



1.捆扎的工艺过程(图13-1)
1)送带过程。如图13-1a所示,送带轮3逆时针转动,利用送带轮3与捆扎带4之间的摩擦力使捆扎带4沿轨道架1向前送进,直至带端上止带器2的微动开关,使捆扎带送带停止,处于待捆位置。
2)收紧过程。如图13-1b所示,右爪6上升压住带端,送带轮3顺时针方向转动,同样利用摩擦力使捆带沿轨道架1退出,这时轨道中的叶片在捆扎带的退带拉力作用下松开,使捆扎带继续退出直至紧贴在包件表面,而张紧臂7随之向下摆动,将带子完全拉紧。
3)切烫过程。如图13-1c所示,左爪8上升将两层捆扎带压住,隔离台5退出而烫头相随跟进,开始将捆扎带两端加热,这时压力块9上升切断捆扎带。
4)粘接过程。如图13-1d所示,烫头退出至起始位置,而压力块9继续上升,将两层已加热的捆扎带两端压粘在一起,完成捆扎动作。
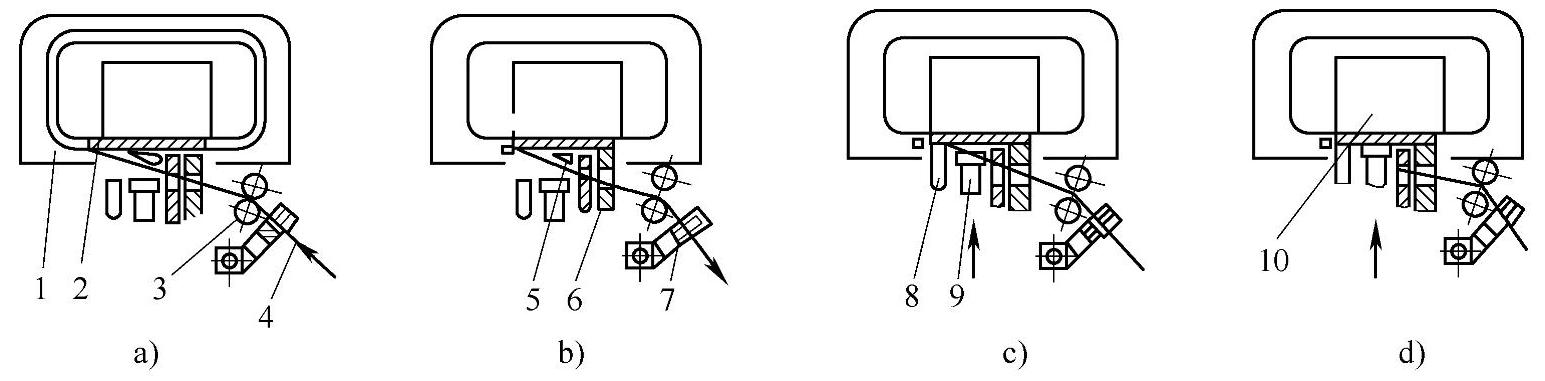
图13-1 捆扎工艺过程原理图
a)送带过程 b)收紧过程 c)切烫过程 d)粘接过程 1—轨道架 2—送带轮 3—捆扎带 5—隔离台 6—右爪 7—张紧臂 8—左爪 9—压力块 10—包装件
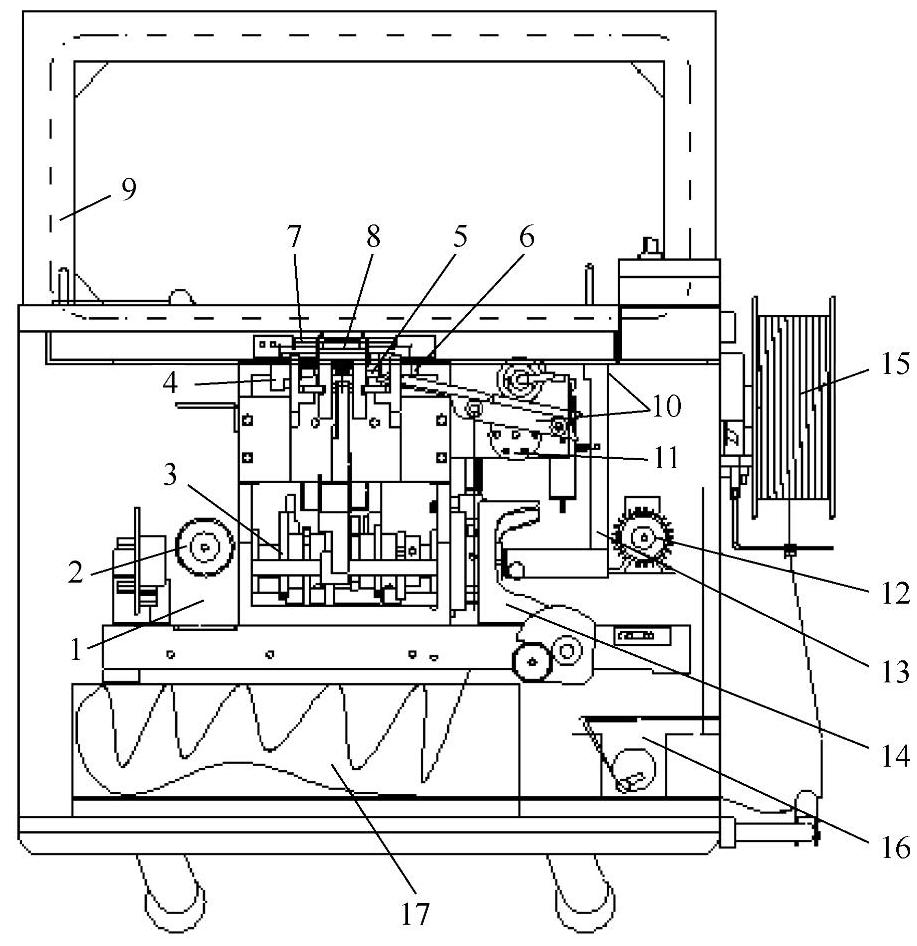
图13-2 塑料带自动捆扎机结构示意图
1—电动机配减速器 2—电磁制动器 3—凸轮轴 4—第三压头 5—第二压头 6—第一压头 7—压板 8—加热体 9—带道框架 10—进带导轨 11—送退带滚轮组合 12—送退带电动机 13—二次收紧摆杆 14—收紧凸轮 15—带盘 16—预送组合 17—储带箱轮
2.捆扎机工作原理
将被捆扎物体置于捆扎机中间,首先右顶体上升,压紧带的前端,把带子收紧捆在物体上,随后左顶体上升,压紧下层带子的适当位置,加热片伸进两带子中间,中顶刀上升,切断带子,最后把下一捆扎带子送到位,完成一个工作循环。捆扎机是使用打包带缠绕产品或包装件,然后收紧并将两端通过热效应熔融或使用包扣等材料连接的机器。捆扎机主要由送带、退带、接头连接切断装置、传动系统、轨道机架及控制装置所组成。下面以塑料带自动捆扎机为例详解其工作原理。如图13-2所示为塑料带自动捆扎机结构示意图。
捆扎机工作原理为:压下起动按钮,电磁制动器放开,主电动机1起动,将运动传递给凸轮轴3,凸轮轴上的凸轮按工作循环图的要求控制各工作机构动作。工作时,首先第一压头6动作,将塑料带头部压紧;接着凸轮控制压板7下导板打开,顶杆顶住送退带滚轮11,收带接近开关感应,起动送退带电动机12,送退带滚轮压牢带子,将带道框架9内的塑料带拉下,捆到包装件上,再由凸轮推动二次收带摆杆13向右摆动,完成最终的捆紧功能。收回的塑料带均退入储带箱17内的上腔中。这时,第三压头4动作,压住塑料带的另一端。与此同时,加热体8插入两带之间,随后第二压头5上升,切刀将塑料带切断。第二压头5继续上升时,两层塑料带被压与加热体8接触,保证接触面能部分熔触。然后第二压头5微降,待加热体8退出后,再次上升,把两层已融化的塑料带压紧,使之粘合。经适当冷却后,第二压头5复位,第一压头6,第三压头4复位,压板7退出,处于紧张状态的塑料带紧束在包装件上,完成捆扎动作。此时,送带接近开关感应发出送料信号,送带电动机1起动,送带滚轮11开始送带,当塑料带头部碰到到位感应开关时,送带结束。当储带箱内的塑料带减少使预送带感应开关亮时,预送电机起动,预送组合滚轮16开始送带,使储带箱内塑料带得以补充。
3.捆扎机的主要机构
1)送带机构。捆扎机一般采用二次收紧,一次收紧主要是快速收带,二次收紧目的是捆紧。
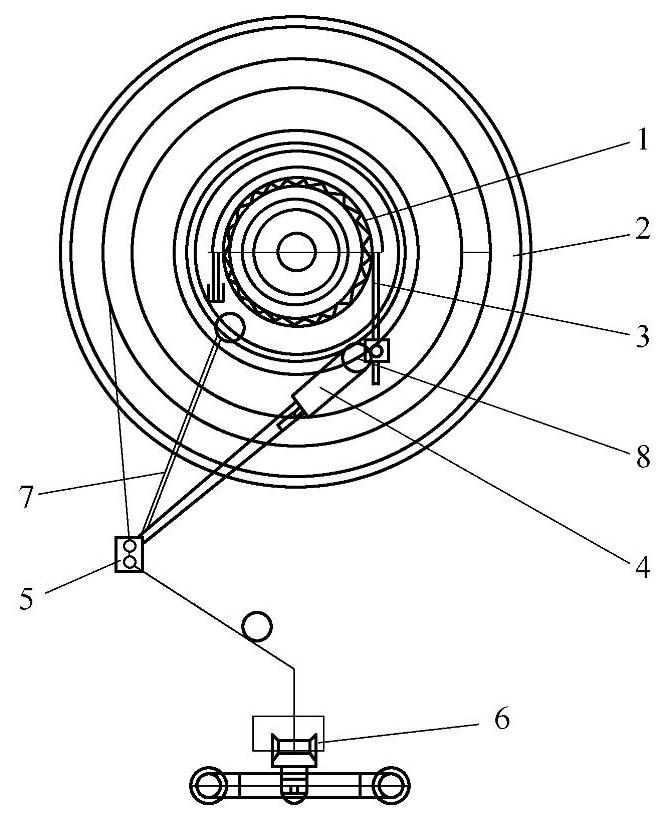
2)带盘阻尼装置。为防止带盘因惯性使塑料带自行松展,通常带盘上装有阻尼装置(图13-3)。塑料带从带盘2上经滚轮5、6进入预送带机构。当需要预送带时,塑料带被拉紧,使摆杆4绕摆动轴8逆时针摆动一角度,制动带3放松,带盘2可以自由转动。当预送带停止,塑料带因带盘惯性继续松展,摆杆4在拉簧7的作用下顺时针摆动,使制动带3压紧制动轮1,由于摩擦力使带盘2停止转动,从而避免了塑料带的自行松展。
 (https://www.xing528.com)
(https://www.xing528.com)
图13-3 带盘阻尼装置图
1—制动盘 2—带盘 3—制动带 4—摆杆 5,6—滚轮 7—拉簧 8—摆动轴
3)收紧机构。回收带轮与塑料带不能产生滑动,因为捆扎物体大小不同,收紧时抽回的带子长度就无法一样,于是用压轮的转速或时间长短无法控制压轮及时脱开。为此,收带轮采用的结构如图13-4所示,摩擦锥轮3与轴1采用键连接,连续回转。调节螺母5,可调整锥轮3与收带轮2之间的摩擦力大小。当收紧力达到要求(通常19~68N)时,收带轮与锥轮打滑,收带轮停止转动,收带结束,但塑料带仍保持一定的张紧力。
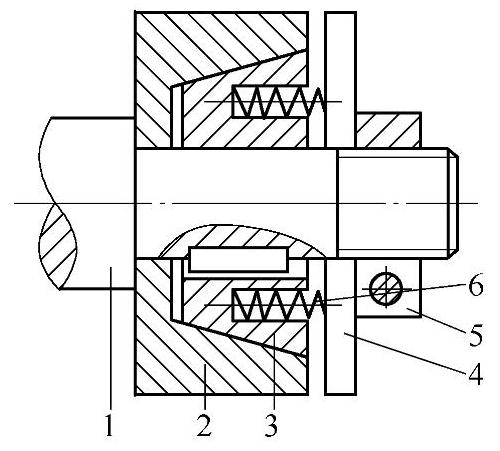
图13-4 收紧轮机构示意图
1—轴 2—收带轮 3—锥轮 4—挡圈 5—调节螺母 6—弹簧
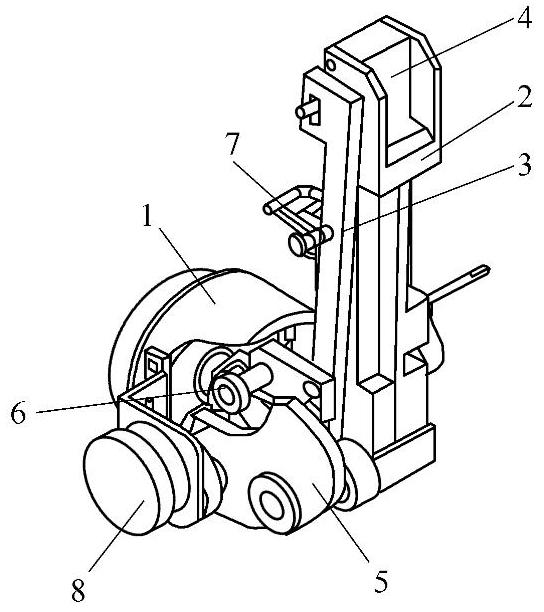
图13-5 二次收紧机构示意图
1—张紧凸轮 2—大摆杆 3—小拨杆 4—齿形卡块 5—定位盘 6—轴承 7—弹簧 8—旋钮
二次收紧机构如图13-5所示。张紧凸轮1回转,推动大摆杆2右摆时,带动小拨杆3右摆。当右摆到小拨杆3上面的轴承6脱离定位盘5时,弹簧7复位带动齿形卡块顺时针转动,将塑料带压紧,将塑料带拉紧到最大(即张紧凸轮工作最高点)时,第三压头正好上升压住带尾,环绕包装件的带子不会再松开。大摆杆2左摆复位时,小拨杆3被定位盘5顶开,齿形卡块4复位,做下一次循环准备。二次收紧的程度通过旋钮8转动和定位盘5的位置调整得以实现。
4)夹压机械装置。在进行包装件捆扎时,捆扎带输送至要求位置后,需要夹压装置,以便完成收紧热熔接等作业。
5)捆扎接头连接机械装置。捆扎带收紧捆绕在包装件上后,要将这种张紧状态保持下来,使之在储运中不松散,必须将收紧后的捆扎带两端头构成紧固牢靠的连接,才能完成捆扎的全过程。
6)捆扎机的导轨架。导轨架如图13-6所示。导轨架的导槽是进行捆扎送带时,引导带自由端进入的。抽拉收紧时,捆扎带又从导槽中脱出。因此导槽结构应能保证捆扎带自由端顺利送进,且阻力小。还应保证捆扎带顺利从导槽脱出,但带在送进时不能从导槽中脱出。因此导槽的断面形状可采用图13-6所示的封闭环形。
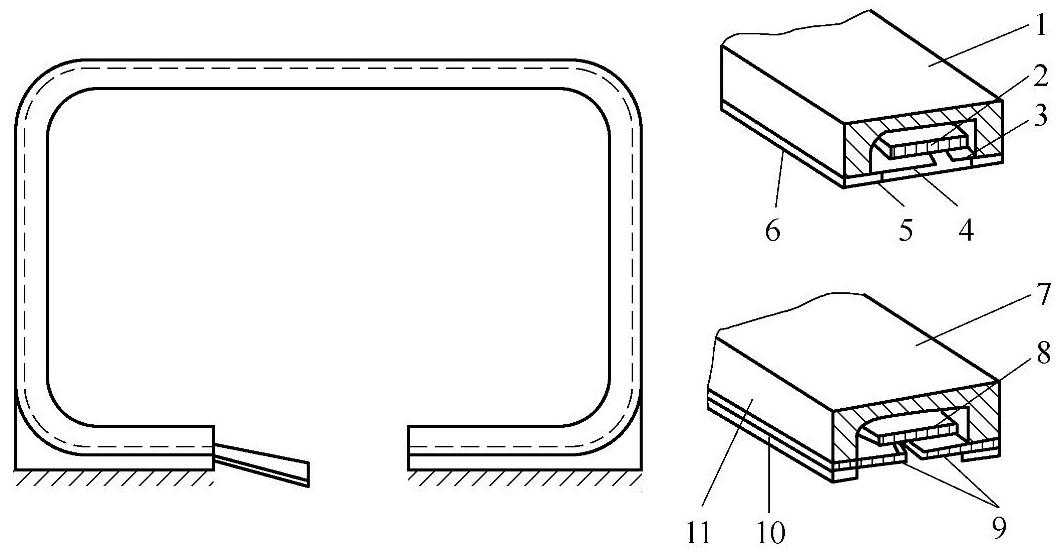
图13-6 捆扎机导轨架
1、7—U形架 2、8—捆扎带 3—固定弹簧片 4—弹性活动片 5—扭簧 6,10—压板 9—软性袋 11—导轨架
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。