换三种进给速度,其进给速度可由插销板进行预选。
3)转塔微抬让刀。当转塔刀架工作进给完毕时,转塔刀架下部的挡铁压下固定在床身上的限位开关,使电磁铁YT12通电,换向阀24左位接入系统工作,此时转塔刀架夹紧液压缸的上、下两腔分别经电磁换向阀24和25通入油箱而卸荷,于是转塔刀架在弹簧力的作用下向上微抬,使刀具离开工件表面。
4)快退。当转塔微抬时,压下微动开关使电磁铁YT18通电、YT17断电,电磁换向阀34左位接入系统工作,转塔刀架快速退回。这时的液压回路为:
进油路:变量泵1→电磁换向阀34→截止阀28→转塔刀架进给液压缸左腔。
回油路:转塔刀架进给液压缸右腔→电磁换向阀34→油箱。
5)转塔抬起。当转塔刀架快退至终点时,刀架挡铁压下限位开关,使电磁铁YT15通电、YT12断电,压力油推动转塔刀架夹紧液压缸的活塞上移,将转塔抬起3.5~4mm,同时合上转位离合器M,为转塔的转位做好准备。这时的液压回路为:
进油路:变量泵1→单向阀26→电磁换向阀25→转塔刀架夹紧液压缸下腔。
回油路:转塔刀架夹紧液压缸上腔→电磁换向阀24→电磁换向阀25→油箱。
6)转塔转位。当转塔上抬到最高点时,压下行程开关使电磁铁YT16通电,换向阀35右位接入系统工作,压力油经电磁换向阀35进入转塔刀架转位液压缸的右腔,推动活塞左移,通过活塞杆上的齿条、齿轮、离合器M等带动转塔转位。其液压回路为:
进油路:变量泵1→电磁换向阀35→转塔刀架转位液压缸右腔。
回油路:转塔刀架转位液压缸左腔→电磁换向阀35→节流阀36→油箱。
节流阀36调节转塔的转位速度。
7)转塔夹紧。当转塔转位完毕后,分度挡铁压下触点开关使电磁铁YT15断电,电磁换向阀25右位接入系统工作,压力油经电磁换向阀25、24进入转塔刀架夹紧液压缸的上腔,推动活塞下移,使转塔夹紧,同时将离合器M脱开。其液压回路为:
进油路:变量泵1→单向阀26→电磁换向阀25→电磁换向阀24→转塔刀架夹紧液压缸上腔。
回油路:转塔刀架夹紧液压缸下腔→电磁换向阀25→油箱。
转塔刀架夹紧后,压下行程开关使电磁铁YT16断电,电磁换向阀35右位接入系统。压力油经电磁换向阀35进入转塔刀架转位液压缸左腔,此时因离合器M已脱开,故齿条活塞作空行程退回,为转塔的下次转位做好准备。其液压回路为:
进油路:变量泵1→电磁换向阀35→转塔刀架转位液压缸左腔。
回油路:转塔刀架转位液压缸右腔→电磁换向阀35→节流阀36→油箱。
(2)前刀架部分 前刀架具有纵向和横向两个液压缸,工作时该刀架除了可以车削零件的端面和内、外圆柱表面外,还可车削沟槽。对外圆、外端面和外沟槽的车削,称为正切;对内孔、内端面和内沟槽的车削,称为内切。机床自动工作循环的实例——前刀架的工作循环如图1-50所示。下面仅介绍内切沟槽(图1-50d)工作循环时的液压系统。
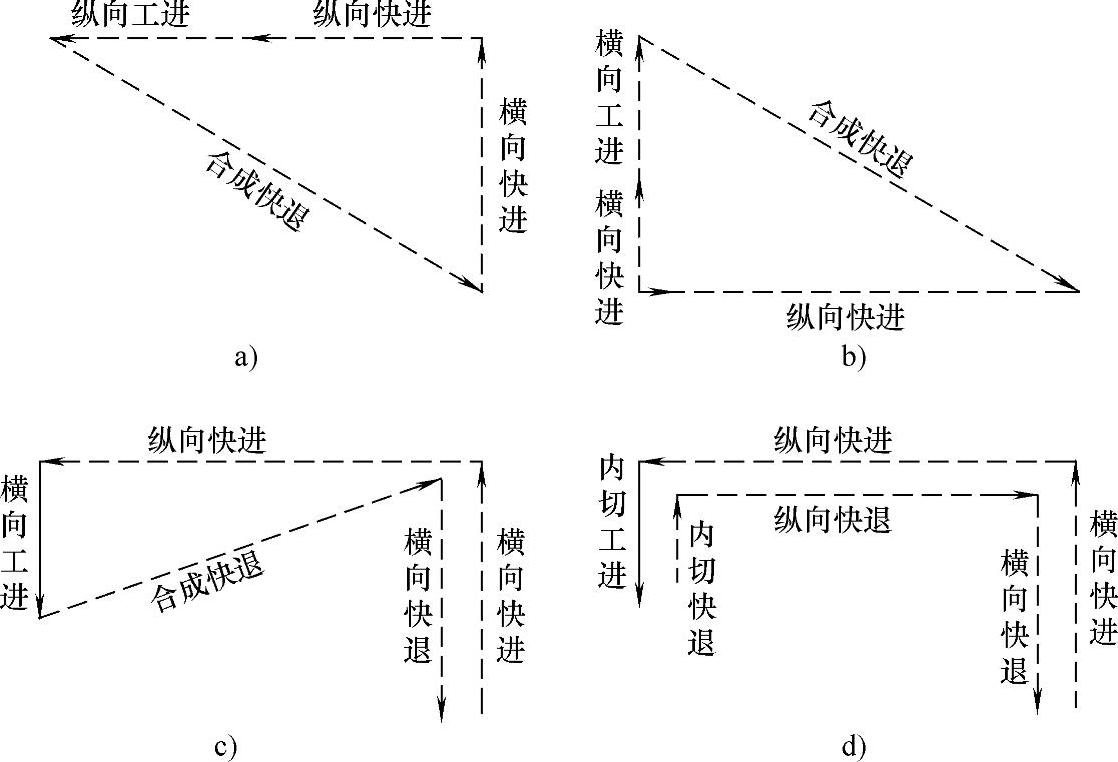
图1-50 前刀架的工作循环
a)正切外圆 b)正切外端面 c)内切端面 d)内切沟槽
当进行内切运动时,应将转阀19扳至内切位置,并用挡铁将控制横向运动的行程阀21压下,使其处于关闭状态。
1)横向快进。当电磁铁YT3通电时,电磁换向阀18右位接入系统工作,使前刀架作横向快进。其液压回路为:
进油路:变量泵2→电磁换向阀18→单向调速阀22→转阀19(O、A接通)→截止阀20→前刀架横向液压缸下腔。
回油路:前刀架横向液压缸上腔→转阀19(B、P接通)→电磁换向阀18→油箱。
2)纵向快进。当横向快进到规定位置时,挡铁压下触点开关使电磁铁YT2通电,电磁换向阀17右位接入系统工作,刀架作纵向快进。其液压回路为:
进油路:变量泵2→换向阀17→前刀架纵向液压缸右腔。
回油路:前刀架纵向液压缸左腔→单向行程调速阀16→电磁换向阀17→油箱。
3)内切工作进给。当纵向快进到规定位置时,挡铁压下触点开关使电磁铁YT1通电、YT3断电,电磁换向阀18左位接入系统工作,前刀架转入内切工作进给,进行车削内沟槽的工作。其液压回路为:
进油路:变量泵2→电磁换向阀18→转阀19(B、P接通)→前刀架横向液压缸上腔。
回油路:前刀架横向液压缸下腔→截止阀20→转阀19(A、O接通)→单向调速阀22→电磁换向阀18→油箱。
单向调速阀22调节内切时的工作进给速度。
4)内切快退。内切工作进给结束时,挡铁压下行程开关使YT3通电、YT1断电,电磁换向阀18右位接入系统工作,前刀架作内切快退。其液压回路为:
进油路:变量泵2→电磁换向阀18→单向调速阀22→转阀19(O、A接通)→截止阀20→前刀架横向液压缸下腔。(https://www.xing528.com)
回油路:前刀架横向液压缸上腔→转阀19(B、P接通)→电磁换向阀18→油箱。
5)纵向快退。当内切快退到原位时,挡铁压下行程开关使电磁铁YT4通电、YT2断电,电磁换向阀17左位接入系统工作,前刀架作纵向快退。其液压回路为:
进油路:变量泵2→电磁换向阀17→单向行程调速阀16→前刀架纵向液压缸左腔。
回油路:前刀架纵向液压缸右腔→电磁换向阀17→油箱。
6)横向快退。当纵向快退至原位时,挡铁压下触点开关使电磁铁YT1、YT19通电、YT3断电,前刀架作横向快退。其液压回路为:
进油路:变量泵2→电磁换向阀18→转阀19(B、P接通)→前刀架横向液压缸上腔。
回油路:前刀架横向液压缸下腔→截止阀20→转阀19(A、O接通)→电磁换向阀23→油箱。
(3)后刀架部分 后刀架主要用来车削端面和沟槽。它有纵向和横向两个液压缸。当横向车削端面时,横向进给液压缸带动刀架进给,纵向进给液压缸仅使刀架起上刀和让刀作用。当横向车削沟槽不需上刀和让刀运动时,纵向进给液压缸不工作。后刀架的横向自动工作循环如图1-51所示。图1-51a所示为横向车端面时的工作循环,图1-51b所示为横向车沟槽时的工作循环。横向车端面时的液压回路的工作情况如下:

图1-51 后刀架的横向自动工作循环
a)有让刀架运动的循环 b)无让刀架运动的循环
1)纵向上刀。当电磁铁YT5通电时,电磁换向阀12左位接入系统工作,后刀架作纵向进给,实现上刀运动。其液压回路为:
进油路:变量泵2→电磁换向阀12→后刀架让刀液压缸右腔。
回油路:后刀架让刀液压缸左腔→电磁换向阀12→油箱。
2)横向快进。当后刀架的上刀运动结束时就转入横向快进运动。它的工作原理是,利用两个液压缸的负载压力不同实现顺序动作。其液压回路为:
进油路:变量泵2→电磁换向阀12→截止阀15→后刀架横向进给液压缸上腔。
回油路:后刀架横向进给液压缸下腔→行程阀14→电磁换向阀12→油箱。
3)横向工作进给。当后刀架横向快进到刀具接近工件时,挡铁压下行程阀14,后刀架转入工作进给。其液压回路为:
进油路:同横向快进。
回油路:后刀架横向进给液压缸下腔→单向调速阀13→电磁换向阀12→油箱。
单向调速阀13调节横向工作进给速度。
4)纵向让刀。当横向工作进给结束时,挡铁压下行程开关使电磁铁YT5断电,电磁换向阀12右位接入系统工作,后刀架作纵向后退而让刀。其液压回路为:
进油路:变量泵2→电磁换向阀12→后刀架让刀液压缸左腔。
回油路:后刀架让刀液压缸右腔→电磁换向阀12→油箱。
5)横向快退。让刀结束后,后刀架作横向快退。其液压回路为:
进油路:变量泵2→电磁换向阀12→单向调速阀13→后刀架横向进给液压缸下腔。
回油路:后刀架横向进给液压缸上腔→截止阀15→电磁换向阀12→油箱。
(4)主轴变速与刹车
1)主轴变速。该机床用双速电动机驱动。经V带将运动传到I轴,再由齿轮传到Ⅱ轴。Ⅰ、Ⅱ两轴上共有四个液压离合器M1、M2、M3和M4,各由单作用式液压缸和摩擦片等元件组成,分别控制四个齿轮组。使M1、M3和M2、M4转换组合,可实现四种液压自动变速。又因Ⅱ轴与主轴之间有一对双联滑移齿轮传动(z35、z74与z78、z39),故主轴能获得16种转速。四种液压离合器变速的工作情况如下:
①当电磁铁YT8、YT9通电,YT6、YT10、YT11断电时,液压离合器M1、M2的液压缸进入压力油并使其结合。其液压回路为:
变量泵2→单向阀11→节流阀10→电磁换向阀8→电磁换向阀7→离合器M1液压缸。
电磁换向阀6→离合器M2液压缸。
此时Ⅱ轴的转速为:n2=n1×35/78
②当电磁铁YT8、YT11通电,YT6、YT9、YT10断电时,液压离合器M1、M4结合。其液压回路为:
变量泵2→单向阀11→节流阀10→电磁换向阀8→电磁换向阀7→离合器M1液压缸。
电磁换向阀6→离合器M4液压缸。
此时Ⅱ轴的转速为:n2=n1×74/39
③当电磁铁YT10、YT9通电,YT6、YT8、YT11断电时,液压离合器M2、M3结合。其液压回路为:
变量泵2→单向阀11→节流阀10→电磁换向阀8→电磁换向阀7→离合器M3液压缸。
电磁换向阀6→离合器M2液压缸。
此时Ⅱ轴的转速为:
④当电磁铁YT10、YT11通电,YT6、YT8、YT9断电时,液压离合器M3、M4结合。其液压回路为:
变量泵2→单向阀11→节流阀10→电磁换向阀8→电磁换向阀7→离合器M3液压缸。
电磁换向阀6→离合器M4液压缸。
此时Ⅱ轴的转速为:n2=n1×54/59
2)主轴制动。当机床停止工作时,为了使主轴能尽快停止转动,减少辅助时间,需要制动装置。制动时,使电磁铁YT6通电,YT8、YT9、YT10、YT11均断电,液压离合器M1和M3的液压缸都通油箱,故M1和M3均松开,Ⅰ轴空转,动力来源被切断。此时,压力油进入液压离合器M2和M4的液压缸,使M2和M4结合,这时因双联齿轮z35、z74与z78、z39相啮合不能同时实现两种转速而迫使Ⅱ轴停止转动,迫使主轴制动。制动压力由压力阀Y10B来调节,其压力为0.6MPa左右。为了消除变速刹车的惯性冲击,在进油路系统中装置针状调速阀,以便实现离合器的吸合、断开有个过渡时间,达到主轴变速刹车时的平稳无冲击。
(5)工件夹紧。工件安装在液压卡盘内,当电磁铁YT7断电时,液压卡盘夹紧;YT7通电时,卡盘松开。卡盘夹紧力的大小,可根据加工零件的要求用减压阀5进行调节。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。