



过载处理可以显著降低焊接残余应力,其消除残余应力机理如图5-7所示。图5-7a为原始焊接残余应力分布,图5-7b为加载时的外载荷与残余应力的叠加结果,图5-7c为卸载后的剩余残余应力分布。过载消除残余应力的效果取决于过载应力水平,当过载应力σov达到材料的屈服强度σs时,残余应力将会被完全消除,过载后剩余的残余应力为:σr=σs-σov。
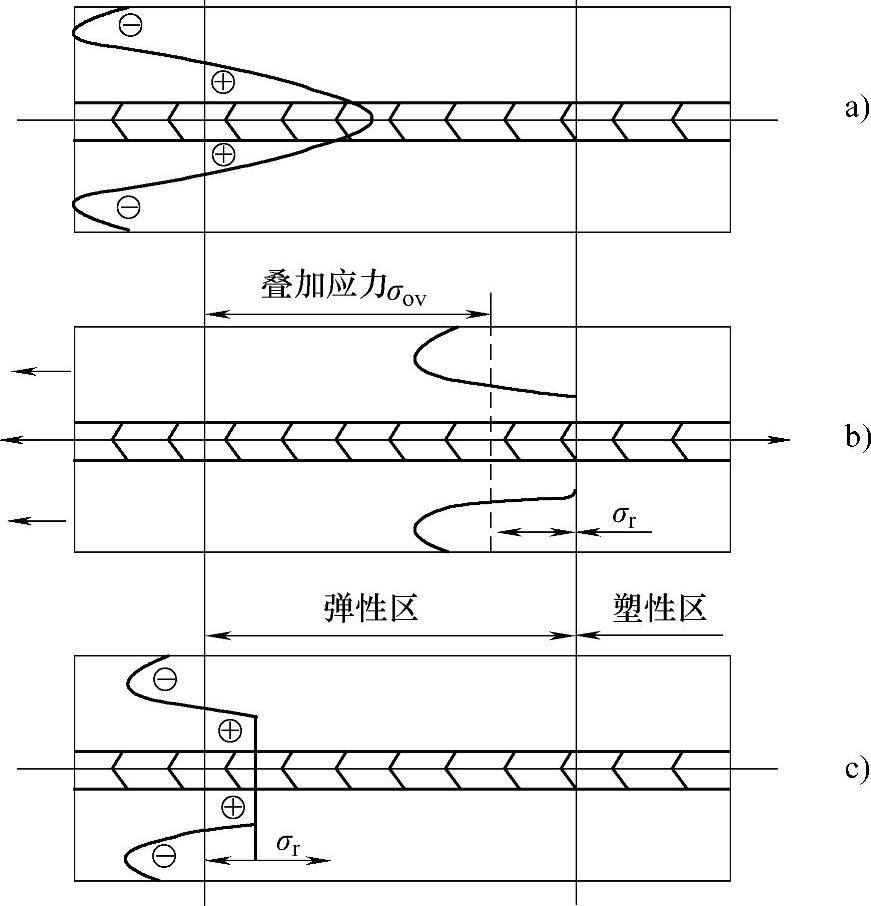
图5-7 过载消除残余应力机理[7]
过载处理在压力容器上最容易实行,与整体退火处理相比,具有如下优点:
1)过载处理后的残余应力分布相对较为合理,在容器的入孔处、接管等高应力区的残余应力消除效果最好,甚至在该区可产生一定数值的残余压应力。过载处理后,剩余的残余应力均处于具有较低的工作应力区域之中。过载后的实际工作应力σG为
σG=σop+σr=σs-Ktσop(n-1) (5-2)
式中,Kt为应力集中系数;σop为工作应力;n为过载系数;σr为残余应力。
这样就可以保证过载处理后的容器在工作压力下的全部区域在弹性状态工作,且低于屈服强度。(https://www.xing528.com)
2)过载处理可以降低容器的圆度误差、角变形和错边引起的附加应力。
3)过载处理可以有效提高容器在低温下的抗脆断能力。图5-8所示为过载对低温断裂的影响,如果在T0温度直接进行加载,根据残存缺陷尺寸大小和残余应力的数值,过载应力超过止裂线CAT的A点就会发生断裂。如果在TL温度进行过载处理,加载到B点,卸载后再于T0温度加载,破坏会在F点发生,F点应力不低于B点应力。因为过载降低了残存缺陷的危险性。
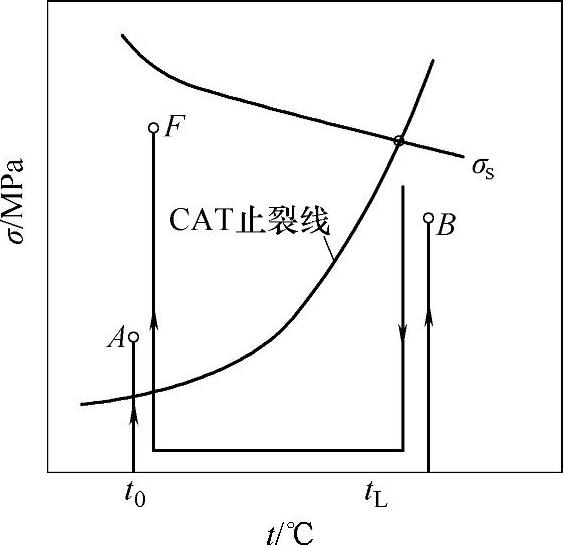
图5-8 过载对低温断裂的影响[7]
4)过载处理可以提高残存缺陷发生疲劳和应力腐蚀扩展的门槛应力值。
5)过载处理对低合金高强钢和不锈钢均不会产生明显的性能降低。
6)施工方便,价格便宜。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。