



位置指令以脉冲串的形式进入伺服系统中,有时为了避免脉冲频率的变化给伺服系统带来的冲击,常采用平滑数据的方法对一定频率的位置指令脉冲串进行滤波,滤波后系统会得到较为光滑的加、减速度,换句话说,位置指令滤波器实现并改善了位置指令的加减速。常用的加减速方法有直线加减速(梯形加减速),指数加减速和S形曲线加减速等方法,如图9-18所示。图中给出了位置指令通过不同方法滤波后的波形,直线加减速方法和指数加减速方法能够减缓指令的加减速;S形曲线加减速方法不仅减缓指令的加减速,而且还能够减缓指令速度的变化。

图9-18 三种加减速曲线
a)梯形加减数 b)指数加减数 c)S形加减数
由此可以看出,虽然三种方法都可以减缓指令的加减速,但是在加减速阶段存在的突变现象是不一样的。图9-19给出了位置指令分别经过梯形加减速和S形加减速后,加速度和加速度变化的波形。由图可看出,指令在0、Ta、T、T+Ta四个时刻存在突变情况。梯形加减速加减速突变现象明显,由加减速的变化可知,在这些位置处受到的加振力幅值很大,很可能会导致产生剧烈的振动,这尤其不适合用于数控机床的高速加工应用;而S形加减速由于减缓了指令速度变化,限制了其加速度突变的现象,使这些位置处受到的加振力幅值很小,因此S形加减速的效果明显优于梯形加减速的效果。
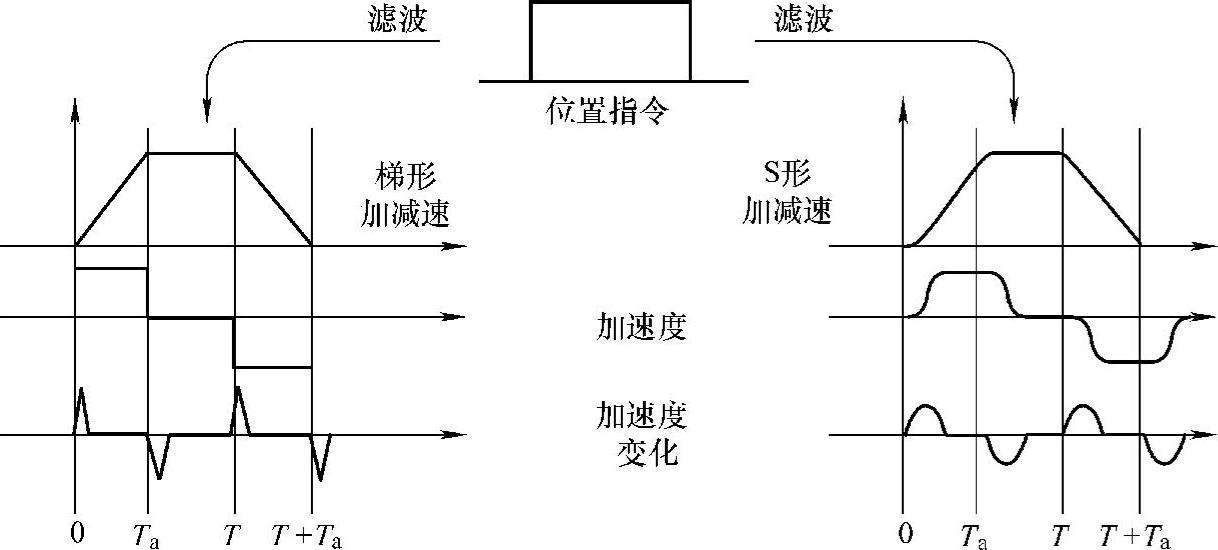
图9-19 位置指令的滤波效果
传统上,S形速度曲线规划是依据以下4项参数来决定的:移动总长Smax、最大速度vmax、最大加速度amax和加速度平均值aavg。另外有两个约束条件:aavg和Smax必须满足(https://www.xing528.com)

而一般S形速度曲线的加速度与时间的关系如图9-20所示。图中,Ta、Tb、Tc和Ts定义为
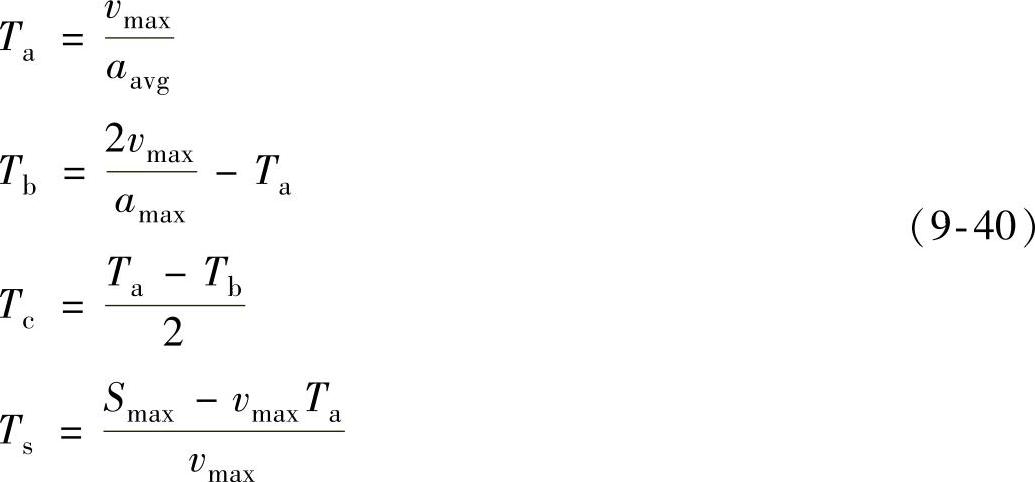
按式(9-40),利用多项式表示将整个速度规划为7个阶段,每个阶段都有一个描述加减速的函数,则S形曲线由各加减速度函数段积分得到。

图9-20 加速度与时间关系
由此可知,用传统的方法规划S形曲线,增加了计算量,并且使编程变得异常复杂。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。