



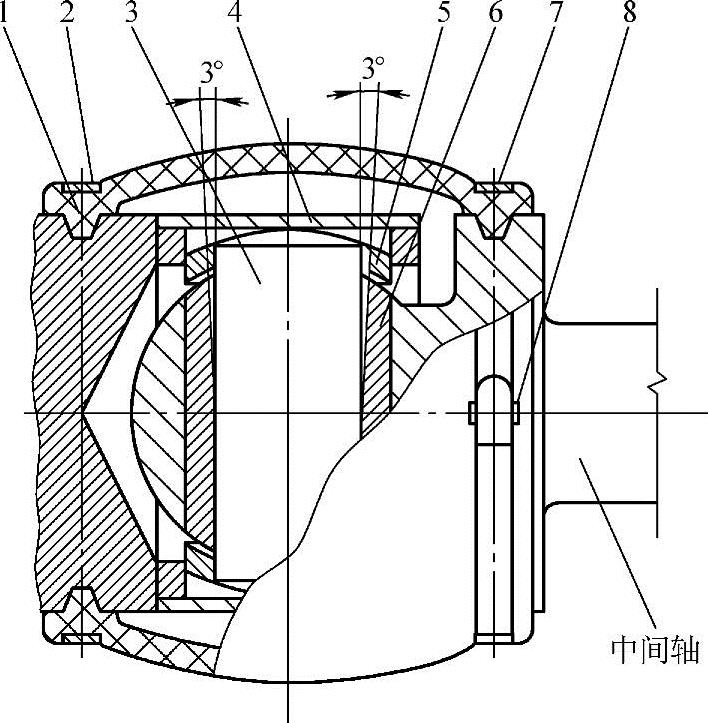
图2-13 柱销式万向节
1—密封套 2—钢带 3—销柱 4—挡套 5—销环 6—销套 7—钢带 8—扁套
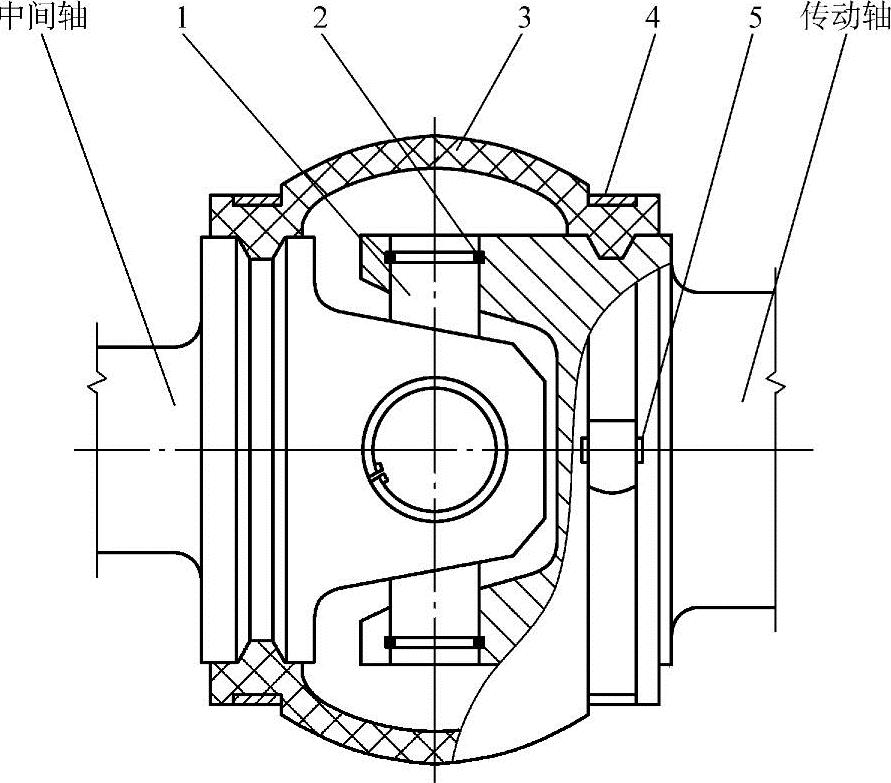
图2-14 十字万向节
1—销柱 2—挡圈 3—密封套 4—钢带 5—扁套(https://www.xing528.com)
单螺杆泵的转子偏心旋转,所以不能作高速运转,通常采用实心转子。但也有不少泵采用空心转子,这是考虑到转子是作偏心运转,为减少转子的离心力和偏心的转动惯量,以减轻转子对橡胶定子的碾压磨和由此造成的磨损,延长定子和万向节的使用寿命,并减小轴承的荷载,且起动力矩也较小,运行更为平稳,振动、噪声得到改善,泵的效率也能得到提高,还能适当提高泵的转速。对于直径较大的空心转子效果尤为明显。
空心转子是用实心转子中心钻孔或空心铸造、或用管子冷挤压成形和钢管热轧成形等多种方式制造。英、德等国一些单螺杆泵制造厂引进捷克西格玛公司的专利:空心转子采用不锈钢管精密模具成形的技术,这种制造方法不仅能保证制造精度,提高加工效率,还使材料的消耗大为节省。空心螺杆与万向节的连接,采用半自动氩弧焊机进行焊接,由于采用了专用定位装置和惰性气体保护,焊接的变形小,焊接部位尺寸较为精确,不需要再进行加工,其焊接强度也可靠。这种制造方法尤其适合批量生产。若空心转子用于采油,它与空心抽油杆相配使用时,可从抽油杆和转子的空心处向井下注入稀油或热油,就可开采粘度特别高的稠油,扩大了使用范围,对此采用热轧钢管成形的转子效果相当好。
空心转子的一端需堵塞,防止介质通过空心的孔倒流入吸入腔。直径大于60mm左右的转子,有采用将转子中心钻孔,把一端的万向节伸入转子的孔内,这样的结构既缩短了泵的轴向尺寸,能使万向节的轴线偏角变小,从而改善了万向节的受力情况。
转子常用材料为:40Cr、45、38CrMoAl、1Cr18Ni9Ti和Cr12等。为增加转子的耐磨性,通常采用表面涂铬或有耐磨金属氧化物的涂层或表面进行热处理,如:渗氮、淬火等。加拿大BMW公司为提高耐磨和耐腐蚀,对转子表面进行了渗硼处理,硼化处理的转子寿命比镀铬转子长得多。通常转子的螺旋面轴向长度略大于定子的尺寸,避免转子的两端“割破”定子的橡胶层。
我国转子的加工,少数企业已采用数控旋风铣床或专用铣床,采用圆盘成形铣刀加工,精度高、生产效率高。但多数小型企业仍采用对普通机床进行改装,加一个旋风头,采用旋风切削的方法,生产效率较低。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。