



工作台自动往返控制原理如图5-53所示。采用PLC控制的输入/输出(I/O)接线如图5-54所示,在断电状态下,按图5-54所示的接线,连接好外部电缆。打开PLC的前盖,将运行模式选择开关拨到“STOP”位置。
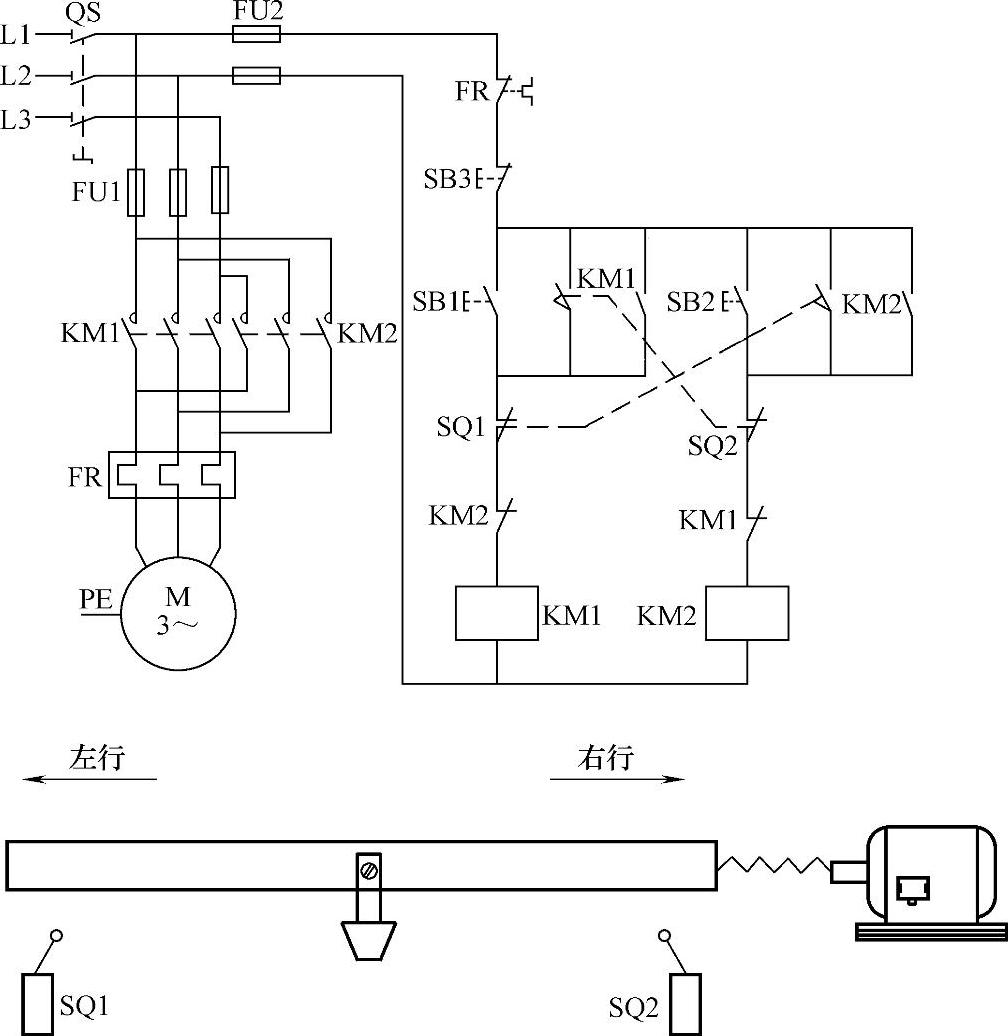
图5-53 工作台自动往返控制原理
在作为编程器的PC上,运行FXGPWIN编程软件。用菜单命令“文件→新建”,生成一个新项目,或者用菜单命令“文件→打开”,打开一个已有的项目。或者用菜单命令“文件→另存为”,可修改项目的名称。用菜单命令“PLC→类型”,设置PLC的型号;设置通信参数;编写PLC控制程序;将控制程序下载到PLC。采用PLC控制的工作台自动往返控制参考程序如图5-55所示。
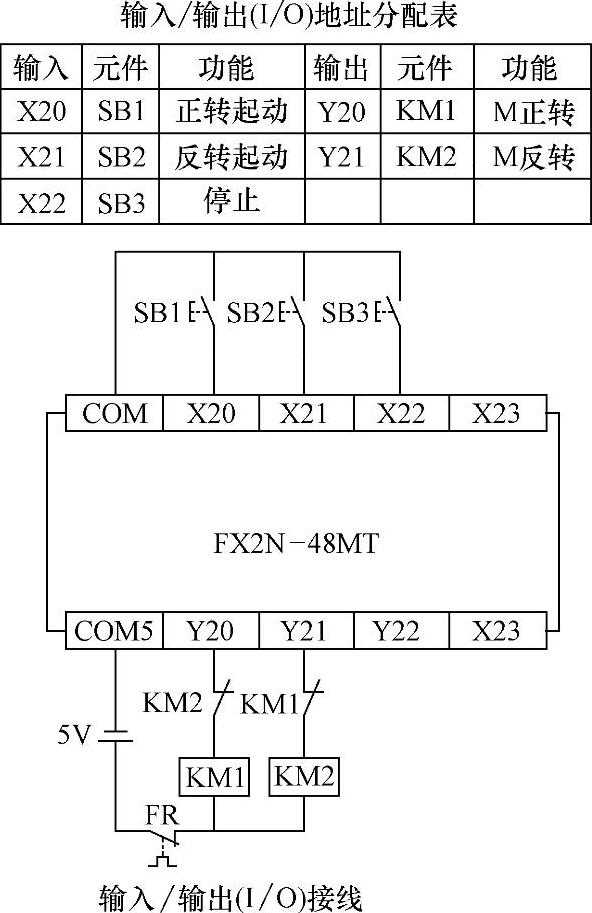
图5-54 PLC控制的输入/输出(I/O)接线(https://www.xing528.com)
将运行模式选择开关拨到“RUN”位置,使PLC进入运行方式。按下正转起动按钮SB1,观察电动机是否正转起动运行,松开SB1后,电动机是否能够连续正转运行。如果电动机能够连续正转运行,则起动程序正确。按下停止按钮SB3,观察电动机是否能够停车。如果电动机能够停车,则停止程序正确。按下反转起动按钮SB2,观察电动机是否反转起动运行,松开SB2后,电动机是否能够连续反转运行。如果电动机能够连续反转运行,则起动程序正确。按下停止按钮SB3,观察电动机是否能够停车。如果电动机能够停车,则停止程序正确。
在正转运行时,按下反转起动按钮SB2,观察电动机是否能够正转停车,反转直接起动运行。在反转运行时,按下正转起动按钮SB1,观察电动机是否能够反转停车,正转直接起动运行。按下正转起动SB1,观察工作台能否自动往返。按下正转起动SB2,观察工作台能否自动往返。
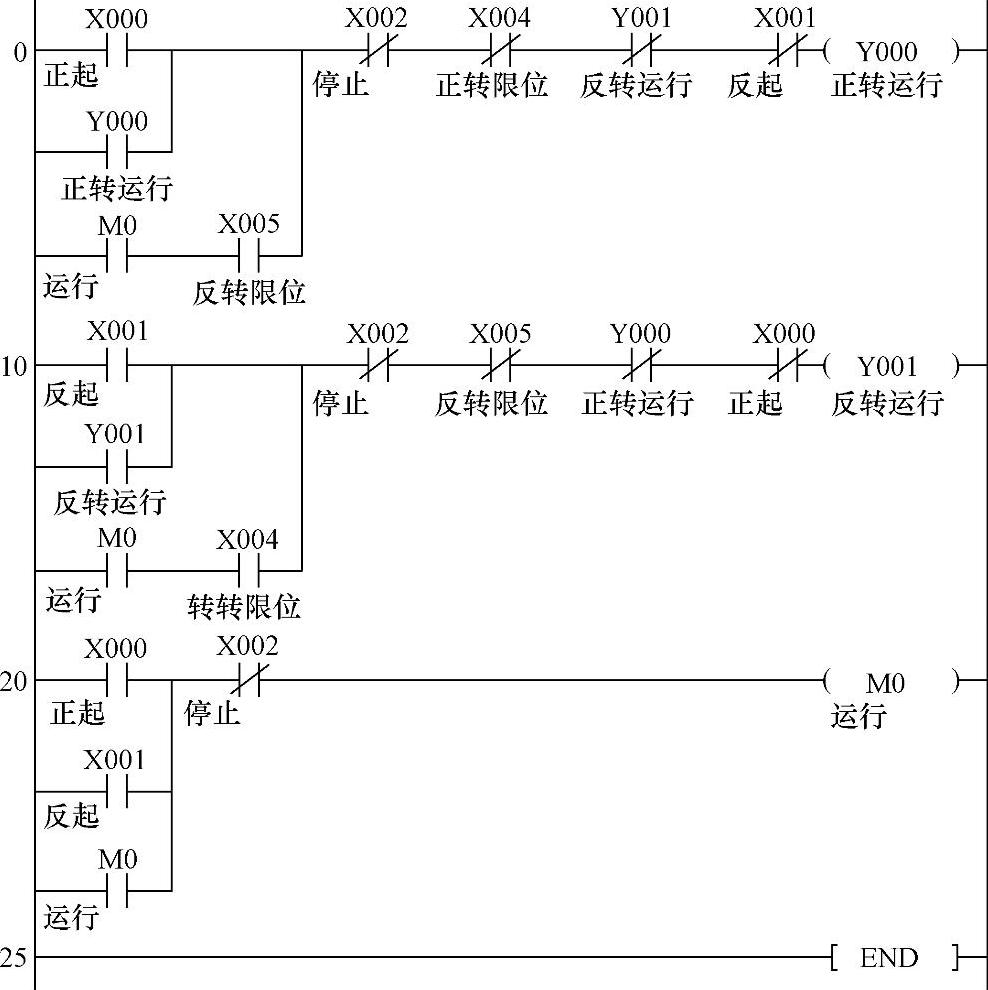
图5-55 工作台自动往返控制参考程序
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。