



1.液流换向时产生冲击
换向阀快速移动,当移到中间位置时(图1-14),压力油突然与液压缸切断,此时,由于运动部件及液流的惯性作用,使液压缸一端油腔中的油液受到压缩,压力急剧升高,另一端油腔中的压力下降,形成局部真空。同时,由于压力油突然被切断,也会产生高压并形成冲击。
采取措施:改进换向阀阀芯进、回油控制边的结构,使换向时液流逐渐改变,可减少或避免形成冲击。改进的方法是将换向阀阀芯控制边制成1.5°~4°的锥角,锥长视密封边长度而定,或在换向阀阀芯上开如图1-15所示的轴向三角缓冲槽。

图1-14 液压缸换向时产生冲击

图1-15 在换向阀阀芯上开轴向三角缓冲槽
2.节流缓冲装置失灵产生冲击
(1)外圆磨床砂轮架快速进退冲击 外圆磨床砂轮架快速进、退液压缸在快速进、退时产生冲击,其主要原因是液压缸中的钢球与阀座封油不良、端盖处纸垫受损坏、活塞的锁紧螺母产生松动、活塞与缸体孔配合间隙过大等。
采取措施:调换钢球,研磨阀座结合面,更换新纸垫,旋紧锁紧螺母或重做新活塞(与缸体孔配合间隙为0.02~0.03mm)。
(2)内圆磨床工作台缓冲失灵 内圆磨床工作台换向缓冲结构在工作台液压缸的一端,当工作台运动到端点时,活塞一端的缓冲柱塞进入液压缸端盖的圆柱孔内,如图1-16所示,使端盖圆柱孔内的油液经三角节流槽流回油箱,工作台逐渐被制动,当缓冲柱塞外圆与端盖内孔磨损使配合间隙过大时,三角节流槽将不起缓冲作用,而是产生液压冲击。

图1-16 内圆磨床液压缸缓冲装置
采取措施:根据端盖内孔尺寸重做新活塞,或将原活塞一端的缓冲柱塞磨圆后,表面镀一层硬铬,再根据端盖内孔尺寸配磨间隙。
(3)组合机床缓冲失灵 组合机床液压缸缓冲装置如图1-17所示,当活塞移动到行程终点时,活塞上的缓冲柱塞进入液压缸端盖圆柱孔内,由于缓冲柱塞与端盖圆柱孔的配合间隙很小,使缓冲柱塞端的油液经端盖小孔回油,并经节流阀流入油箱,节流阀可以控制活塞的制动速度。当节流阀中的节流螺钉松动或调整不当,或缓冲柱塞外圆与端盖内孔磨损时,会产生较大的液压冲击。
采取措施:根据端盖内孔直径配制新活塞,调整节流阀中的节流螺钉。
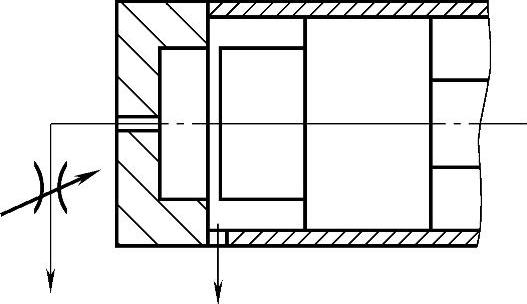
图1-17 组合机床液压缸缓冲装置
(4)外圆磨床操纵箱缓冲失灵 在外圆磨床操纵箱上,一般采用如图1-18所示的单向节流阀的节流缓冲装置,当换向阀两端的节流阀调整不当或单向阀密封不良时,都会产生工作台换向冲击现象。平面磨床工作台的运动速度比较快,换向阀两端的节流缓冲装置若失灵,所引起的液压冲击更大。
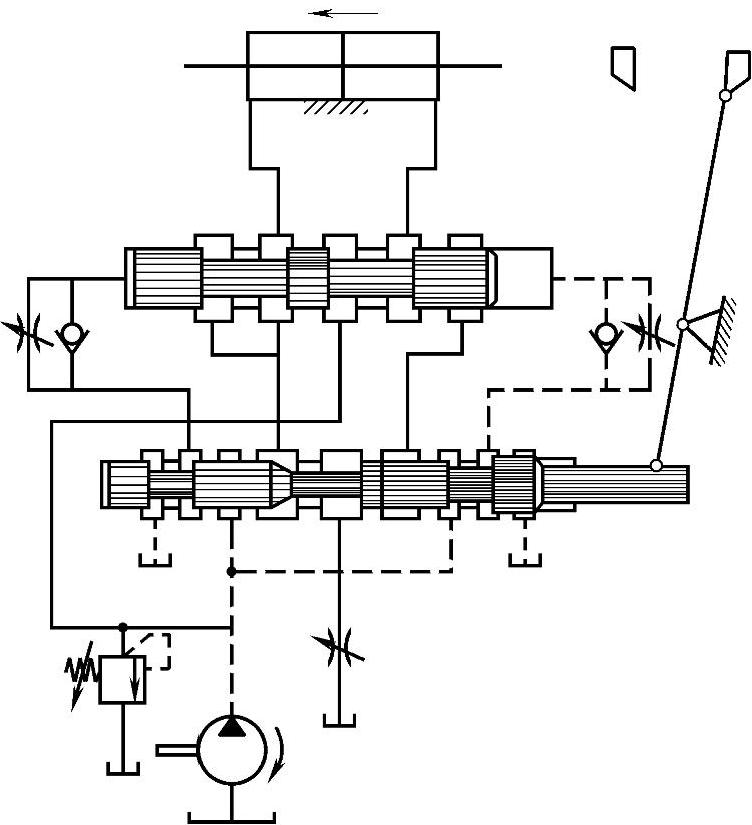
图1-18 液压操纵箱的节流缓冲装置
采取措施:将换向阀两端节流阀中的调节螺钉,向顺时针方向拧紧,可适当增加缓冲阻尼。若仍有较大冲击,可判断为单向阀密封存在问题,应检查单向阀钢球与阀座密封情况。拆下操纵箱端盖,将单向阀夹紧在台虎钳的软钳口中,用一根钢棒插入孔中顶住钢球,如图1-19所示,再在钢棒端部用锤子猛击一下,使钢球与端盖孔锥面接触紧密,防止产生泄漏。

图1-19 使钢球与端盖孔锥面接触紧密的方法
(5)电磁换向阀无缓冲 采用电磁换向阀的换向回路中,因电磁换向阀的动作很快,容易产生换向冲击,如图1-20a所示。
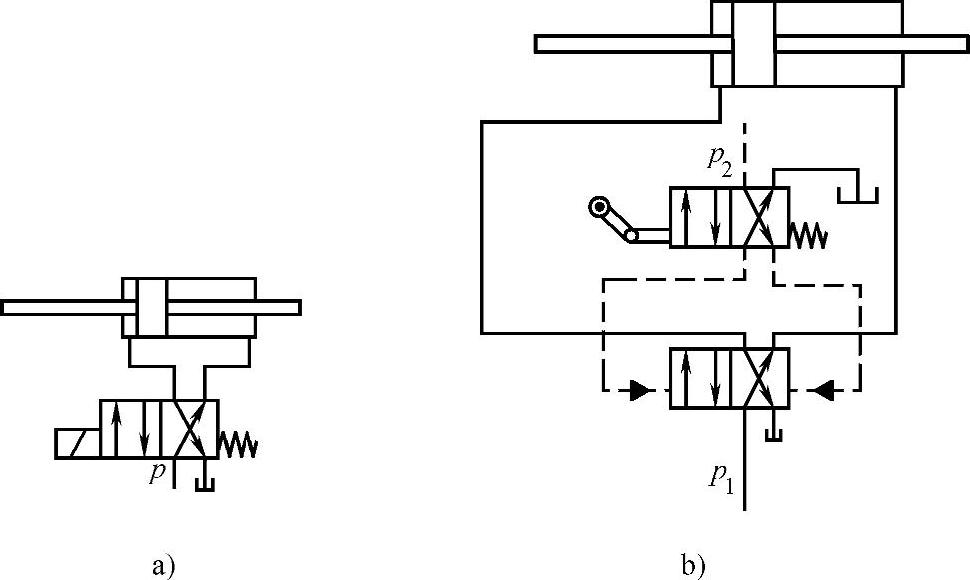
图1-20 电磁换向阀换向冲击
a)有冲击的电磁换向阀换向回路 b)用机动—液动换向阀的换向回路
采取措施:采用如图1-20b所示机动—液动换向阀的换向回路,使换向有缓冲过渡的过程,可明显减小或消除液压冲击。
(6)压缩空气造成液压冲击 液压系统内存在大量空气,换向前空气被压缩,换向时压缩空气如被压缩的弹簧一样释放能量,造成液压冲击。
采取措施:检查并找出液压系统内空气进入处,采取防止措施,并排除系统内存在的空气。
案例1——蓄能器消除液压冲击
如图1-21a所示为某专用机床液压回路。为了消除电磁换向阀换向冲击对工件加工质量的影响,回路采用了气囊式蓄能器3来吸收液压冲击,液压泵1为定量泵,回路工作压力由溢流阀2调定,蓄能器3总容积0.25L,管道内径10mm,电磁换向阀前管路长20m。

图1-21 专用机床液压回路
a)改进前 b)改进后
1—液压泵 2—溢流阀 3—蓄能器 4—电磁换向阀
(1)存在问题 系统调试时发现蓄能器消除液压冲击的效果不佳。
(2)问题分析 液体在管路内流动时,由于控制阀突然关闭,使液流突然停止流动,液体的动能变成压力能,在阀前产生高压,高压以压力波的形式在管路内传播,形成液压冲击,其压力升高值可能高出正常压力几倍以上,并有可能危及液压系统中的仪表、元件和密封装置等,从而影响系统的正常工作,此外,还使系统产生噪声和振动。
在系统中产生液压冲击的部位装设蓄能器是减轻液压冲击的有效措施之一。由于液压冲击压力的大小决定于管路中液体的动量对时间的变化率,当压力升高时,蓄能器可以吸收液体,这就减慢了管路中液体动量变化的速度,从而降低了冲击压力。
用于吸收液压冲击的蓄能器总容量,由计算得出,该系统获得吸收液压冲击最佳效果的蓄能器总容积应为0.63L,而实际选用的蓄能器仅为0.25L,可见,蓄能器规格选择不当是系统存在问题的主要原因。
(3)解决措施 按上述计算结果选择合适的蓄能器,并在安装上注意:
1)尽可能装在冲击源附近,即装在电磁换向阀附近,以获得吸收液压冲击的最佳效果。
2)蓄能器与管路系统之间应安装截止阀,供充气、检修时使用。
3)蓄能器与液压泵之间应安装单向阀,防止液压泵停车时蓄能器储存的压力油倒流。
改进后的回路如图1-21b所示。改进后蓄能器吸收液压冲击的效果明显提高,工件加工质量得到了保证。
此案例说明,液压系统中有些元辅件只有与系统结构匹配合理才能达到最佳的使用效果。选择这些元辅件时最好根据系统要求按实际结构尺寸计算和确定,凭经验和估算有时很难做得较准确,因而也就不易达到预期的效果。
案例2——液压冲击致使软管爆破
如图1-22a所示为某厂自制液压设备三级调压回路。由手动换向阀4实现液压缸的前进、后退和在任意位置停止三种工况,由手动换向阀3控制回路的三种压力p1、p2和零压(卸荷),其中p1、p2分别为溢流阀1和2的调定压力,在液压缸5和换向阀4之间用两根软管连接。
(1)存在问题 系统运行不久,在正常运转条件下,软管发生爆破。
(2)问题分析 首先检查软管,软管的质量不存在问题,回路中溢流阀的调整压力均正常。
经对管路和各液压阀结构、机能的综合分析及检测知道:手动换向阀3的过渡状态如图1-23所示,不难看出,手动换向阀3在由一个工位向另一个工位切换时,由于液压泵输油口无出路,造成回路的压力瞬间增大,当压力达到一定值时,就会使软管受压力冲击而爆破。

图1-22 液压设备三级调压回路(https://www.xing528.com)
a)改进前 b)改进后
1、2—溢流阀 3、4—手动换向阀 5—液压缸
(3)解决方法 上述问题,不是使用、维护不当引起的,而是由于设计时考虑不周造成的。如图1-22b所示为改进后的液压回路。它将原回路中的溢流阀2移至换向阀3的上游,以确保系统在各种工况下均正常工作。改装后的系统,经运行实践验证,克服了原回路的弊病。

图1-23 换向阀3的过渡状态
此案例告诉我们,做好系统的维护,不但要正确选用滑阀并掌握其机能,还要对阀的过渡状态机能有所了解(有些产品样本已标出)从而保证系统在各种工况下可靠地工作。
案例3——成型磨床液压系统换向冲击
如图1-24所示为某厂的540型成型磨床横向进给部分液压系统(原系统图中无单向节流阀1)。
主回路:液压泵输出的油先后经手动换向阀8、液动换向阀2,进入工作台液压缸5,实现工作台的往复运动。
控制回路:工作台7撞击台面机动换向阀4后,经控制油路6,使阀2动作,改变工作台面液压缸的进油口,实现工作台换向。
工作台换向快慢通过调节节流阀3来实现。
(1)存在问题 经多年使用后,随设备一起进口的导轨油用完,开始用国产导轨油替代,但不久就产生了台面换向冲击现象,尽管冲击的手感很小,但由于此设备属高精度成型磨床,加工的零件精细,所以仍影响正常使用。
(2)问题分析 由图1-24不难看出,控制回路为一个节流调速回路,此回路的执行元件为液动换向阀2。当阀4处于左位工作时,回路是进口节流调速回路;阀4处于右位工作时,回路是出口节流调速回路。工作台的换向快慢,取决于阀2的动作快慢。

图1-24 540型成型磨床横向进给部分液压系统
1—单向节流阀 2—液动换向阀 3—节流阀 4—机动换向阀 5—工作台液压缸 6—控制油路 7—工作台 8—手动换向阀
(3)解决方法 在阀2的左侧设置一个单向节流阀1使阀4无论处在左位还是右位,控制回路均为出口节流调速回路。调节单向节流阀节流阻尼孔的通流面积,进口节流调速时阀2运动速度小于不产生冲击的阀2临界速度vi<vc,且仍保持出口节流调速时阀2运动速度小于不产生冲击的阀2临界速度vo<vc,则工作台面就不会产生换向冲击。经运行实践验证,此做法是有效的。
带单阻尼调节器的液动换向阀,两个方向上的换向速度不能分别调整,且略有差异,对于换向平稳性要求较高的系统,就增加了调整的难度,甚至达不到要求;而带双阻尼调节器的液动换向阀两个方向上的换向速度可以分别调整,故对调节是有利的。
此案例告诉我们,使用换向平稳性要求较高的液压系统时,必须注意油液变化可能带来的影响。合理地使用回路,可以提高系统运行的可靠性。
案例4——C9220A型半自动车床反向冲击致工件飞出
某厂有两台C9220A型半自动车床,在切削过程中,若机床发生突然断电或驱动液压泵的电动机断电,卡盘中的工件由于受重力和主轴旋转离心力惯性的作用,有时会从卡盘中飞出,严重威胁着操作者和其他生产人员的人身安全。
分析原因:由于该机床的液压夹紧系统油路没有逆向自锁装置,在切削过程中,当驱动液压泵的电动机或电气线路突然断电时,夹紧液压缸右腔的液压油失去支承压力后,反向冲击液压泵流回油箱(即夹紧液压缸油压瞬时消失,失去对工件的夹紧作用力),而此时主轴受惯性的作用仍在旋转,致使工件从卡盘中飞出。
为解决这个问题,将该机床的液压系统在不影响系统油路结构关系的前提下,在液压泵和减压阀的油路之间增设一个单向阀(I—25B,参看图1-25)。这样,当驱动液压泵的电动机突然断电时,进入夹紧液压缸的液压油失去液压泵的输出压力油,此时夹紧液压缸里的压力大于液压泵出口压力,油液便向液压泵回流,而单向阀正好截断液压泵至夹紧液压缸的逆向回路,使夹紧液压缸中还保持着一定的压力油来夹紧工件,使其不会从卡盘中飞出,同时,该单向阀还对液压系统和液压泵起到了保护作用。
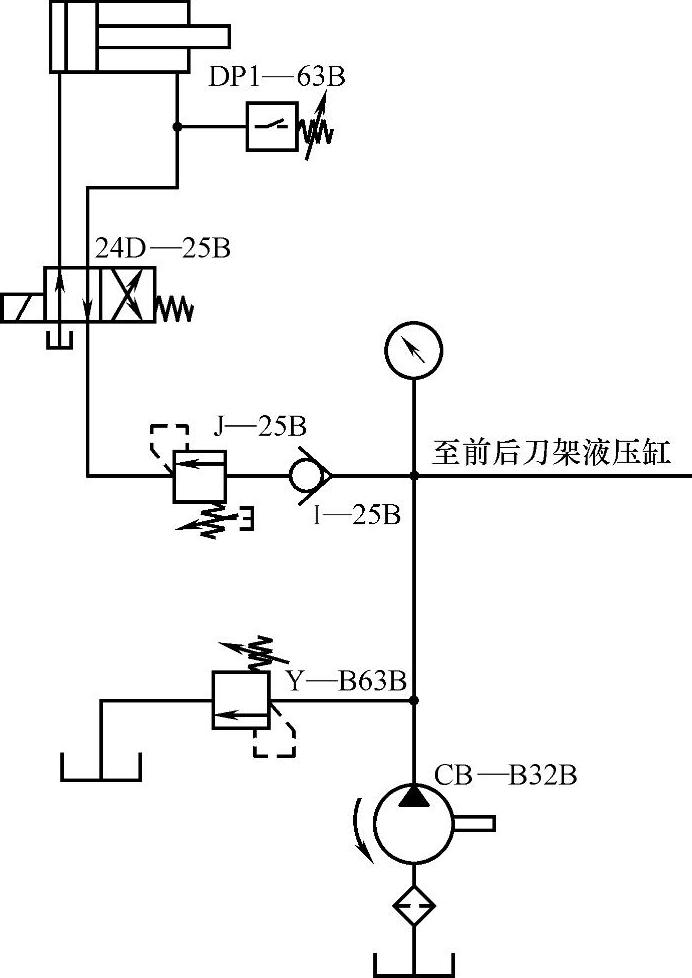
图1-25 C9220A型半自动车床液压夹紧系统自锁油路原理图
案例5——Y4232C型剃齿机工作台换向冲击
Y4232C型剃齿机是齿轮精加工设备,其工作台换向冲击对齿轮加工质量有一定影响。所谓工作台换向冲击,是指工作台在往复运动中换向时所产生的液压冲击。由原液压系统(图1-26a)可见,在液压缸1的回路上采用三位四通电磁换向阀2,两只调速阀4并联置于二位三通电磁阀3之后,作回油调速用,以实现粗、精剃齿。由于电磁阀换向速度过快和调速阀并联等原因,使工作台在换向和变速时产生较大的液压冲击,并造成换向位置的较大冲出量,规定公差为0.2mm,而实际达0.7mm。由于在整个剃齿过程中,刀具与工件始终是啮合着的,工作台冲出量大时,将导致刀具与工件接触位置变化过大,对全齿加工精度和齿面的表面粗糙度都有一定影响。为了克服这种缺陷,对原液压系统进行了调整和改进(图1-26b)。
1)将原来并联的两只调速阀4改成串联,使粗、精剃齿速度变换较为稳定,避免了瞬时背压过高的缺点。
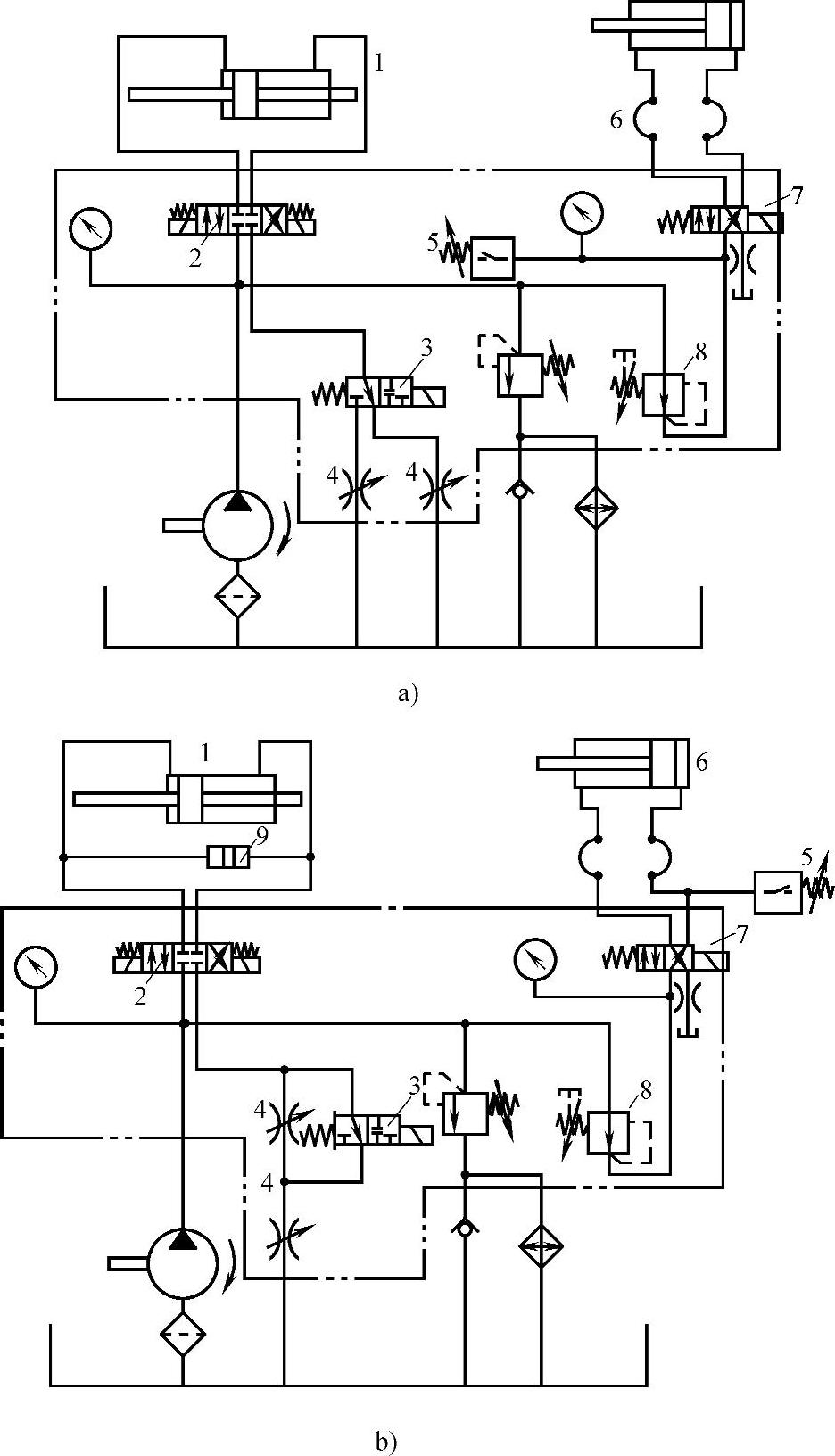
图1-26 Y4232C型剃齿机液压系统改进
a)改进前 b)改进后
1—工作台进给液压缸 2—三位四通电磁换向阀 3—二位三通电磁阀 4—调速阀 5—压力继电器 6—工件夹紧液压缸 7—二位四通电磁阀 8—减压阀 9—缓冲阀
2)在三位四通电磁换向阀2与工作台进给液压缸1之间增设一个小缓冲阀9(图1-26b),安装在配油板的顶面上(图1-27),此阀为一浮动阀芯,阀芯的直径和行程与工作台进给液压缸的直径和最大进给冲出量相匹配,当换向压力瞬时升高时,经缓冲阀芯作用,减弱了进给液压缸活塞的急冲,使工作台获得平稳的往复运动。
3)调整压力继电器的位置。将原来置于减压阀8和二位四通电磁阀7之间的压力继电器5移至二位四通电磁阀与工件夹紧液压缸6的顶紧腔之间,这样,压力继电器只反映夹紧液压缸中顶紧腔的压力大小,更有效地起保护作用。

图1-27 缓冲阀安装
案例6——速度换接时产生液压冲击
如图1-28a所示为某厂自制的专用机床液压系统二次进给回路。它实现一工进—二工进—快退—停止的动作循环。液压回路工作循环的电磁铁动作顺序见表1-4。
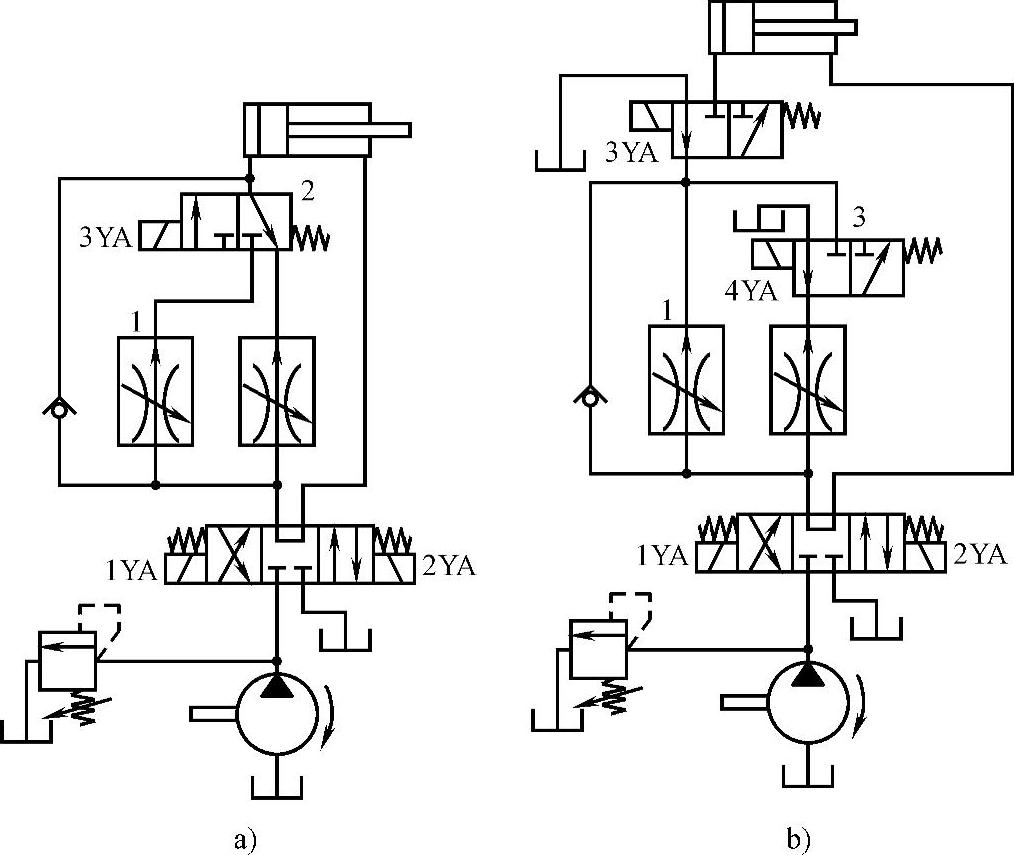
图1-28 专用机床液压系统二次进给回路
a)改进前 b)改进后
1—调速阀 2—电磁换向阀 3—二位三通电磁换向阀
表1-4 改进前电磁铁动作顺序
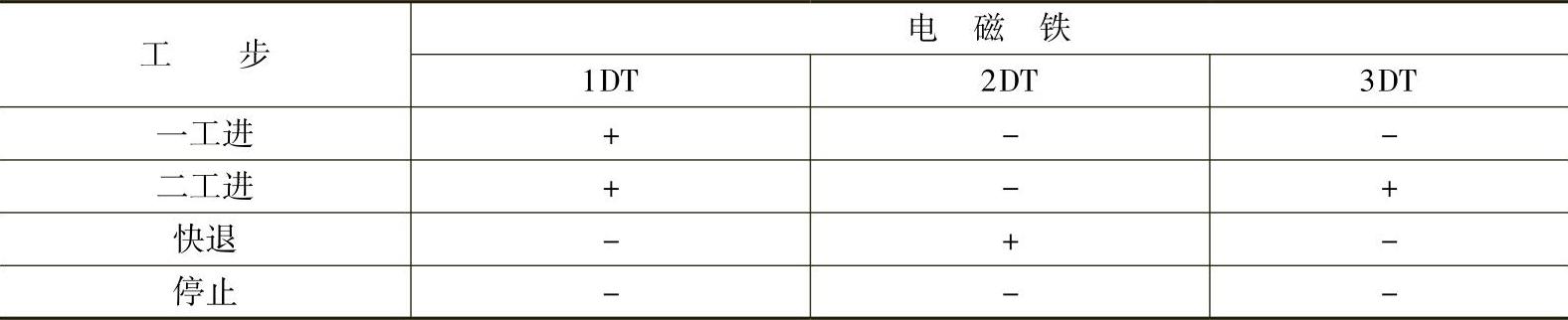
注:表中+、-分别表示电磁铁通电、断电。
(1)回路存在的问题 由一工进向二工进速度换接时,液压缸产生较大的液压冲击。
(2)问题分析 由于冲击是在液压缸由一种速度向另一种速度换接时发生的,故可分析出,系统出现的问题是由于调速阀在回路中使用不当造成的,是调速阀压力补偿机构的跳跃现象引起的。
由调速阀工作原理可知,调速阀正常工作时,串联于节流阀前的定差减压阀自动调节成适当开度,使节流阀两端压差p2-p3为定值。如图1-28所示回路中,速度换接前没有工作油通过调速阀1,减压阀在阀芯弹簧作用下开度最大,这时由电磁换向阀2开始速度换接,压力油急速流入调速阀,使减压阀后压力瞬时增大,节流阀两端压差p2-p3很大,流过的流量也很大,液压缸急速运动;经过一小段时间后,定差减压阀在阀后压力作用下,使阀芯开度达到最小,减压阀后压力p2降至最低,流过节流阀的流量也减至最小,此时液压缸又急速慢下来。这个过程往复多次才能使流量达到稳定值。这就是系统中速度换接时产生液压冲击的原因。
(3)解决措施 将原回路结构改进为如图1-28b所示形式,可使问题得到解决。在图1-28所示回路中增加一个二位三通电磁换向阀3,不难看出,调速阀在速度换接时总有压力油通过,避免了液压冲击的发生。改进后液压回路工作循环的电磁铁动作顺序见表1-5。
表1-5 改进后电磁铁动作顺序
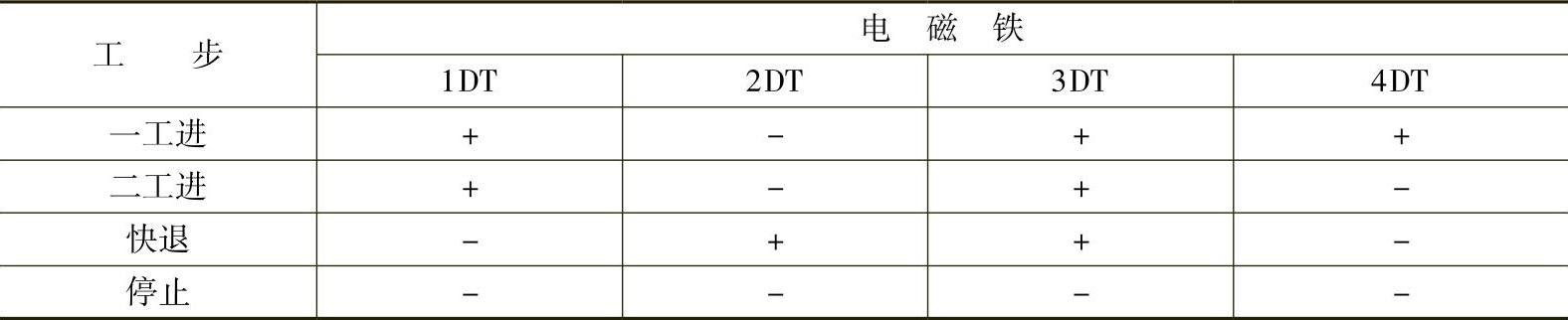
注:表中+、-分别表示电磁铁通电、断电。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。